
FCC催化剂焙烧尾气中HCl的吸收、提浓与综合利用
2019-12-10 07:53刘璐顾欣申涛
当代化工 2019年2期
刘璐 顾欣 申涛

摘 要:FCC(催化裂化)催化剂在制备过程中,为了调节反应的pH 值,反应过程中加入了一定量的盐酸,其中氯离子绝大部分在焙烧过程中以HCl气体的形式被除去或排放到空气中。提出了将这部分Cl-以盐酸的形式重新回收,直到产品中氯离子含量符合工艺要求。提高盐酸的浓度,将HCl变废为宝,降低废气的治理成本。针对如何有效除去并吸收尾气中的HCl气体通过优化原有系统,改善吸收效果,在原有的一级急冷+二级吸收的系统上,研发了一级急冷+三级吸收的尾气处理系统,通过新系统使催化裂化催化剂焙烧高温尾气除尘后出口粉尘含量≤60 mg/Nm3,最终尾气粉尘含量≤5 mg/Nm3,盐酸含量≤5 mg/Nm3,尾气吸收液中氯离子的回用率达到90%;回收盐酸浓度≥25%(wt)。
关 键 词:FCC催化剂;焙烧尾气;Cl-回用;三级吸收
中图分类号:TQ 016 文献标识码: A 文章编号: 1671-0460(2019)02-0434-03
Abstract: During the preparation of FCC catalyst, in order to adjust the pH of the reaction, a certain amount of hydrochloric acid is added in the reaction, most of the chloride ions in which are removed or discharged as HCl gas during the roasting process. In this article, it's innovatively proposed that part of the CL- should be recovered in the form of hydrochloric acid until the chlorine ion content in the product meets the process requirements. Increasing the concentration of hydrochloric acid can turn waste HCl into useful material to reduce the cost of waste gas treatment. In view of how to effectively remove and absorb the HCl gas in the exhaust gas, the absorption effect was improved by optimizing the original system. Based on the primary quenching + secondary absorption system, a primary quenching + tertiary absorption tail gas treatment technology was developed. The technology can make catalytic cracking catalyst roasting high-temperature tail gas dust content be less than 60 mg/Nm3, final exhaust dust content is ≤5 mg/Nm3, hydrochloric acid content is ≤5 mg/Nm3, tail gas absorption liquid chlorine ion reuse rate reaches 90%, recovered hydrochloric acid concentration is ≥ 25%(wt).
Key words: FCC catalyst; roasting exhaust; Cl- reuse; three-stage absorption
石油化工行業在生产石油的过程中经常伴随产生很多废气,这些废气会对人们的身体健康和环境造成很严重的影响[1]。所以,在石油化工企业全面的提升石油质量和材料的同时,采用合理的方法对石油废气进行后处理就显得尤为重要。催化裂化(FCC)是目前重要的炼油加工技术之一,FCC工艺自出现以来,一直是石油加工技术中重要的加工工艺,在许多工艺中催化裂化催化剂的加工能力已位居前列,因此催化裂化在炼油加工十分重要。随着催化裂化工艺的不断发展和催化新材料的不断被发现,FCC催化剂也始终处于不断的发展与改进中,由于催化裂化催化剂喷雾干燥尾气具有风量大、含HCl气体、具有较强的腐蚀性的恃点,如直接排入大气后会给环境带来严重污染。在常压下,HCl和水形成稀盐酸的共沸物,其中共沸点的温度为108.6 ℃(质量分数20%的共沸液),其中共沸点为高共沸点。也就是说,浓度低于20%的时候,无论通过汽提或者精馏的方法在塔釜得到的最终产物均为20%高共沸点的稀盐酸,同时汽提或者精馏塔顶产生的盐酸浓度均小于20%。对于吸收后的稀盐酸来说,由于吸收后的液体中有粉尘或SiCl4的分解物等杂质,这样就造成了盐酸回收溶液杂质多,回收存在诸多困难。对于回收后的稀盐酸需要采用特殊的方法进行精馏浓缩,即需要打破其共沸点限制,加入氯化钙来增加氯化钙的相对挥发度,得到高浓度的精馏气体,同时通过冷凝吸收实现盐酸的浓缩。氯化氢对人体的危害很严重,主要通过呼吸道危害人体健康。氯化氢气体对生物、厂房和设备等危害极大。消除氯化氢对环境的污染,综合利用,变废为宝是一个十分重要的课题。焙烧产生的尾气经过原装置的电除尘,先除去大量粉尘。尾气气体进入原装置洗涤塔,气体在洗涤塔通过循环喷淋液的温度。喷淋过程会吸收部分HCl气体以及少量未除尽的粉尘,喷淋水(或酸)经过一段时间循环喷淋后酸度将达到饱和。饱和后的循环液将继续使用,直到循环液中粉尘达到一定量,且影响使用时,更换新鲜水。更换下来的循环液(浓盐酸)通过滤系统除去粉尘,再注入成品酸槽。吸收制酸工序,采用三级气液逆流吸收工艺制取25%~30%的盐酸,从洗涤塔出来的气体从一级汽提综合吸收塔经二级再到三级汽提综合吸收塔后直接排空,吸收液在每级汽提综合吸收塔循环吸收,当浓度达到一定数值时,由后一级吸收循环槽补充到前一级中,最终成品酸从第一循环槽输送至成品酸槽[2]。
1 工艺流程简介
本文在催化剂某公司原有系统的基础上进行了新的改进。主要设备见表1。
S1高温金属膜除尘器; S2急冷塔; T1冷却吸收塔; C离心通风机; E1循环酸冷却器;T2一级气提吸收塔; E2一级石墨冷却器; T3二级气提吸收塔; E3二级石墨冷却器
其流程简述如下:
来自焙烧炉高温高粉尘含酸尾气进入高温金属膜除尘器(S1),除尘后的高温含酸尾气进入急冷塔,过滤下来的FCC粉尘进入移动式粉尘收集槽。为保证金属膜过滤器(S1)进风的温度在设定值范围内工作,避免进风温度低在过滤器内结露使粉尘粘结在金属膜过滤器孔隙中。设置进风旁路一条,在系统操作时,根据进风温度和现场实际操作情况进行手动切换。
经过除尘的高温含酸尾气依次经过急冷塔(S2)和冷却吸收塔(T1),高温尾气被迅速冷却至45 ℃以下。尾气中的HCl被大量吸收,冷却后的尾气通过洗涤塔顶部的除雾器除雾后排出,再依次通过一级汽提吸收塔(T2)和二级汽提吸收塔(T3),与洗涤液逆流直接接触传热传质后,经过三级逆流吸收后的尾气,90%的HCl都被洗涤液吸收。最终,仅含有少量HCl的尾气进入碱液吸收塔(利旧),经碱液洗涤后的干净尾气排放至安全处。洁净的工艺水从二级汽提吸收塔(T3)顶部的喷头处进入尾气吸收系统,与尾气逆流吸收后的洗涤液存储于塔底,经洗涤液输送泵增压后进入二级石墨冷却器(E2)与循环冷却水换热冷却,冷却后的洗涤水一部分返回二级汽提吸收塔(T3)顶部循环使用,另一部分输送至一级汽提吸收塔(T2)顶部参与尾气吸收。同理,一级吸收塔(T2)底部的洗涤液经过一级石墨冷却器(E2)冷却后,一部分返回一级汽提吸收塔(T2)顶部循环使用,另一部分输送至冷却吸收塔(T1)顶部参与尾气吸收。最终,浓度大于25%(wt)的成品酸从冷却吸收塔(T1)底部排出,经成品酸输送泵增压后输送至成品酸槽。
2 工艺与设备参数确定
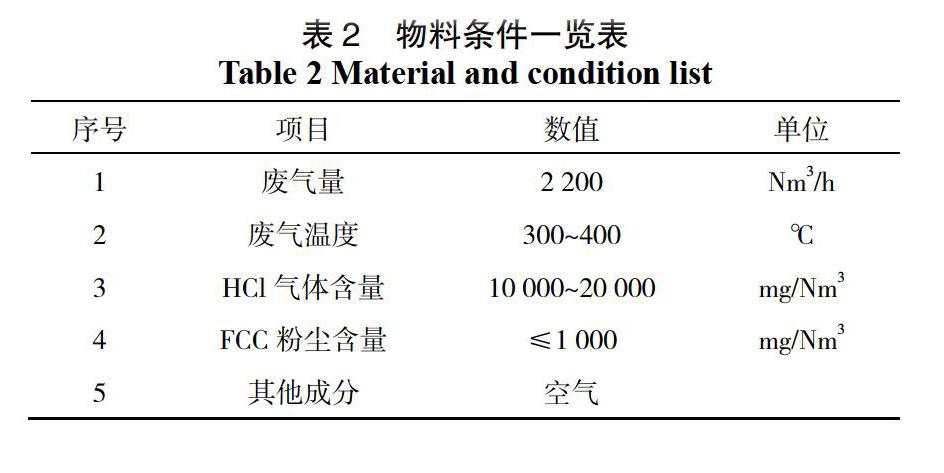
催化剂某公司喷雾干燥尾气的主要特点[3]:排放量大,排放温度高(350 ℃左右),HCl排放量大,盐酸浓度偏低,尾气中水汽含量较高,达不到饱和(表2)。
本文采用一级急冷+三级吸收的尾气处理技术,除尘温度高达300~400 ℃的含酸尾气依次经过急冷塔和冷却吸收塔,高温尾气被迅速冷却至45 ℃以下。
尾气中的HCl被大量吸收,冷却后的尾气通过洗涤塔顶部的除雾器除雾后排出,再依次通过一级汽提吸收塔和二级汽提吸收塔,与洗涤液逆流直接接触传热传质后,经过三级逆流吸收后的尾气,90%的HCl都被洗涤液吸收。最终,仅含有少量HCl的尾气进入碱液吸收塔(利旧),经碱液洗涤后的干净尾气排放至安全处。
2.1 一级/二级汽提吸收塔
一级/二级汽提吸收塔采用高强度石墨材质。汽提是用来回收被吸收的溶质、并使吸收剂与溶质分离获得再生的单元操作。
石墨吸收塔的优点:石墨的导热系数高,在吸收过程中,不断地将溶解热移走,其传热传质效果好;吸收效率高,对HCl的吸收效率可达99.9%以上;原料HCl的温度高达350 ℃以上也不会影响石墨吸收塔的运作,通过即可被吸收,石墨吸收塔产生的盐酸温度低,可简化生产流程,石墨耐腐蚀性好,维修方便,使用寿命长。
2.2 循环酸石墨冷却器
石墨换热器是传热组件用石墨制成的换热器。制造换热器的石墨应具有不透性,常用浸渍类不透性石墨和压型不透性石墨。石墨换热器按其结构可分为块孔式﹑管壳式和板式3种类型。石墨换热器耐腐蚀性能好,传热面不易结垢,传热性能良好。本文中选用YKB圆孔块式石墨换热器。
3 结 论
针对FCC催化剂焙烧尾气中HCl的吸收、提浓与综合利用本文提出在催化剂某公司原有装置的基础上,开发了一级急冷+三级吸收的尾气处理技术[6],通過该技术使催化裂化催化剂焙烧高温尾气除尘后出口粉尘含量≤60 mg/Nm3,最终尾气粉尘含量≤5 mg/Nm3,盐酸含量≤5 mg/Nm3,尾气吸收液中氯离子的回用率达到90%;回收盐酸浓度≥25%(wt)。
在本着节能减排的前提条件下,经过三级吸收,实现真正的尾气零排放,保护环境,与之前的系统相比,成功回收了25%的浓盐酸,价值数万元,做到了环保社会效益与经济效益双赢。高温HCl 尾气处理系统的成功投用,实现了催化剂生产装置环保达标的要求,有效地改善了周边环境,保证了职员的身体健康。
参考文献:
[1]陈得重.石油化工企业废气处理技术现状和发展动向[J].云南化工,2018,45(01):5-6.
[2]杨昆,罗金莲,曾承花.含酸高温尾气处理系统设计[J].石油化工安全环保技术,2015,31(04):21-24+29+5.
[3]陈玉华,苏周全.含HCl高温干燥尾气的治理[J]. 齐鲁石油化工, 2006 (02): 240-242.
[4]夏清,贾绍义. 化工原理(下册)[M]. 第2版. 天津大学出版社.
[5]中国石化集团上海工程有限公司编.化工工艺设计手册(上册)[M]. 第3版. 化学工业出版社.
[6]叶金应. 催化裂化催化剂尾气成套处理技术的开发和应用[D]. 北京化工大学, 2015.
猜你喜欢
中国应急管理科学(2022年2期)2022-05-23
电子乐园·下旬刊(2022年5期)2022-05-13
科学与财富(2021年8期)2021-07-02
装备维修技术(2020年3期)2020-11-20
能源研究与信息(2016年4期)2017-03-31
科学与财富(2016年32期)2017-03-04
佛山陶瓷(2016年12期)2017-01-09
科技创新导报(2016年4期)2016-11-19
高中生·职教与就业(2013年3期)2013-05-30
城市建设理论研究(2011年23期)2011-12-20
