
焊接式扇形板变形量的控制
2019-12-06 06:22程华
科技风 2019年32期
关键词:精加工
程华

摘 要:本文主要介绍了焊接式扇形板从毛坯制作到加工至成品过程中产生变形量的控制,在毛坯至成品的过程中采用了相关的措施和方法,最终保证了扇形板的设计要求。
关键词:焊前加工;焊接顺序及方向;焊接工艺块;加工扇形板内腔;预组装;精加工
此种焊接式扇形板是使用在国内某钢厂检查站开卷机设备上的,铝板的带宽度在1000-2200mm之间,铝板的厚度在02-8.0mm(最大厚度為10mm),铝板的穿带速度为300m/min,铝板的屈服点为350N/mm,扇形板的总长为3290mm,扇形宽度为395.64mm厚度为45mm根据设计要求扇形板的厚度公差只允许s≤2mm、真圆的跳动在≤0.1mm范围,本公司在制作的常规冷轧线上的扇形板总长一般在1800mm左右,而毛坯形式一般为锻件,对扇形板跳动、厚度的要求没有这么高,面对这样的要求在从毛坯制作开始到加工结束,采用了相关的措施和方法最后满足了产品的要求。
1 焊接式扇形板基本结构和工作过程
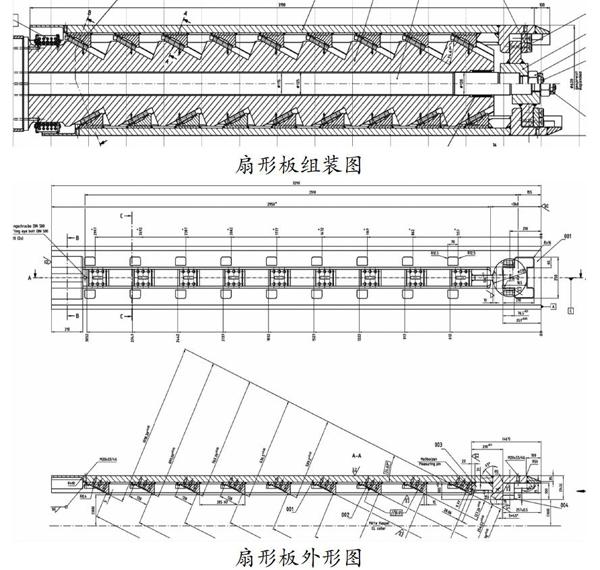
扇形板材料为Q345D,内腔有9挡斜面滑块,斜面滑块上安装铜滑块;头部有一块Φ230*145的凸台(为主要受力部位),此凸台主要用来固定十字头;十字头连接在拉杆的头部,拉杆尾部连接旋转油缸;通过旋转油缸的往复运动带动铜滑块与芯轴斜面之间的滑动,实现扇形板最大圆、真圆、最小圆尺寸的变化。主要结构见附图:
2 毛坯制作中变形量的控制
2.1 毛坯成型过程
由于扇形板单件夹角为90°采用此特性,将t=60的钢板加热后圈成半圆,然后将半圆通过火焰切割一剖为二,扇形板设计厚度为45mm,采用60mm的钢板,外圆弧留10mm余量、内圆弧留5mm余量。由于是采用钢板加热后圈圆,圈圆后将会产生应力,火焰切割后将扇形板毛坯进行回火处理,消除圈圆过程中产生的应力。
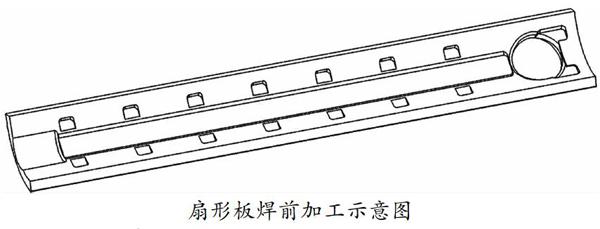
2.2 焊前加工
回火后的扇形板毛坯,先进行根据焊前加工图对毛坯进行划线,保证外圆10mm、内圆5mm的余量,将内圆弧、Φ230、焊接滑块的平面,按照焊前加工图加工至要求,加工完为了消除加工过程中产生的加工应力,再次对扇形板进行热定型进一步消除加工后产生的应力。(附图为焊前加工示意图)
2.3 焊接成形
扇形板中的滑块四周角焊缝的高度为10mm,外圆还有10mm余量,为了防止在焊接滑块过程中产生焊接应力与变形,而产生焊接应力与变形主要是焊件在焊接过程中经受了不均匀的加热及冷却,在焊接热过程中的作用焊接构件中产生了应力状态及形状、尺寸的变化。采用合理的焊接顺序及方向,在焊接过程中先将扇形板平放在平台上,先焊收缩量较大和工作时受力大的焊缝,使其尽量能够自由收缩和内应力合理分布,在焊接时焊缝收缩自由。焊接完扇形板做退火处理。
3 加工过程的变形量控制
3.1 毛坯划线和焊接工艺块
扇形板加工前,先在外圆上焊接三挡工艺块,这样便于扇形板的定位与压紧。
3.2 扇形板机械加工过程
先加工工艺块,然后以工艺块定位,粗加工扇形板内腔及相关尺寸,粗加工完对扇形板做一次热定形,重新划线加工工艺块再以工艺块定位,精加工内腔及相关尺寸,由于扇形板外圆余量为10mm,余量比较大,如果就这样进行预组装后车外圆,将会产生很大的切削应力从而引起扇形板的变形,先将工艺块去除,然后将铜滑板安装在扇形板的滑块上,接着将四个扇形板与芯轴进行预装(不对铜滑块面与芯轴斜面的进行研配)上车床进行粗车粗车完单边留3mm余量,在粗车的过程中要严格控制好切削三要素(吃刀量、转速、走刀量)粗车完,进行解体重新组装,这次组装要对铜滑块面与芯轴斜面采用红丹粉进行研配,研配完进行组装,在进行粗车、精车、精磨等工序。
4 结语
经过从毛坯成型开始就通过热处理来处理折弯产生的应力,在焊接过程中采用合理的焊接顺序及方向,在加工中合理选择切削三要素,并在精加工前增加一道热定形工序来进一步的消除加工应力,在加工外圆时,考虑到外圆余量过大,通过两次预组装来减少在车削过程中带来的加工应力,经过这些过程中控制最后使扇形板满足了设计要求。
参考文献:
[1]成大先.机械设计手册.化学工业出版社,2002(第四版).
[2]王先逵.机械制造工艺学.机械工业出版社,2013(第三版).
[3]徐烈烜.工程力学.同济大学出版社,2008(第二版).
[4]王伯平.互换性与测量技术.机械工业出版社,2005(第二版).
猜你喜欢
农机使用与维修(2018年2期)2018-02-26
中国经贸导刊(2017年29期)2017-12-02
科学与财富(2017年27期)2017-10-17
科技资讯(2016年28期)2017-02-28
中学课程辅导·教师通讯(2016年20期)2017-02-15
中学课程辅导·教师通讯(2016年20期)2017-02-15
企业文化·中旬刊(2016年1期)2016-03-10
教育界·上旬(2014年5期)2014-07-19
科技创新导报(2014年5期)2014-07-03
