
陶瓷材料的超声辅助铣磨削加工技术
2019-12-12 07:55:20陈发胜苏长发张占华李玉宝杜小孔薛晓飞
导航与控制 2019年5期
陈发胜,苏长发,张占华,李玉宝,杜小孔,薛晓飞
(中国航天电子技术研究院7107厂,宝鸡721006)
0 引言
陶瓷材料由于具有高熔点、高硬度、高耐磨性、耐氧化、良好的绝缘性等优点,使得其在航空航天领域得到广泛的应用。陶瓷加工主要有机械加工、电加工(包含电火花加工、离子束加工、等离子体加工等)、化学加工(包含蚀刻加工、化学研磨、化学抛光)、超声波加工(包含超声波磨削加工、超声波研磨加工等)、激光加工和复合加工(包含光刻加工、ELID加工等)等。其中,机械加工是传统的加工技术,也是应用范围最广的加工方法;电加工、化学加工技术属于精细、微量精密加工;超声波加工、激光加工以及复合加工等属于新兴、前沿加工技术,国内外研究较多。
采用单一的机械加工、电加工、化学加工、超声波加工等加工方法,易引入微裂纹等非本征缺陷和残余应力等加工缺陷,造成陶瓷产品加工方法单一、产品合格率低、产品表面微观质量低,难以满足陶瓷产品的加工需求。随着国内外陶瓷加工理论研究的深入和新技术的成熟,综合运用机械加工及先进的电火花、超声波、激光、微波等相复合的加工技术,成为陶瓷加工领域发展的必然趋势。
在此背景下,本文通过在常规的铣磨削加工基础上引入超声加工理论,运用理论分析、试验验证以及仿真分析等手段,实现了对陶瓷材料的超声辅助铣磨削复合加工,从而达到提高陶瓷产品的成品质量和合格率、降低生产成本、缩短生产周期,以满足客户的订单需求。
1 陶瓷的特性及加工机理
工程陶瓷材料(以下简称陶瓷)如Si3N4、Al2O3、SiC、ZrO2等具有良好的绝缘性、耐热性、耐磨性和耐化学腐蚀性,同时具有轻质、耐高温、热膨胀系数小、抗热震能力、自润滑能力及摩擦系数低等优异性能,目前已广泛应用在了能源工程行业、汽车行业、机械行业、化工石油行业、冶金建材行业以及航空航天领域、军事工程领域等[1-2]。
陶瓷材料的加工技术通常分为三类:特种加工技术(电加工、化学加工、超声波加工、激光加工)、复合加工技术和机械加工技术。目前,机械加工技术在工程陶瓷加工中的应用最为广泛。其中,使用金刚石砂轮进行磨削加工或合金刀具进行车铣加工技术较成熟,同属于切削加工。
实际上,加工过程本身就是一种对材料可控性的破坏过程,是在微观上对被加工材料的一种可控性、破坏性去除方式。陶瓷材料内部依次经历了预制微裂纹的迅速扩展贯通及断裂过程,直到材料破碎去除。
陶瓷的破坏是一个微裂纹不断增长的损伤过程和亚临界裂纹扩展过程,它属于损伤力学范畴。损伤力学可以看作是断裂力学的前期,两者的分界是当稠密的缺陷中的一个比其他缺陷发展得快或者由于别的原因被分离出来发展成一条主裂纹时,便进入断裂力学领域。损伤力学认为工程材料在各种载荷和不利环境条件下其强度将随时间逐渐减小,这是因为材料内部的微观结构和缺陷在不断地增加和积累,这种损伤过程是不可逆的,最终将导致主裂纹的出现和断裂。材料的损伤大致可分为四类,即蠕变损伤、延塑性损伤、疲劳损伤及脆化。它主要考虑材料微观的变化,认为材料内部微缺陷和空洞等不能承受应力。因而,实际承受力的面积比原来要小,宏观弹性模量也随损伤的不同而减小。
目前,无论是磨削加工或车铣加工均是利用工具与被加工零件之间的相对高速运动对材料表面进行滑擦、耕犁、切削去除材料。它们都有一个共同特点,即在加工过程中会产生大量的加工热。由于热量不能及时传递出加工区,使得加工区的温度较高,导致加工后的表面产生一定程度的热损伤,形成残余热应力和微观裂纹等表面缺陷。材料的性能特别是其力学性能不仅决定于材料本身的性能,同时也明显的受到材料表面状况的影响。表面的不完整性不仅能大大降低了材料的性能,而且也降低了材料使用时的可靠性。由于陶瓷材料的弹性模量和脆性较大,所以对表面损伤的敏感程度也远远大于其他金属类材料,使得陶瓷材料使用时的可靠性较差。因此,研究各种加工方法对陶瓷材料力学性能的影响程度,对于改善加工工艺、提高材料性能、增加可靠性具有重要意义。陶瓷材料由于采用热压烧结而成,组织结构不完全致密,含有少量气孔。同时由于工艺原因,材料中存在少量杂质、硬质点等类裂纹缺陷,所以材料本身的性能具有一定的分散性。如前所述,后续加工对材料表面的损伤使其分散性更大。切削加工从本质上都是利用工具在材料表面产生滑擦、耕犁和切削来去除材料[3]。对于金属类材料,由于其硬度远小于磨粒的硬度,所以切削时一般会产生塑性变形,因而产生加工硬化。而对于工程陶瓷类材料,主要靠产生微小的碎断切屑而去除材料。同时,由于切削热的作用,也会产生热致裂纹[4]。
陶瓷材料在常规加工过程中,因受到热应力、机械应力等作用,将产生切削表面/亚表面裂纹、表面破碎、边缘碎裂等脆性损伤,它们随机发生且难以控制。缺陷前沿形成局部应力集中,易引发材料内部裂纹萌生或扩展,成为损坏陶瓷磨削表面品质和强度性能的潜在裂纹源[5]。由于工程陶瓷对裂纹、残余拉应力等缺陷非常敏感,使得在加工过程中工程陶瓷的质量普遍难以控制[6]。
2 超声振动加工机理
超声振动切削是刀具以15kHz~50kHz的频率沿切削方向高速振动的一种特种切削加工技术,超声振动切削从微观上看是一种脉冲切削。在一个振动周期中,刀具的有效切削时间很短,大于80%时间里刀具与工件、切屑完全分离。刀具与工件切屑断续接触,这使得刀具所受到的摩擦变小,产生的热量大大减少,切削力显著下降。
超声振动铣磨加工技术是一种将超声振动与机械磨削和铣削相复合的加工技术。在加工过程中,金刚石工具在高速旋转的同时还沿轴向作高频超声波振动,加工中的进给运动方式采用铣削模式。
由于在高速旋转的金刚石工具上附加有高频超声波振动,刀具与工件周期性地接触和分离,有利于:1)抑制砂轮堵塞,避免磨削烧伤;2)减小磨削力,抑制裂纹的产生与扩展,减少加工表面损伤;3)超声振动的引入使切削液产生 “空化”作用,更容易进入切削区,切削液的冷却和润滑作用得到了充分发挥,有益于降低磨削区温度,提高工具的使用寿命。
与传统铣、磨削工艺方法相比,超声振动铣磨加工在提高工具寿命、加工精度、表面质量以及加工效率方面具有明显的技术优势。然而由于加工过程中高频超声振动的引入,使得超声振动辅助铣磨加工的材料去除机理有别于普通磨削。
超声振动铣磨加工使用的刀具为电镀金刚石颗粒磨棒,磨粒形状通常为带有负前角的尖锐金刚石颗粒。加工过程中,磨料对工件材料的作用与印压过程中压头对工件的作用相近。研究中以压痕断裂力学为基础对材料的去除过程进行分析,即通过研究印压过程中陶瓷材料的裂纹产生及扩展机制,分析材料的微去除机理[7]。
如图1所示,根据弹塑性压痕理论,可计算出弹塑性应力场的弹性应力场强度Ke和塑性应力场强度Kr。求出Ke和Kr后,即可确定载荷与裂纹长度的关系。
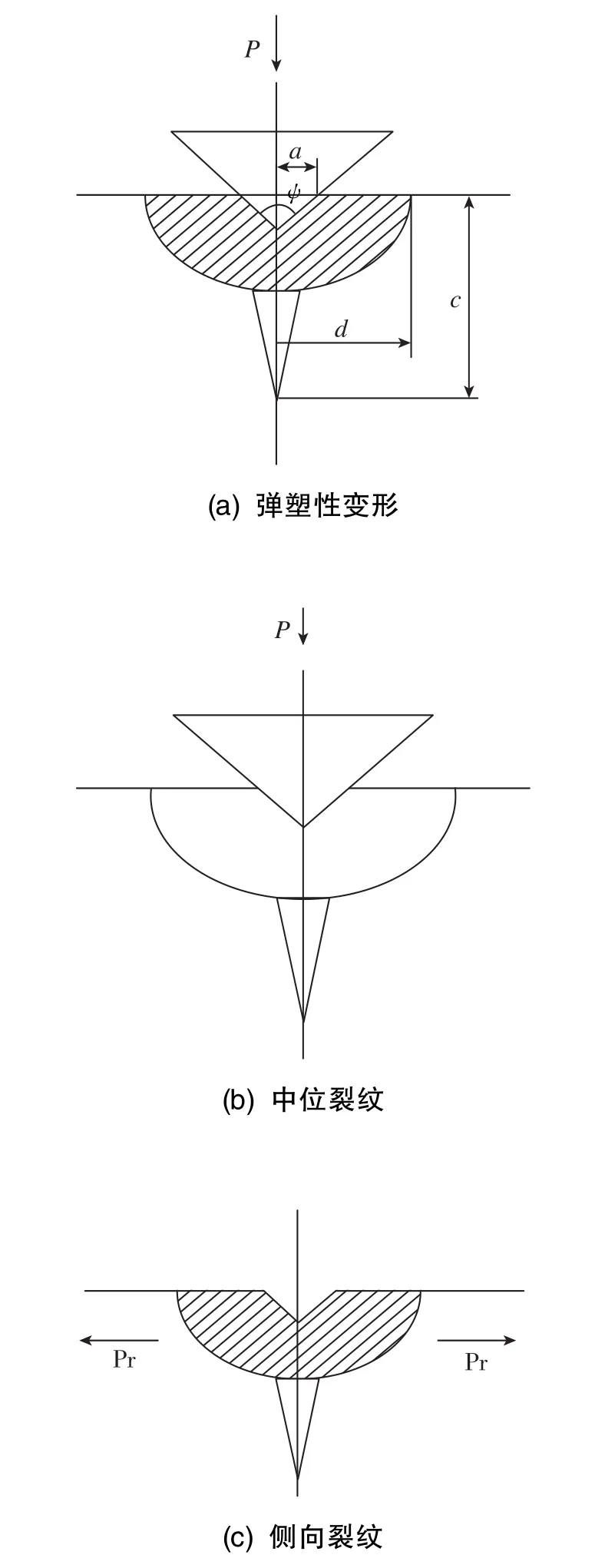
图1 弹塑性压痕应力场Fig.1 Elastoplastic indentation stress field
则弹性应力场强度可表示成如下形式

式(1)中,χe为弹性构件几何特征,与材料性能、压头形状、裂纹位置等有关;P为集中载荷;c为裂纹尺寸。
塑性应力场强度可表示成如下形式

式(2)中,χr为弹性构件几何特征,与材料性能、压头形状、裂纹位置等有关。

将式(1)和式(2)代入式(3)中, 得到载荷与裂纹长度之间的关系
由式(4)可知:P∝c3/2, 压痕裂纹尺寸与压痕载荷正相关。

临界情况下, 通过式(5)可得,P*∝(c*)3/2。
陶瓷压痕过程中,还会产生侧向裂纹系统。压头卸载阶段,由于接触区域陶瓷弹塑性变形不协调,会在弹塑性边界上产生残余应力。残余应力在距材料表面一定深度处表面法向方向上形成一个集中力,该集中力会在距离材料表面一定深度处产生侧向裂纹并驱动裂纹扩展。平衡条件下,压痕载荷与侧向裂纹尺寸之间的关系为
综上所述,陶瓷材料在压头(磨粒)作用下会发生弹塑性变形,在压力超过临界值时最终产生中位裂纹。在磨粒切过表面后的卸载过程中,中位裂纹不会继续扩展。而由于残余应力的影响,可能在距材料表层一定深度处形成侧向裂纹。中位裂纹和侧向裂纹的产生和扩展与正压力P*正相关。中位裂纹的存在对加工表面质量影响很大,在加工过程中要尽量避免。
3 超声振动铣磨试验分析
使用Willemin518S Ultrasonic五轴联动超声振动加工中心对陶瓷材料进行加工试验,并用Taylor Hobson表面轮廓仪等测量仪器对工件表面粗糙度等相关参数进行检测。
3.1 超声振动铣磨削与普通磨削的对比
图2为超声振动磨削和普通磨削的对比试验。其中,铣磨削深度ap为 80μm,进给速度vf为500mm/min,振幅A为100%。从图2可以看出,表面粗糙度随主轴转速的提高而下降。在相同的加工参数下,施加超声振动工件的表面粗糙度明显小于未施加超声振动的工件。当对刀具施加超声振动后,刀具与工件的周期性分离能提高切削液的冷却润滑效果,减少加工过程中的摩擦,降低砂轮磨损和加工过程中热量的产生,加速加工过程中热量的排放,避免加工过程中发生工件“烧伤”。在超声振动磨削中,单颗金刚石磨粒相对工件的运动轨迹为正弦曲线,单位时间内的有效切削长度增加,提高了材料的去除率。刀具周期性的撞击过程中,工件表面附近大量产生横向裂纹,横向裂纹扩展闭合导致材料去除,能够有效提高表面质量。

图2 超声振动铣磨削与普通磨削的对比Fig.2 Comparison between ultrasonic vibration milling grinding and conventional grinding
图3为陶瓷工件在主轴转速n=4000r/min、磨削深度ap=80μm、 进给速度vf=500mm/min时的下表面微观形貌。图3(a)表面相对图3(b)表面破损更为严重,这表明施加超声振动后工件材料以塑性变形方式去除的比例升高,以脆性断裂方式去除的比例降低,工件表面裂纹扩展所形成的单颗磨屑体积更小。因此,超声振动磨削工件表面粗糙度明显低于普通磨削。

图3 工件表面微观形貌Fig.3 Microstructure of workpiece surface
3.2 工艺参数对工件表面质量的影响
(1)主轴转速对加工表面质量影响
图4为在磨削深度ap=80μm、进给速度vf=450mm/min、振幅A=100%时,主轴转速对表面粗糙度的影响。可以看出,表面粗糙度随主轴转速的增加而降低。随机床主轴转速的增加,单颗磨粒的磨削速度也相应提高,单位时间内单颗磨粒参与磨削的次数增加,这样在多个磨粒的交互作用下,工件表面的残留高度减小,从而表现为表面粗糙度降低的趋势。当主轴转速为n=6000r/min时,主轴转速的进一步增加造成表面粗糙度的下降趋势减小。这是由于在磨削速度较低时,产生的磨削热不多,同时在磨削液的冷却作用下,磨削热对加工过程的影响几乎可以忽略不计。但是,当磨削速度提高到一定程度时,磨削过程中产生的磨削热会对工件表面产生一定的影响,造成表面粗糙度的下降趋势减小。
在主轴转速提高的情况下,单颗磨粒的最大切削深度减小,所受的磨削力减小。加工过程中,裂纹的产生和扩展与磨削力的大小有密切的关系,对比图 5(a)和图 5(b)可发现, 主轴转速n=8000r/min时的工件表面粗糙度明显减小。
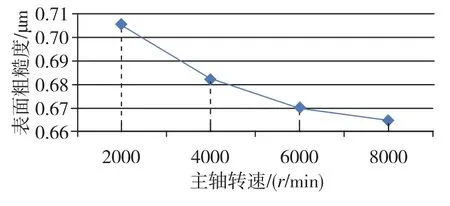
图4 主轴转速对表面粗糙度的影响Fig.4 Effect of spindle speed on surface roughness
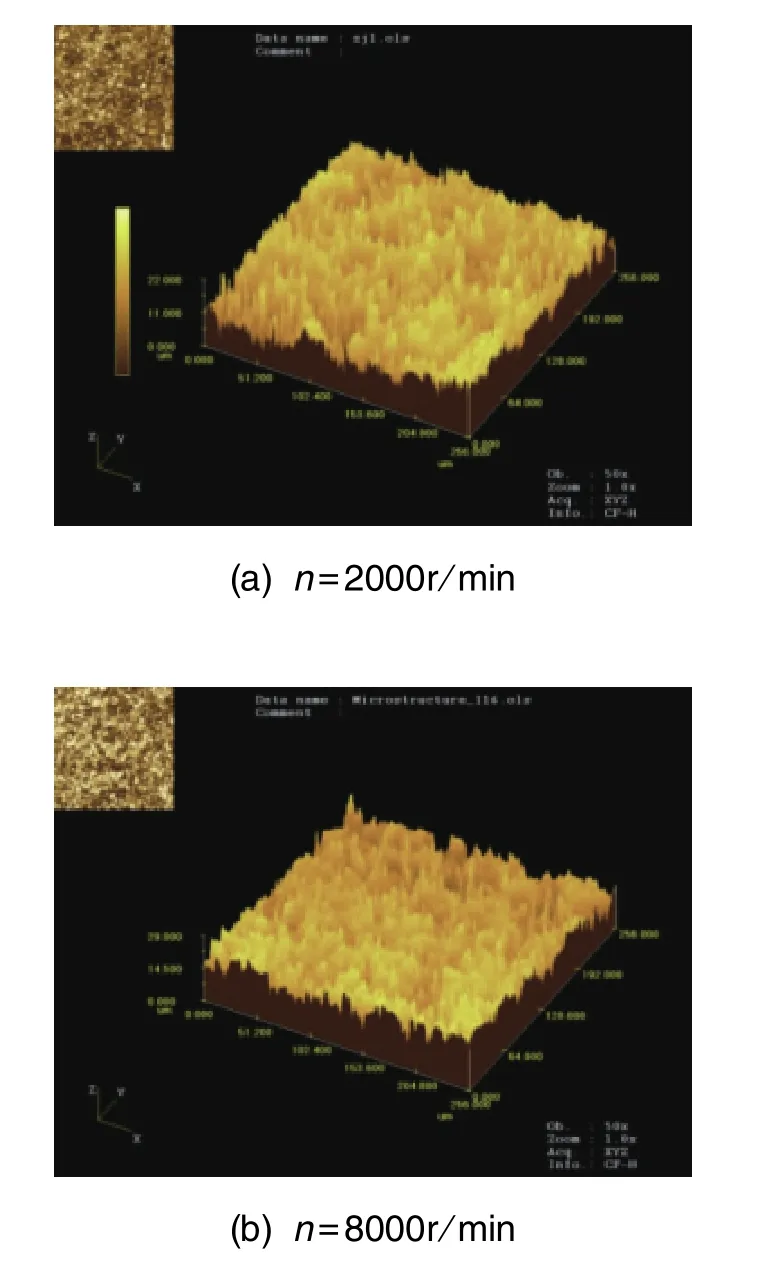
图5 不同主轴转速下的三维形貌Fig.5 Three-dimensional topography at different spindle speeds
(2)磨削深度对加工表面质量的影响
图6为在主轴转速n=8000r/min、进给速度vf=500mm/min、振幅A=100%时,磨削深度与表面粗糙度的关系。可以看出,磨削深度增加,表面粗糙度值也在不断升高。随着磨削深度增大,单颗磨粒与工件的切削深度也增大,在其他工艺参数不变的情况下,工件表面残留高度增加,表面粗糙度增大。同时,增大磨削厚度又使单磨粒磨削弧长增大,单颗磨粒未变形磨削厚度变大,增大磨削过程中的磨削力,工件材料容易以脆性断裂的方式从表面去除。 从图7(a)和图 7(b)的对比可以看出,磨屑以更大的体积离开工件表面,造成表面留下较深的凹坑,增大了表面粗糙度。
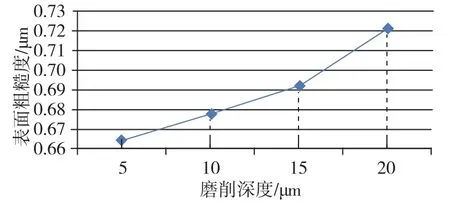
图6 磨削深度对表面粗糙度的影响Fig.6 Effect of grinding depth on surface roughness
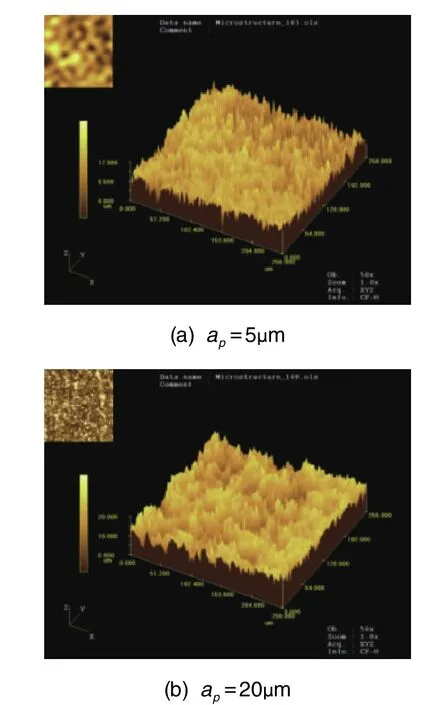
图7 不同铣磨削深度下的三维形貌Fig.7 Three-dimensional topography at different milling and grinding depths
(3)进给速度对加工表面质量影响
图8为在主轴转速n=8000r/min、磨削深度ap=5μm、振幅A=100%时,进给速度与表面粗糙度的关系。可以看出,随着进给速度的增加,表面粗糙度值不断增加,呈现出较为一致的的趋势。这是由于在一定的主轴转速下进给速度越快,对于单颗磨粒而言,与工件接触的次数减少,参与磨削时间变短。增大单磨粒最大磨削厚度,使工件材料以脆性断裂方式去除比例增加,表面粗糙度值升高。同时,增大进给速度,使磨粒之间的相对间距增大,会使工件已加工表面上的残留理论高度增加,进而增大表面粗糙度。

图8 进给速度对表面粗糙度的影响Fig.8 Effect of feed speed on surface roughness
尽管工件表面粗糙度值随进给速度的变化趋势是一致的,但变化程度却相差很大。在进给速度由50mm/min增大到200mm/min的过程中,工件表面粗糙度值呈稳步增大状态,且增加幅度不大,如图9(a)所示。当进给速度为50mm/min时,表面质量较好;但当在进给速度由200mm/min增大到500mm/min的阶段,工件表面粗糙度值增加幅度明显增大。如图9(b)所示,表面质量较差。
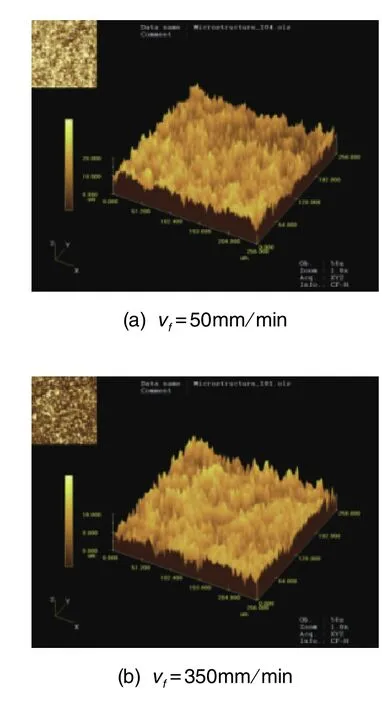
图9 不同进给速度下的三维形貌Fig.9 Three-dimensional topography at different feed speeds
(4)超声振动振幅对加工表面质量影响
图10为在主轴转速n=8000r/min、磨削深度ap=5μm、 进给速度vf=50mm/min时, 超声振动振幅与表面粗糙度的关系。可以看出,表面粗糙度随振幅的增加而降低。当超声振动振幅较小时,刀具与工件分离现象不明显,刀具对工件的撞击作用较小,材料去除类似与普通磨削去除,表面粗糙度较大。随着振幅的增大,刀具与工件分离现象和撞击作用逐渐明显,对表面粗糙度的降低作用明显。当振幅为70%时,进一步增大振幅对降低加工表面粗糙度的作用逐渐不明显,因此后期提高振幅影响不大。
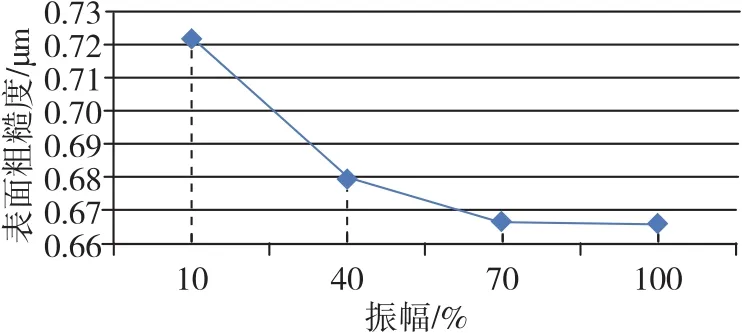
图10 振幅对表面粗糙度的影响Fig.10 Effect of amplitude on surface roughness

图11 不同振幅下的三维形貌Fig.11 Three-dimensional topography at different amplitudes
从图11的三维形貌对比可以看出,振幅比例为70%时,表面缺陷分布较小且均匀;而振幅比例为10%时,表面存在较大面积的不均匀缺陷,降低了表面粗糙度。可以看出,增大振幅可以一定程度提高加工表面质量。
4 超声振动铣磨加工材料去除的仿真研究
为研究超声振动对铣磨加工中材料去除过程的影响,针对陶瓷材料的磨削加工和超声振动铣磨加工过程进行仿真分析。仿真过程中,在加载方向上给压头施加正弦超声振动,分析在超声振动压头作用下的工件应力场变化情况。除压头做超声振动外,其他边界和约束条件与普通加工仿真一致。
图12~图16给出了超声振动压痕过程中工件的应力状态云图。加载与卸载过程中各阶段,通过压头当前压入深度h与最大位移处压头压入深度hmax的比值来表示,当h/hmax=100%,表示压头到达最大位移处,而h/hmax=0%表示压头完全卸载。

图12 超声压头加载h/hmax=80%应力云图Fig.12 Stress nephogram of ultrasonic head loading when h/hmax=80%
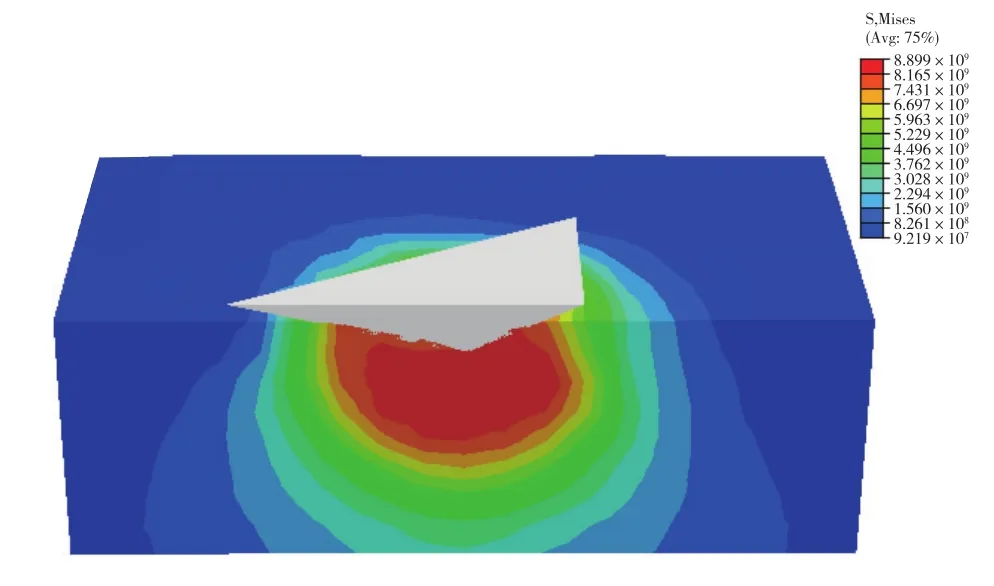
图13 超声压头加载h/hmax=100%应力云图Fig.13 Stress nephogram of ultrasonic head loading when h/hmax=100%
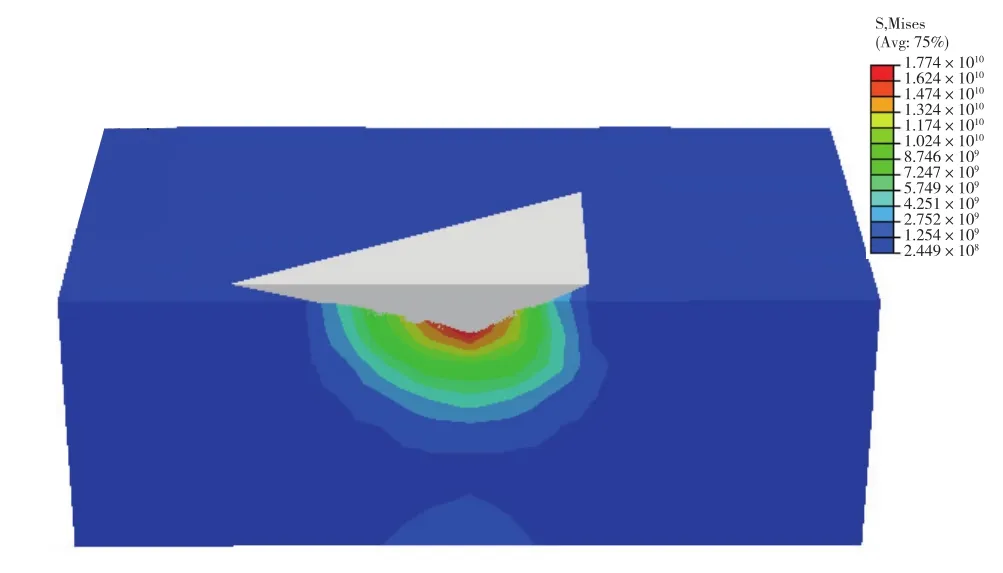
图14 超声压头加载h/hmax=100%静水应力云图Fig.14 Hydrostatic stress nephogram of ultrasonic head loading when h/hmax=100%
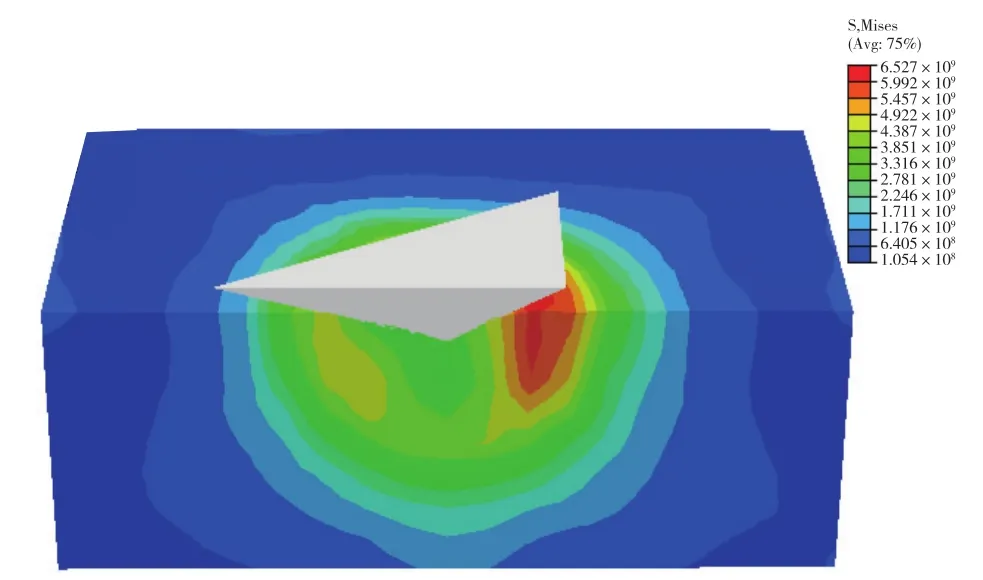
图15 超声压头卸载h/hmax=80%压力云图Fig.15 Pressure nephogram of ultrasonic head unloading when h/hmax=80%

图16 超声压头卸载h/hmax=0%应力云图Fig.16 Stress nephogram of ultrasonic head unloading when h/hmax=0%
由仿真结果可以看出(图12),加载初始阶段声压头加载时,工件内部应力影响区域小于普通加工,压头上升阶段易在表面产生应力集中,产生侧向裂纹。图13和图14为压头处于最大压入深度(h/hmax=100%)时的应力和静水应力分布,与普通加工对比可知,最大压深时压头下方最大拉应力区域较小,中位裂纹深度小于普通加工,静水应力最大值略有减少。卸载时,最大拉应力逐渐向压头侧面与工件交界处表面下方转移(图15),拉应力值小于普通加工。图16为压头完全卸载时(h/hmax=0%)的应力分布,可以看出,超声振动压痕残余应力区域小于普通加工。
结果表明,超声振动能减小陶瓷加工应力及其影响区域,有益于抑制裂纹的产生与扩展,提高加工表面质量。
5 结论
通过陶瓷材料的特性及加工机理进行理论分析,在常规的铣磨削加工基础上引入超声加工理论,运用理论分析、试验验证以及仿真分析等手段,经过大量的铣磨削加工和超声振动铣磨加工试验以及仿真分析验证,实现了对陶瓷材料的超声辅助铣磨削加工。结果表明,运用超声振动铣磨削方法加工的陶瓷产品表观质量、加工后的残余应力等方面均优于普通铣磨削加工方式。所加工陶瓷产品表面粗糙度可达Ra0.56μm,崩边、裂纹等影响产品质量的缺陷大幅降低,影响产品表观质量及结构性能的残余应力得到有效控制。
猜你喜欢
科技与创新(2023年9期)2023-05-16 08:15:18
西北工业大学学报(2022年6期)2023-01-11 07:28:54
宝钢技术(2022年4期)2022-12-23 13:13:52
中国机械工程(2022年2期)2022-01-27 07:53:28
硅酸盐通报(2021年3期)2021-04-18 11:01:42
陶瓷学报(2020年6期)2021-01-26 00:38:00
陶瓷学报(2020年6期)2021-01-26 00:37:54
陶瓷学报(2020年2期)2020-10-27 02:15:38
表面工程与再制造(2019年3期)2019-09-18 01:35:10
Frontiers of Nursing(2017年4期)2018-01-04 01:24:06
