药用活性炭再生处理及对秸秆沼气发酵的影响
2019-12-06 03:33HUYihuai
中国沼气 2019年3期
周 谧,HU Yihuai,胡 佩
(1.乐山职业技术学院,四川 乐山 614000;2.Virginia Tech,Blacksburg,United States VA 24061;3.四川师范大学,成都 610066)
目前活性炭主要运用在工业生产中,特别是制药行业使用量较大,用于制药过程中溶液的脱色以及吸附溶液中的杂质与小分子重金属,是去除热原最常用的手段[1]。然而吸附了杂质后的活性炭怎样再生处理、去向如何,成为制药企业较为棘手的难题[2]。
沼气作为一种新能源,具有适用范围广、投资少、见效快等优点,对促进农村社会经济和生态环境协调发展,建设社会主义新农村具有十分重要的意义[3]。农村沼气已成为我国新农村建设的重要组成部分和农村能源发展的主要内容[4]。大力开发生物质能源,利用农业废弃物进行厌氧发酵生产沼气,是解决我国农村能源紧张和环境污染问题的关键[5]。
相关研究表明活性炭等多孔材料作为发酵菌载体加入发酵体系,作为吸附剂聚集微生物,使微生物依附在活性炭的孔洞之中,增加微生物密度,稳定微生物的发酵环境,有效缓解厌氧发酵系统的酸化,促进发酵纤维素的降解,对沼气发酵效率的提高有明显效果[6]。但因新活性炭价格贵(超过2000元·吨-1),难于在实际生产中广泛使用[7]。本文利用制药生产过程废弃的活性炭,通过再生处理后运用于沼气发酵,既解决了废弃活性炭污染环境问题,化害为利,又提高了沼气发酵的产气量,实现了工业废弃物与农业废弃物综合利用的完美结合。
1 材料与方法
1.1 试验材料
1.1.1 活性炭
分别采用3种相同目数的活性炭作为实验材料:使用过的活性炭(取自四川省某药业股份有限公司);新活性炭(某生产厂家);再生活性炭(自制)。
1.1.2 秸秆
风干玉米秸秆、风干水稻秸秆取自乐山市丰野农场。将2种秸秆分别切成3 cm左右段装备用;秸秆的基本理化性质见表1。

表1 秸秆基本理化指标 (%)
1.1.3 菌种
菌种采自四川省阳坪种牛场,pH值在6.5~7.0,总固体(TS)为11.5%。
1.2 试验方法
1.2.1 活性炭的再生
目前药用活性炭再生常用的方法有高温焚烧法,填埋法,以及高温气流再生法,这些再生方法均存在一定弊端,造成物料浪费,且再生成本高,有污染环境等问题存在[8]。本文采用一种全新的再生方法,以柠檬酸钾为再生剂,通过超声加热反应,破坏原本吸附的杂质,使得大孔孔洞释放原吸附物,活性炭比表面积增大,微孔孔容增加,从而达到再生目的。选取已在生产中使用后的药用活性炭200 g,用水洗涤至滤液为中性(滤液进入沼气发酵体系处理);再称取柠檬酸钾固体30 g,溶解于300 mL水中;将活性炭加入300 mL的柠檬酸钾溶液中,加热至80℃,在此温度下搅拌反应60 min,再将反应体系转移至超声加热器中,在60℃下继续反应60 min,冷却待用。再生后的活性炭,无需再进行过滤、干燥等操作,可以直接将含有过量柠檬酸钾、有机物、活性炭等的混合物。与洗涤滤液一起加入沼气发酵体系中,不会对环境造成二次污染。
1.2.2 沼气实验方法
分别将玉米、水稻2种秸秆分成若干500 g的小份,置于1 L三角瓶中;使秸秆的含水量为75%;将秸秆用塑料膜密封,在室温下静置5天后,再接入150 g菌种,分别加入3种活性炭各60 g,在37℃条件下进行沼气发酵,每8 h摇动发酵瓶,每2天取样测试,发酵周期为30天。
1.3 测量方法
(1)总固体:采用烘干法测定。
(2)全氮和全碳:依照Walkley-Black和Kjeldahl(Nelson 1982;Bremner 1982)方法测定。
(3)pH值:采用精密pH试纸进行测量。
(4)产气量(Biogas yields):以排水法收集气体,每天定时用量筒测量水的体积。
(5)挥发性物质产气率(Biogas yields rate of VS):发酵原料的总产气量与挥发性物质质量的比值。
1.4 试验参数
(1)总固体浓度:只有适宜的总固体浓度才能保证有机质累积适宜,又不影响产气量,保证发酵的顺利进行。实验采用7.5%的总固体浓度。
(2)接种量:实验选用每瓶150 g菌种。
(3)发酵温度:在 37℃水域恒温环境下进行厌氧发酵。
(4)pH值:自然pH值。
(5)碳氮比:未进行调整。
2 结果与分析
2.1 活性炭再生效果
取再生后的活性炭10 g,进行亚甲蓝吸着力实验和硫酸奎宁吸着力实验(见表2)。亚甲基兰吸着力≥12 mL;硫酸奎宁吸着力≥125 mg·g-1,符合药用活性炭国家质量标准要求。再选取100 mL待处理的双氢链霉素溶液,用50 mL稀硫酸将其pH值调至中性;将再生后的活性炭加入双氢链霉素溶液中,常温下搅拌反应半小时;过滤,取滤液;用分光光度计测试滤液的透光率(波长为450 nm,以蒸馏水为对比试剂),测出透光率为95%(合格)。
2.2 对产气量的影响
水稻秸秆与玉米秸秆试验各自分成4组:秸秆(1#)、秸秆+未处理的活性炭(2#)、秸秆+未使用过的活性炭(3#)、秸秆+再生后的新活性炭(4#)。

表2 再生活性炭、未再生活性炭以及新活性炭的吸附力参数对比
分别在上述4组实验条件下,于37℃恒温发酵30天。每2天记录其总产气量。实验结果见图1和图2。
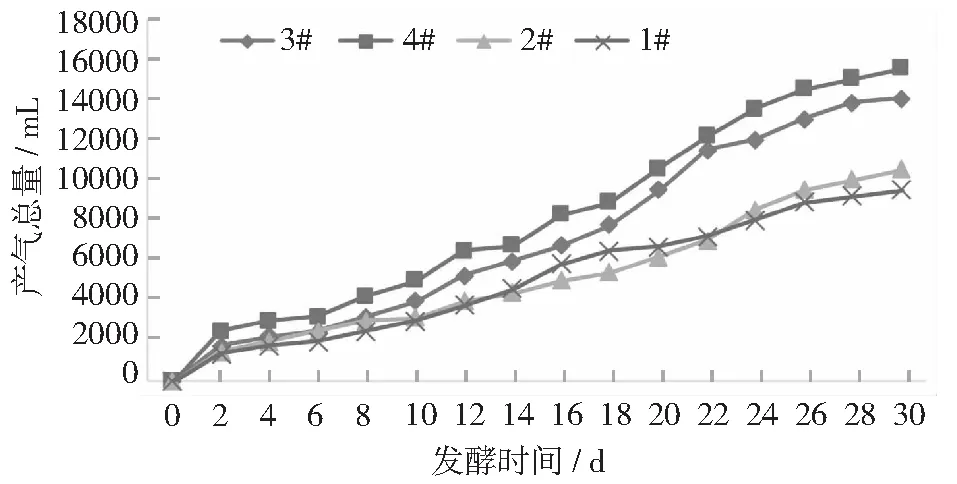
图1 水稻秸秆发酵产气总量和发酵时间的关系
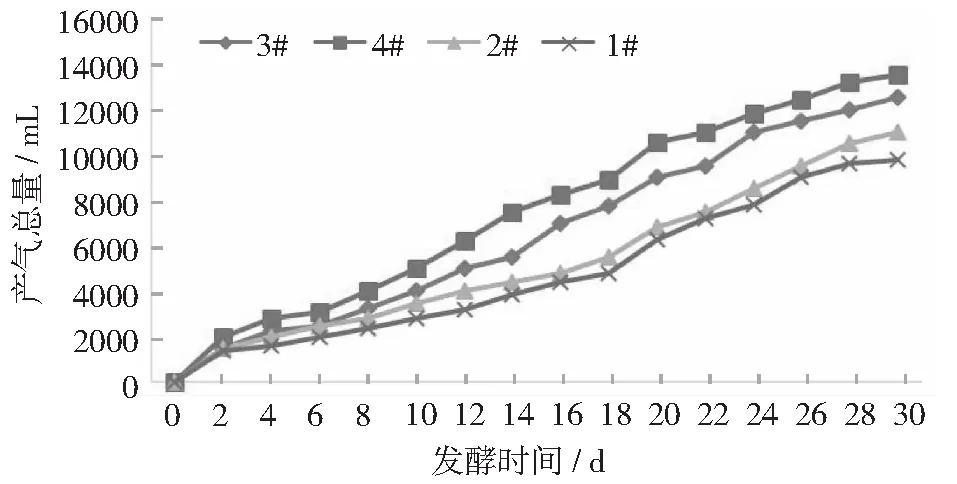
图2 玉米秸秆发酵产气总量和发酵时间的关系
从图1和图2中可以看出:1#未添加任何活性炭的发酵体系产气量最低,说明活性炭的加入,使微生物依附在活性炭的孔洞之中,增加微生物密度,有利于提高发酵产气量[9]。4#采用处理后的活性炭加入发酵体系中,最终得到的总产气量最高,优于3#新活性炭,说明除了活性炭孔穴的吸附作用外,再生活性炭混合物中的其他物质(如残留的柠檬酸钾、洗脱滤液中的杂质等)有利于发酵进行,能够有效提高产气总量。
2.3 pH值的动态变化
沼气发酵的过程,与发酵体系的pH值的变化息息相关,并且随着发酵过程的进行,体系的pH值也在不断地变化。在上述实验中,笔者每3天记录一次体系pH值。
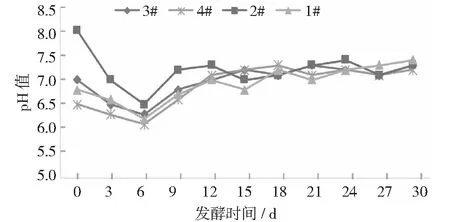
图3 水稻秸秆发酵体系pH值和发酵时间的关系

图4 玉米秸秆发酵体系pH值和发酵时间的关系
水稻与玉米秸秆发酵体系的pH值变化见图3和4。其中4#再生活性炭,由于体系中原本含有柠檬酸钾,偏碱性,因此4#发酵体系比其他体系的pH值在变化过程中更快到达中性偏碱性的平衡状态。
3 讨论
通过对水稻、玉米两种秸秆进行厌氧发酵实验,结果表明:在水稻秸秆与玉米秸秆的沼气发酵过程中,采用再生的药用活性炭混合体系,能够对提高发酵总产气量起到显著效果,使用再生活性炭混合物作为发酵添加剂的累积产气量,比使用新活性炭发酵产气量分别提高了20.5%和19.8%;比使用未再生活性炭发酵产气量分别提高47.6%和44.7%;比不使用活性炭发酵产气量分别提高65.4%和56.5%。这是因为再生活性炭中含有过量柠檬酸钾,在发酵过程中,柠檬酸钾作为pH值调节剂和缓冲剂,能使体系更快达到发酵的最佳pH值范围6.7~7.2[10],使得产气量增加;其次,再生活性炭含有已分解的有机药物,这些药物含有大量的C,N,P等元素,根据何荣玉[11]等研究发现发酵体系中加入C,N,P等元素能够有效提高发酵产气量。因此再生活性炭混合体系加入发酵中,能够有效提高发酵产气量。未再生处理的活性炭和不添加活性炭的发酵体系产气总量相差不大,这是因为活性炭使用后,不经过再生处理,则孔洞被吸附物堵塞,无法富集微生物,促进发酵的进行,与Liu F H[12]等研究一致。
4 结论
将药用活性炭通过笔者的新工艺再生后,直接以液固混合物的方式加入厌氧发酵体系中,作为发酵增效剂,既可以有效提高发酵产气量,缩短发酵时间,较好地解决制药生产中产生的废渣难题,也为工业废弃物的合理处置提供了一条新途径。
猜你喜欢
环境工程技术学报(2022年3期)2022-06-05
煤气与热力(2021年12期)2022-01-19
贵州农业科学(2021年7期)2021-09-13
商品与质量(2020年33期)2020-11-25
新传奇(2020年40期)2020-10-23
意林·全彩Color(2019年8期)2019-11-13
节能与环保(2019年7期)2019-08-28
小天使·五年级语数英综合(2019年6期)2019-06-27
领导文萃(2017年10期)2017-06-05
农业与技术(2017年3期)2017-03-22