
浅谈辊道窑辊棒断棒及寿命管理智能系统
2019-11-29 09:05杨华亮胡军卢健聪乔富东方仁德
佛山陶瓷 2019年10期
杨华亮 胡军 卢健聪 乔富东 方仁德


摘 要:高温辊道窑因节能、占地面积小、生产效率高,特别适合烧制建筑陶瓷产品。陶瓷辊棒是辊道窑起承载和传输作用的关键部件,辊棒能否正常旋转带动产品运行,并完成产品的正常烧结,直接影响辊道窑的正常使用以及生产效率,所以实时监测辊棒是否正常旋转成为保证窑炉正常使用的关键因素之一。本文从辊棒使用厂家的生产难题为落脚点,开发出了视觉摄像头与传感器结合方式,依靠人工智能图像识别的软件算法及传感器监测方法,对每根辊棒进行运行监测,可以实现点对点精准无时间间隙的智能监测、远程监测及报警、实现响应的功能,与此同时,可对辊棒使用寿命预测和及时更换辊棒提醒、辊棒使用损耗量的计算、辊棒选型的验证等,实现辊棒管理的数字化和智能化,减少人力管理成本。
关键词:断棒;摄像头;传感器;寿命管理
1 前 言
陶瓷辊棒是辊道窑起承载和传输作用的关键部件,使陶瓷产品自窑头向窑尾行进过程中完成产品的预热、煅烧和冷却过程。作为承载和传输作用的关键部件,辊棒是否正常旋转带动产品运行,并完成产品的正常烧结,直接影响辊道窑的正常使用以及生产效率,所以实时监测辊棒是否正常旋转成为保证窑炉正常使用的关键因素之一[1]。
但是,在实际生产过程中,监测辊棒是否正常转动较为困难,原因主要有两点:一、为了提高产量,增加辊道窑炉炉长或宽度可以使更多的产品进入窑炉烧结,还会让整个窑炉的温度变化更加平顺,提高烧结产品的品质。但是现在较长的窑炉需要更多的辊棒,100 m长辊道窑需要辊棒多达约1000多根,人工监测这么多辊棒费时费力;二是每条窑炉的辊棒转速不完全一样(有快有慢),这也为观察辊棒旋转状态增加了难度。在窑炉烧结产品的过程中,一旦辊棒发生断裂,而此时设备和人员没有及时监测出辊棒异常,则容易出现产品卡在窑炉内,影响烧结效率和品质,甚至还会出现辊棒大面积断裂,最终导致窑炉堵塞和大面积的辊棒受损,产生较大的经济损失。
为了保证辊道窑的良好运行状态,窑炉工程师及管理者们想了许多办法进行解决[2],如工人巡视和钢丝绳触发报警[3]等,但往往达不到预期效果,出现漏报、错报等现象而带来较大生产质量的损失。
2 断棒监测的现有技术
2.1 拉钢丝绳
拉钢丝绳的方法,如图1所示,在辊棒上方设置相互靠近的钢丝绳,当辊棒断裂翘起时触发报警,但是如果辊棒断裂但又没有翘起,则无法实现报警。该装置虽然简单,但无法定位断裂辊棒的具体位置,还需要窑炉负责人员仔细查看,该方案容易误报漏报,监测效率低。
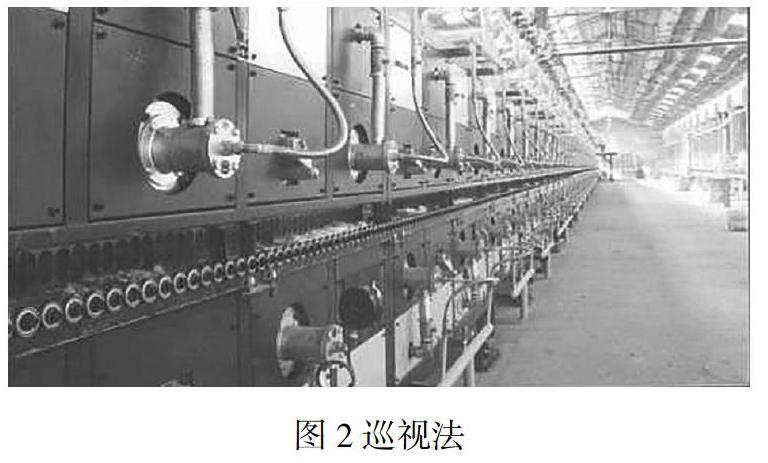
2.2 巡视法
巡视法,如图2所示,一般由窑炉负责或相关人员在辊道窑两边进行巡视,由于烧成车间温度较高,巡视人员一般骑自行车进行巡逻,这样易造成视觉疲劳,出现漏报的现象;而行走方式进行巡逻,劳动强度较大,且对于巡逻的频率难以科学的预测,全凭相关人员的责任心或公司的规定,该方法是最传统的,在少部分陶瓷企业仍然采纳。
3 断棒监测的智能技术
陶瓷行业的辊棒断裂智能监测一直以来都是客户管控难点和痛点,目前行业内此类智能监测方法尚属空白领域,市场前景将会很大,具备非常大的潜力。我司合作开发出两种智能监测技术,视觉摄像头监测技术和传感器监测技术。
3.1 视觉摄像头技术
采用摄像头机器视觉的智能监测方式进行辊棒转动监测。
该方案主要由信息采集系统,视觉处理系统和后台管理系统三个部分组成。
其中,信息采集系统:主要包括视觉摄像头硬件及交换机,摄像头组负责采集工件现场图片,经由交换机传给视觉处理系统。
数据处理系统:采用集中服务器作为主控制器,接收交换机传来的每个摄像头的工件图片,监测工件是否出现坏掉情况,通过根据摄像头标定,定位到具体工件编号。
后台管理系统:后台管理系统主要作为数据存储,转发系统,客戶通过该系统能够快速查看工件是否有损坏情况。
系统整体框图架构如图3所示。
该技术具体实施方法为:
(1) 在辊道高温窑炉段待监测的瓷棒位置前方,根据待监测范围,布置摄像头,使摄像头可以覆盖待监测的瓷棒范围,并对瓷棒进行排序,使可以根据序号找到对应瓷棒。
(2) 当辊棒正常运转时,通过一定的机器视觉监测算法,该摄像头可以自动分辨出转动与不转动的瓷棒,且无论瓷棒是否发生形变,都可以监测得出,从而判断出瓷棒是否发生断裂。
(3) 当发现不转动的瓷棒时,后端的数据处理系统将发出报警信号及断棒的序号,并显示在用户手机APP或监控显示器上。
(4) 用户或监测人员可以根据报警显示的瓷棒序号,立刻定位找到断裂的辊棒,及时更换断裂的瓷棒,从而避免断棒对整条生产线带来的进一步损失。
3.2 传感器监测技术
该技术原理为:在正常工作状态下,辊棒是在不断转动的,而当辊棒断裂后,会导致其被动端无法再继续转动,而干簧管传感器可以感应出安装在瓷棒上的磁铁,从而产生电信号,通过监测周期性的信号,可以监测出工件转动与否,当长时间(辊棒旋转一周)没收到周期性信号,则可判断该瓷棒停转,即该辊棒发生断裂。
该技术系统主要由数据采集系统与后台处理系统两部分组成。
其中,数据采集系统由工件本身加监测传感器+IO采集设备组成,每个传感器监测对应工件本身转动情况,并将信号通过以太网技术,传递给后台处理系统进行分析与判断。
后台处理系统则由集中服务器组成,其作用为接收前端传感器发出的信号,并对传感器信号进行滤波,监测等处理,实时计算判断有无停转的辊棒,从而监测出是否发生辊棒断裂的情况。该方案系统框图如图4所示。
该方案具体实施方法为:
(1) 安装及固定干簧管传感器位置,由于该传感器为点对点监测,故需要在每一根瓷棒的前端下方垂直固定干簧管传感器。
(2) 干簧管传感器属于电磁开关性质的传感器,故还需在每根瓷棒上固定一磁鐵,使干簧管可以监测得到电磁信号。
(3) 当辊棒正常运转时,瓷棒上的磁铁也会随之周期性旋转,从而干簧管传感器可以监测到周期性的电信号。而当辊棒断裂后,其端部停止转动,从而会长时间没有电信号产生或者一直有信号产生,据此即可判断该辊棒发生断裂。
(4) 当集中式处理器监测到辊棒断裂后,便可发送报警信号,并且由于传感器与辊棒是一一对应的关系,因此可以很快定位到具体是哪一根辊棒发生了断裂,并可以及时提醒监测人员,采取相应措施,从而避免进一步损失。
以上两种监测方案均已通过实验测试,可以监测出辊棒运转时,停转的辊棒,并且及时报警指出,其实验界面如图5所示。
已测试情况包括:
单根辊棒停转的情况-在辊棒停转时,可成功监测出断棒并报警;
多根辊棒同时停转的情况-在辊棒停转时,可成功监测并依次报警指出停转的辊棒;
停转辊棒恢复转动的情况-当停转辊棒恢复转动后,便可以自动刷新,恢复正常监测状态;
人为遮挡辊棒短时间的情况-由于监测停转时间可以人为设定,因此当发生人为短时间阻挡的情况时(比如路人经过辊棒),可以自动过滤该种情况,不发生误判。以上测试均多次顺利实验成功,技术方案可行。
4 辊棒使用寿命的管理
根据以上分析,采用先进智能传感器及视觉摄像头的解决方案,使在陶瓷产品的烧制过程中,可以及时准确监测出断裂的陶瓷辊棒,精确监测断裂的陶瓷辊棒的序号并通知给用户,从而用户可以快速处理断裂的陶瓷辊棒,提高生产良品率和能耗效率,避免进一步的经济损失。此外,该解决方案还可以监测断裂的陶瓷辊棒的型号、规格、使用时间、断裂时间等辊棒“身份证”,并记录后传送至后台管理系统,进行系统分析,形成大数据供辊棒使用者、开发者进行系统地分析,对不同的窑炉工况下使用不同型号的陶瓷辊棒的使用寿命提出科学的预判,辊棒开发人员针对用户的实际工况及断棒情况进行针对性的改进,以便提供质量更好的陶瓷辊棒服务建陶行业,实现经济效益和降耗的双丰收。
5 智能检测及管理技术的评价
5.1 用户管理效益
先进的信息系统可以增强企业的管理能力,通过智能监测进行车间辊棒管理,为企业对内管理优化,对外快速响应提供了工具和依据。
5.2 用户经济效益
通过智能监测系统,可以实时了解现场辊棒断裂情况,从而可以及时更换断裂的辊棒,防止整个窑炉塌陷,大大减少经济损失,提高企业创收能力。
5.3 经济效益分析
该项目产品每200 m长或2000支辊棒安装智能监控系统的成本为20万元,一条辊道窑(365 m计算)安装智能监控系统不到40万,且使用寿命较长,并可大幅度降低窑炉堵窑风险及损失,对于企业的生产制造而言,经济效益是不可估量的。
6 结 语
目前国家在大力推进智能制造及数据上传云端的互联网项目发展,本技术方案属于智能制造改造的互联网项目范畴,用户可以向当地政府申请使用智能化装备的资金补贴,提高用户使用智能化装备的积极性,为该项目产品的推广提供了政策性保障。金刚企业本身立足于陶瓷辊棒行业,一直以服务陶瓷行业为宗旨,非常了解建陶企业使用辊棒的痛点所在,为建陶行业的发展贡献自己的力量。
通过该智能监控及寿命管理系统可以达到以下功能:
(1)可精准、快速、实时了解现场辊棒断裂情况,快速换棒,防止堵窑现象产生。
(2)了解一条窑断棒损耗情况,能判断是否在一个区域还是不同区域断棒,进行针对性的解决问题。
(3)有利于了解不同型号辊棒在同样工况下断棒情况,进行对比研究。
参考文献
[1] 于 岩 阮玉忠等. 陶瓷辊棒在辊道窑使用过程中晶相结构与性能变化 [J].结构化学, 2002, 21(5): 572-576.
[2] 专家门诊 如何避免辊道窑头堵砖引起断棒过多的预防措施 [J].佛山陶瓷, 2005,239(8):73.
[3] 辊道窑断棒报警装置 ZL201120373246.5.
猜你喜欢
东方少年·布老虎画刊(2023年5期)2023-06-14
中国交通信息化(2022年9期)2022-10-28
汽车工程师(2021年12期)2022-01-18
纺织科学研究(2021年1期)2021-12-03
电子制作(2019年22期)2020-01-14
传媒评论(2019年5期)2019-08-30
时代英语·高一(2019年1期)2019-03-13
电子测试(2018年13期)2018-09-26
电子制作(2018年9期)2018-08-04
电源技术(2015年1期)2015-08-22
