
LFK弹簧床芯成套设备研制
2019-12-04 07:32叶超英金香岗金卫其潘永虹潘露丹
绍兴文理学院学报(自然科学版) 2019年3期
叶超英 陈 芳 金香岗 金卫其 潘永虹 孔 健 潘露丹
(浙江华剑智能装备有限公司,浙江 绍兴 312000)
0 引言
“LFK”弹簧也称开放式柔性弹簧或非打结弹簧,19世纪八九十年代由瑞士舒佩尔(SPhÜl)开发,用于制造床垫中的床芯,与目前广泛应用的双锥形床垫弹簧不同,该弹簧其形状接近于圆柱形,两端有座圈,在专门设计的座圈成型装置上弯曲成特定的近似方形,两端不打结,保持开放的形状,端部往里弯头,虽然其连接方式仍未串簧钢丝连接,但单体弹簧弹性自由度大为增加.端面不打结,单个弹簧的振动性好、弹性更好,对负荷的感应性能更好,且这种弹簧串制的床芯弹簧的排列相对较为紧密、较柔软、重量更轻.由于弹簧排列紧密,使床垫支撑人体的点增加,使人体与床垫的贴合度较好,更加适应人体曲线,消除人体压力,提高舒适度,同时弹簧在做成床芯时弹簧进行左右对称排布,使得床垫在打包或者人体在床垫上翻动时不易左右倾斜.用“LFK”弹簧床芯做成的高档高品位床垫,一般供应五星级酒店、宾馆.目前国内尚未有制造“LFK”弹簧床芯的成套设备,只有深圳一家外资企业引进一套国外设备制造LFK弹簧床芯,但进口该设备价格昂贵.为了提高我国床垫的档次品位,提高我国床垫产品在国内外市场的竞争力,本公司决定研制开发具有国际先进水平的“LFK”弹簧床芯成套设备,这对提高床垫机械行业的技术水平和床垫行业的技术进步,调整产业结构,具有很大的意义.
1 弹簧座圈成形装置
本公司自行研制了一种采用加工异形弹簧的成形装置.该装置由主工作面板、位于工作面板的成形凸模、以面板为中心成圆周分布的多个成形凹模、弹簧端圈的定位机构、弹簧尾端冲弯机构等组成(如图1).
成形凸模一般由成形上凸模和成形下凸模组成,成形上凸模和下凸模通过导向键槽和螺丝固定在主工作面板上,并且可随导向键槽方向进行调整,以适应不同弹簧座圈高度,从而生产出不同规格的弹簧形状.成形凹模包括左上凹模,右上凹模,左下凹模,右下凹模,分别通过滑动导轨安装在工作面板上,以工作面板为中心成圆周分布,左上凹模和右上凹模对应着成形上凸模,左下凹模和右下凹模对应着成形下模,成形凹模可相对于滑动导轨进行微调,以改变弹簧的形状.
当弹簧端圈被加工成所需的形状后,还需将弹簧的尾端进行冲弯,使弹簧的尾端上翘,当面料铺在由弹簧制成的床芯上时,弹簧的尾端不会戳破面料,影响产品质量.由此本公司自行研制一种弹簧尾端冲弯机构.该机构由冲弯杠杆、滚轮、复位弹簧和平面凸轮组成,当完成弹簧成形的动作后,平面凸轮旋转至工作点位,带动安装冲弯杠杆上的滚轮,从而对弹簧的尾端进行冲弯工艺,然后由复位弹簧对冲弯杠杆进行复位,由于平面凸轮与主动力源相连,不需要额外的动力,可以将旋转的动力变为轴向运动的动力,比较方便可靠.
该弹簧座圈成形装置工作时,由伺服电机带动多组齿轮传动,从而带动驱动凸轮,驱动凸轮通过安装在4个成形凹模上的滚轮,带动成形凹模顺序运动,达到改变弹簧端圈形状的目的,再配合弹簧尾端冲弯机构得到所需的弹簧形状(如图2).该装置改变了非打结弹簧座圈的现有加工方式(如图3),提高了加工效率,保证了前后座圈相对位置的精度.该装置已获国家专利.
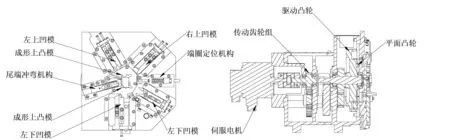
图1 弹簧座圈成形装置 图2 成形装置工作示意图
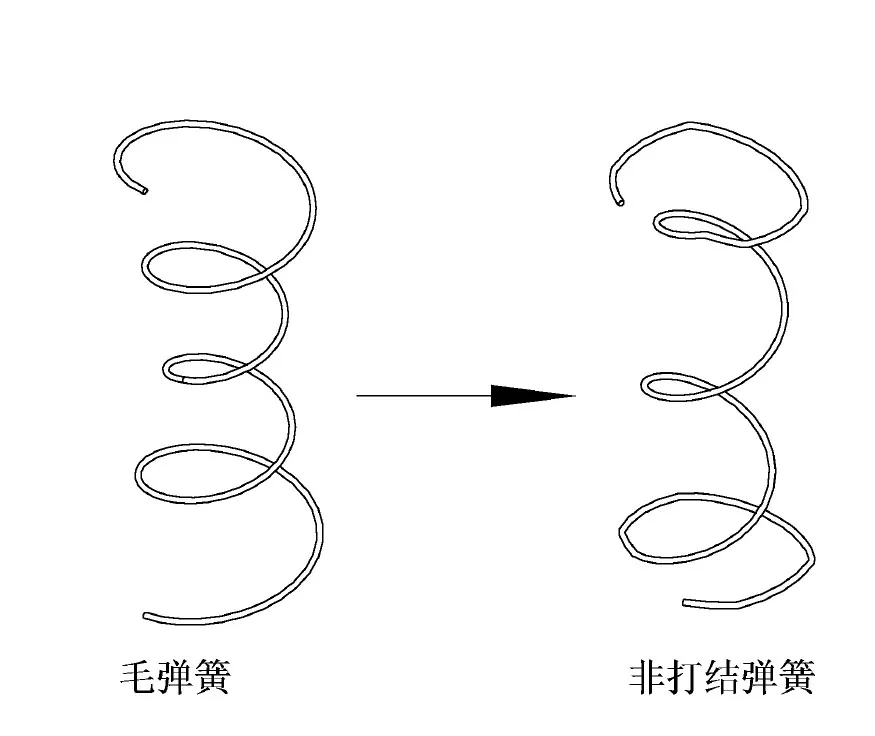
图3 弹簧座圈加工方式
2 弹簧翻转及转向机构
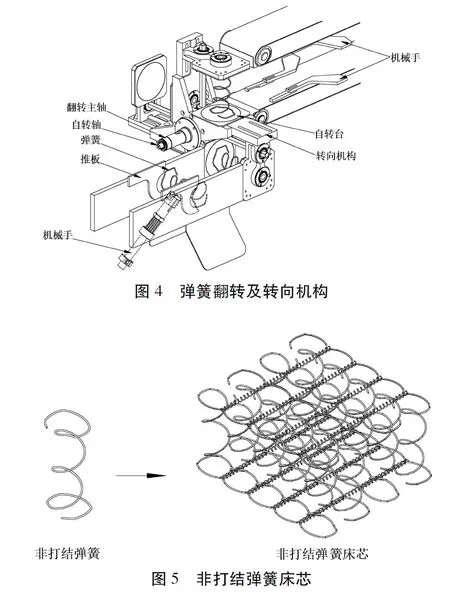
由于非打结弹簧的特殊性,其一端是开口的,无任何支撑,当该弹簧被生产成床芯后,床芯在受压的情况下往往会向弹簧开口的一端倾斜,这种现象产生不仅降低用户体验,还影响床芯卷包.为消除这种影响,公司设计了一种弹簧翻转及转向机构,将弹簧在做成床芯前将弹簧按顺序排列,例如相邻两个弹簧进行正反排列,使相邻两个弹簧的开口端相对或者背相对.最终目的是使做出来的弹簧床芯关于中心线对称.
弹簧翻转及转向机构由转向主轴、转向机构、自转轴和一些传动齿轮等组成(如图4).当弹簧被机械手推入转向台后,这是主轴开始旋转,开始将水平放置的弹簧转向竖直放置;同时自转轴转动带动传动齿轮组,从而带动安装在转向机构中的自转平台,使弹簧旋转,自转平台中安装有磁性元件,增加弹簧阻尼,可使得弹簧在高速旋转时不发生掉落.完成翻转及转向后,再由机械手将弹簧从转向机构中取出.此结构的优点在于将弹簧自转机构合成在弹簧翻转的机构当中,减少整个循环所需的公共事件,同时相同的转向机构有4组,同时安装在转向主轴上,这样的设计可以避免往复运动,降低主轴的旋转速度,提高生产效率和设备的可靠性.
3 非打结弹簧的输送与推进机构
当弹簧在完成翻转和转向后,还需将弹簧按一定的间距进行排列,由于其弹簧的特殊性,其间距要求比较高,为此设计将弹簧从翻转及转向机构中将弹簧取出的机械手或者推送机构,机械手或者推手的形状与弹簧端圈的形状类似,这种机构可以捧着弹簧的上下两个端圈或者推着弹簧的两个端圈,将弹簧从自转平台中稳稳地送入输送皮带上;输送皮带为双层皮带输送,即当弹簧进入输送皮带时,其上端圈抵着上层皮带,下端圈抵着下层皮带,并且弹簧还具有一定的压缩量,为了防止弹簧在快速移动或者弹簧推送的过程中弹簧发生倾倒,当机械手或者推手将弹簧送入双层输送皮带后,输送带便向前输送一个固定的位置,等待下个弹簧的送入,以此往复.
当弹簧数量满足当前所需弹簧个数时,当前排弹簧会快速移动至推手位置,此时伺服电机带动安装在横杆上的推手动作,将弹簧送入串簧机的推板上.推手分为上下两层,分别对应弹簧的上下两个端圈,推手上安装有推板,推板的形状和弹簧的端圈类似,推板上安装有磁性阻尼元件,当推手动作后,推板接触弹簧,弹簧的端圈落入推板的形状内,通过磁性元件将弹簧吸附在推板内,使得弹簧在推送过程中不发生偏转,直至弹簧被推至串簧机的夹具推料板上.
正常工作时,机械手或者抓手将弹簧从转向机构中将弹簧取出,将其拉入双层皮带中,此时皮带按排列要求向前输送一个固定的距离,以此往复,当弹簧数量满足设定要求后,双层输送皮带将一排弹簧整体输送至推手工位,此时推手动作将弹簧推入串簧机推料板内,推手复位.该装置已获国家专利(如图6).
4 非打结床垫弹簧串簧夹具
非打结弹簧为一种新型的弹簧,现有的夹具不适用于该弹簧,所以我们创新研制了一种适合非打结床垫弹簧串簧夹具,使其与非打结弹簧自动串簧组装机配套使用(如图7).该串簧夹具由夹具座、夹具壳体、活动压板、固定压板、杠杆、接头、压板推杆、前后导向板、升降杆、顶料块等组成.
工作时,弹簧位于推板上,此时安装在夹具壳体上的可动压板和固定压板处于打开状态,推板动作将弹簧推入固定压板上,其弹簧端圈位于可动压板和固定压板中间,此时夹具杠杆动作带动可动压板闭合将弹簧端圈固定起来,同时串簧钢丝以螺旋的方式通过可动压板和固定压板,将弹簧的端圈串起来,当串簧工艺结束后;可动压板打开,顶杆动作,将串好的弹簧顶出压板,顶杆由于其圆形的结构,所以在顶杆中安装有防转向杆,保证顶杆不发生偏转;同时推板动作将弹簧推至可动压板上,完成一个工作循环,以此往复直至串完规定排数.
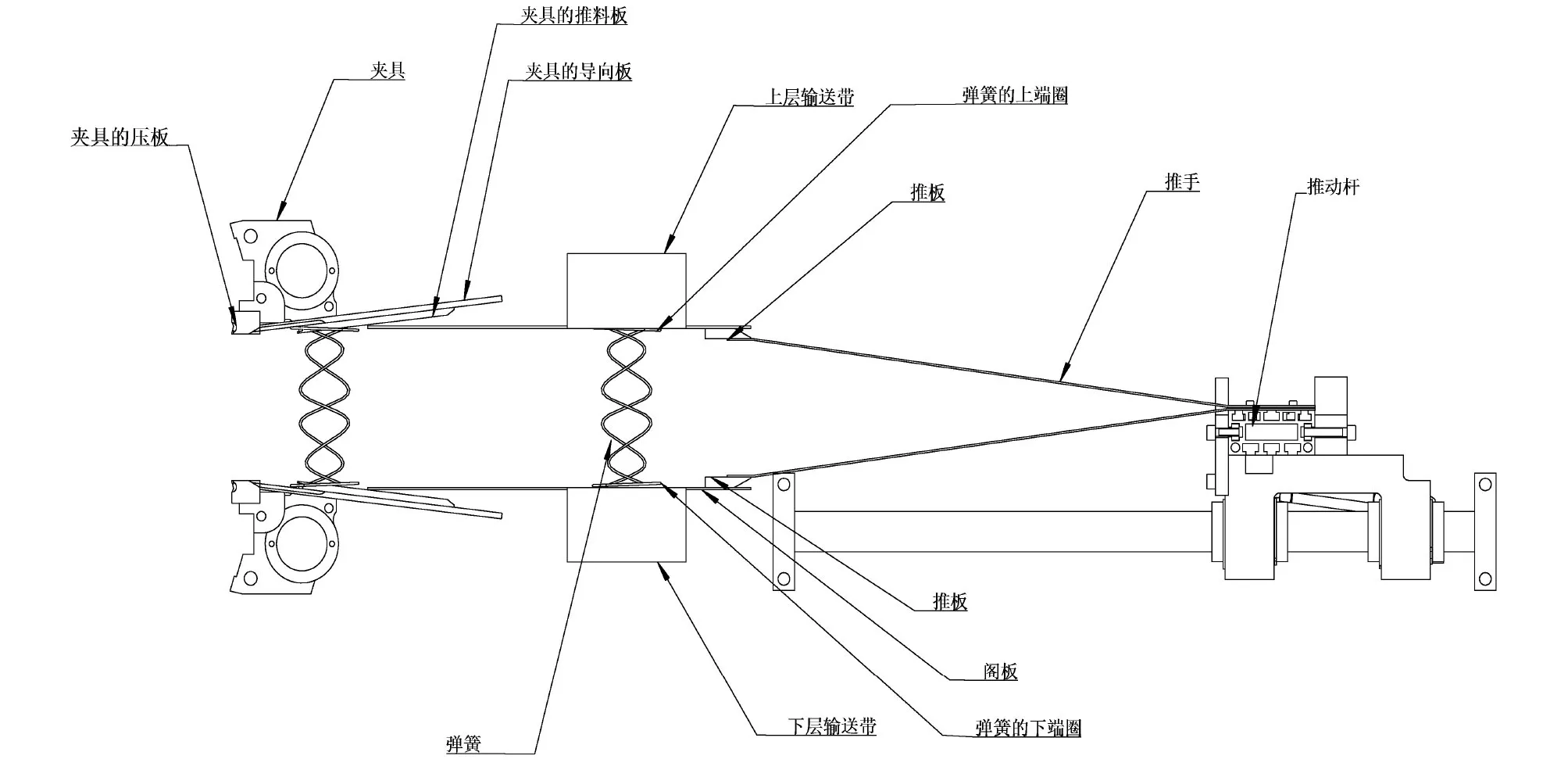
图6 推送机构

图7 非打结床垫弹簧串簧夹具
该串簧夹具的研究成功,并与串簧组装机配套使用,具有结构紧凑,串簧稳定可靠的特点,使非打结弹簧能高效稳定地串簧.该串簧夹具已获国家专利.
5 压板机构
由于非打结弹簧的串簧组装比传统的打结弹簧的串簧组装要求高,因而在非打结弹簧夹具中的压板是最关键的部件.该压板的尺寸精度高,加工复杂且难度大.本公司在大量试验的基础上,自行设计了整套全新的压板机构.整套压板机构由固定在夹具体上的固定压板和活动压板组成.活动压板与压板推杆连接,后部有位于压板推杆上方的后导向板,固定压板的前部有前导向板.压板的形状在国外螺旋槽式的基础上作了改进和提高.压板的加工方法和热处理等方面均采用了较先进的工艺,从而解决了压板尺寸精度要求高和加工复杂的难题,同时又适应大批量,低成本生产的要求.
6 基于总线控制的控制技术的研究
LFK弹簧床芯成套设备项目采用基于总线控制的控制器和大量的伺服电机,不仅响应速度更快,更可以进行多轴的精确控制,使弹簧在卷绕和冲方过程中更加精确,同时对弹簧进行转向和正反排列,并且精确控制每个弹簧的位置,便于推送机构将弹簧推入串簧夹具中.该控制程序还包括故障诊断、报警及保护技术.实现产品规格的自动调节,采用全伺服技术,实现床垫弹簧床芯串簧组装机主机的运行控制.采用自动触碰保护、限位保护的双重保护技术,使机器运行更安全、可靠.
7 结论
全自动LFK弹簧床芯成套设备是制造高档弹簧床芯的成套专用设备.目前随着国内外经济的发展,人民生活水平的不断提高,对软垫家具的舒适性要求也随之提高,同时高档酒店和宾馆也越来越多,用LFK弹簧床芯的成套设备制造的床垫具有其它床垫无法可比的优点,故今后对该成套设备的需求量也越来越大.目前国内尚无生产制造该类设备的企业,从国外进口该类设备,价格昂贵,国内大部分床垫生产企业无法承受,由于该成套设备技术水平和自动化程度高,性能在国内处于领先地位,达到国外同类产品的先进水平,而且价格较低,完全可以替代进口,产品投放市场后就被广大床垫生产企业所青睐,因此推广应用前景十分广阔.
猜你喜欢
发明与创新(2022年27期)2022-09-16
模具制造(2022年2期)2022-03-25
铁道通信信号(2021年7期)2021-08-17
起重运输机械(2021年4期)2021-03-26
制造技术与机床(2018年11期)2018-11-23
小朋友·快乐手工(2017年5期)2017-07-11
时代英语·高一(2016年5期)2016-10-12
中国科技纵横(2015年1期)2015-12-27
共产党员(辽宁)(2015年24期)2015-10-18
卷宗(2015年4期)2015-05-12
