饮料茶清洁生产和废弃物资源化利用研究进展
2019-11-16 06:37:58张会均欧阳晚秋
中国沼气 2019年6期
张会均,欧阳晚秋
(1.重庆工商大学 环境与资源学院,重庆 400067;2.重庆工商大学 重庆市特色农产品加工储运工程技术研究中心,重庆 400067)
由于资源和环境问题日益突出,节能减排已成社会发展所面临的重要课题[1]。加快建成资源节约型、环境友好型社会已成为我国的一项基本国策,节能环保不仅是轻工领域的重任,也是饮料行业可持续发展的基础[2]。新的行业竞争加剧形势下,对饮料茶企业各方面提出了更高要求,清洁生产是必然的发展趋势,需要通过技术改造和技术创新实现节能减排目标。
同时,随着茶的深加工发展,产生了大量的废弃茶渣,并呈现逐年递增的趋势[3]。速溶茶被利用的可溶性成分只占本身干重的30%~40%,废弃的茶渣中还含有18%~20%粗蛋白,11%~13%粗纤维,粗脂肪0.5%~1%以及8%~9%的矿物质,仍有较高的潜在利用价值[4]。因而开发饮料原材料残渣使之成为一种新型资源加以利用,不仅有助于环境生态保护而且提高了资源利用率。
因此,如何在提高原材料利用率和保证产品品质的同时,通过在传统工艺的基础上对关键能耗点加以创新改进,并且开发末端废弃物即残渣使之成为一种资源加以利用,达到节能减排、清洁生产的目的,不仅会支持和促进饮料行业的发展,而且会带来显著的经济、环境、社会效益。
1 饮料茶浸提技术及节能生产应用特点
饮料茶的生产成本包括原料、包装、人工、水、电、蒸汽消耗等诸方面。其中水电汽能源的消耗是生产成本中一个重要组成部分。在传统的饮料茶生产工艺中,进行浸提处理需要的能源消耗量是很巨大的,选取适应的浸提方法是为清洁生产的关键。以下介绍几种饮料茶生产过程的浸提技术及能耗比较。
1.1 常规浸提法在饮料茶中的应用
饮料茶常规提取方式主要包括单级浸泡式、多级浇渗式和连续逆流式。不同提取方式在产品品质、产量和设备的操作性、成本等方面都存在明显的差异[5]。如表1所示,单级浸泡式提取是最初的传统饮料茶浸提方式[6],成本低但效果差。通过根据物料的提取特性和在对单级浸泡式缺点的基础上进行改进和提升,形成了多级浇渗式提取方式[5]。浸提效果优于单级浸泡设备价格较高。连续逆流式提取方式分为3个阶段:初提、深提和渗洗,该法浸提效果较好,但设备机械化复杂,造价高的缺点[7]。

表1 常用浸提方法及特点
1.2 超声波浸提法在饮料茶中的应用
1952年,超声波首次应用于酒花浸提。超声波浸提(UAE)是利用超声波使溶剂产生气泡,并随气泡生长、破裂,产生多微孔颗粒间的扰动、宏观紊流及高速粒子碰撞,伴随在瞬间与细微空间内的高温、高压和迅速的温度改变,从而加快涡流、基体的内扩散,这个过程为空化效应。可在固液接触面形成微射流,引起物料表面剥离、颗粒破裂,破坏细胞壁,促使提取液渗透到细胞内[8-9]。影响超声波浸提较为主要的因素为频率,但也与浸提物特性、物料细胞壁形态有紧密联系。溶剂和原料的物理特性,操作条件、超声波设备参数等对浸提效果均有影响[10-11]。目前,对超声波技术在浸提饮料茶上的应用研究主要在国内,如表2所示。
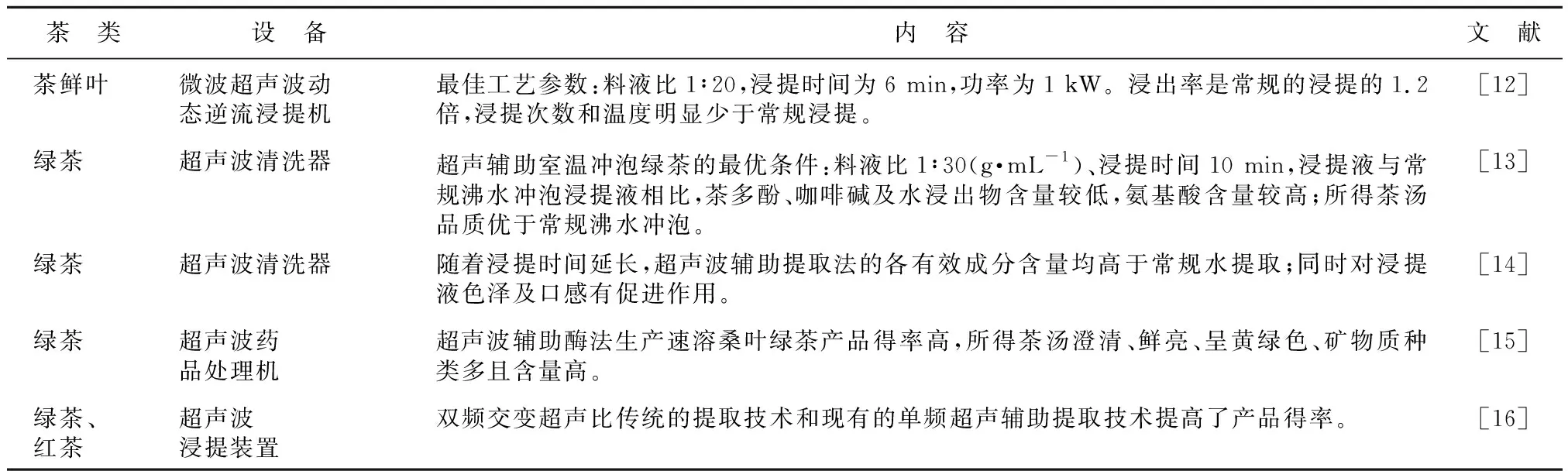
表2 超声波浸提饮料茶应用特点
由表2初步阐明了超声波技术在提高有效成分浸出率,改善茶汤色泽和保留香气以及滋味有积极意义。与传统水煮浸提相比较,具有明显优势。该方式不需要高温、成本低、操作便利、使用范围广,溶剂适应性广,且适用于热不稳定成分的提取,但操作时间较长,对浸提物的性质依赖性较强,且会导致溶剂产生自由基[17]。由于超声具备的优势,也预示了应用超声波工艺加工高品质型饮料茶的思路,使超声波在有效成分提取上的应用向工业大规模生产的方向发展[18]。
1.3 微波浸提法在饮料茶中的应用
微波浸提(MAE)是利用频率在300 MHz~300千 MHz的电磁波(波长1 mm~1 m)加热来加快溶剂对样品中目标浸出物的浸提过程[12]。 微波浸提技术能提高茶汤水溶性物质的浸出率 ,如农绍庄[19]等采用微波萃取茶汤生产速溶茶粉 ,浸提两次提取率便可高达36%以上 。郑玉芝[20]等采用微波提取产品的提取率为干茶叶的 25%~30% 。因此 ,微波萃取技术用于提取茶汤水溶性成分提取具有浸提效率高、溶剂消耗少、能耗低,易于工业化等特点,但易过热。为解决浸提物中热不稳定成分转化,需对浸提时间、设备功率等工艺条件展开基础研究和优化试验。
2 饮料茶加工残渣资源化利用途径
2.1 作为有效功能性成分提取
2.1.1 茶多酚提取利用
茶多酚(tea polyphenols)是茶中酚类物质及其衍生物的统称,主要成分为儿茶素,是目前最常见的茶叶深加工产品。茶鲜叶中茶多酚含量一般在18%~36%(干重)之间[21]。茶多酚对人体一系列重要的药理功能[22],因而,茶多酚的提取分离技术被广泛深入研究。目前茶多酚提取分离方法主要有溶剂提取、树脂吸附、超临界流体浸提、微波浸提、超声波辅助提取等。
鱼亚楠[23]等研究表明采用二级浸提和二级柱分离方法纯化后,茶多酚的得率为14. 62%,纯度为84. 69%;热提液中茶多酚的含量为1. 4740 g,纯化后茶多酚的得率为10. 61%,纯度为92. 02%。周晓晴[24]等分析了茶叶籽油中维生素E等含酚羟基的脂溶性物质对福林酚法测定茶叶籽油中茶多酚含量的干扰,得出福林酚法不适用于测定油脂中茶多酚含量。李媛[25]等通过超声波辅助水浴浸提法得到茶多酚提取液,所得提取液分别用离子沉淀法和大孔树脂吸附法纯化﹒离子沉淀法纯化茶多酚的最佳条件茶多酚粗得率为89.99%。高海荣[26]对比热水浸提、超声波提取和微波提取3种提取工艺对茶多酚提取效率的影响,微波法提取茶样中茶多酚含量最高,达到197.3 mg·g-1,分别比热水浸提和超声波提取率高出56.1%和28.2%,提出微波提取法将具有一定的工业推广价值。
2.1.2 多糖类提取
茶多糖(tea polysaccharide)是指茶叶中具有特殊生物活性的一类与蛋白质结合在一起的酸性多糖或酸性糖蛋白[46]。现有茶多糖提取分离方式有酶解提取、水浸提、超滤提取、超声波辅助提取、微波辅助等。酶法提取对茶多糖的提取率较高,纯度较好[47]。
丁世环[27]等探讨了茶渣中茶多糖超声波提取的优化工艺及茶多糖的抗氧化性,当茶多糖浓度为3.2 mg·m L-1时,茶多糖对羟基自由基的清除率达到最高,为60.37%;当茶多糖浓度为2.4 mg·m L-1时,茶多糖对羟基自由基的清除率达到最高,为53.91%。 周宇波[28]等首次使用水热法对茶多糖进行提取,并对此方法的提取条件进行了研究和优化,表明茶多糖的最佳提取工艺条件为提取时间90 min,提取温度120℃,料液比1∶25 g·mL-1。此条件下,茶多糖的得率为110.23 mg·g-1。刘新月[29]等采用水提醇沉法,研究了浸提温度、浸提时间、浸提次数、乙醇浓度4个因素对普洱茶中茶多糖提取率的影响,结果表明普洱茶中茶多糖的最佳提取工艺为∶浸提温度90℃,浸提时间40 min,浸提次数3次,乙醇浓度80%。韩艳丽[30]等实验结果表明果胶酶-微波法对茶树花多糖的提取率有明显提高。
2.2 作为生物吸附剂原料
茶叶因具有多孔网状结构和较大的比表面积,且富含O,S,P和硫功能的纤维素、半纤维素、木质素等物质,是一种良好的生物吸附剂原料。但茶叶直接作为吸附剂原料成本过高。目前研究结果显示茶渣的吸附效果要优于原茶[31],茶渣中的茶叶膳食纤维尤其是水不溶性成分可能是茶渣作为生物吸附剂原料的主要活性成分。目前结果表明,茶渣制备的活性炭对吸附清除废水中的重金属、放射性元素、有机染料等污染物的研究报道较多[32]。
2.3 茶渣作为活性炭的原料
活性炭作为常用的吸附材料,具有使用简便、环保、成本低等优点,广泛用于废水净化、气体过滤等环境和生态保护领域。农林固体废弃物如茶废弃物含有丰富木质素、纤维素以及水不溶性膳食纤维,可作为制备活性炭的原料。近年来,以茶渣为原料制备活性炭及其应用的研究成为热点,研究结果表明其可用于吸附水中污染物、净化空气、作电极材料等。
制备活性炭的主要有两个步骤:1)炭化。传统加热方法为电炉加热,加热时间长,使得制备成本增加,并且原料受热不均匀,影响活性炭质量、微波加热可解决上述问题,但还停留在实验室研究阶段。2)活化。利用理化手段对炭化产物进行活化包括物理活化、化学活化。常见的化学活化剂有 ZnCl2,H3PO4,KOH,K2CO3等,影响活化效果的因素主要有:原料性质、炭化条件、活化条件(活化剂种类、温度、时间、剂料比),选取适宜条件对制备优质活性非常重要[33]。Gundogdu[34]等采用红茶茶渣为原料,以ZnCl2为活化剂制备了3种活性炭,研究结果表明,活性炭的孔隙度与表面积随着ZnCl2与茶渣的比例的增大而增大,且当该比例为2时,孔隙度与表面积分别达到 77.7%与1141 m2·g-1。Gurten[35]等以红茶茶渣为原料,用K2CO3为活化剂,制备的活性炭表面积达1722 m2·g-1。
2.4 茶渣作为厌氧消化发酵原料
木质纤维素类原料的厌氧发酵过程复杂,包括水解阶段、发酵(酸化)阶段、产氢产乙酸阶段和甲烷化阶段,并需要多种微生物互相影响作用,形成一个有机的生态系统。提高厌氧消化产气量的有两种方法:一是对发酵底物进行预处理,二是改变发酵外部因素[36]。对底物进行预处理可以使原料的酶解率增高、酶解成本减少、目标产物的收率提高、副产物的生成减少。但同时用在资源浪费,污染环境的问题;改变发酵外部因素较对发酵底物预处理环保,但无法解决木质纤维素类底物产气率低、消化率低的问题,这两种方式均需要进一步的提高改进[37]。
2.5 茶废弃物作为生物有机肥的原料
茶渣因残有茶多酚含量高对土壤有改良修复效果。Mangwandi[38]等利用茶渣为原料与石灰按照一定比例混合制备出性能优良的土壤改良剂。夏会龙[39]研究发现,茶园土壤层在施用茶渣有机肥后,生态特性得到明显改善,与传统的市售适用于茶园土壤层的肥料相比,茶渣肥明在提高土壤质量以及微生物总量和使脲酶活性降低上明显优于传统肥料。国外研究表明,茶渣也是一种可用于堆肥的优质原料。Pant[40]等在相同工艺生产茶以废弃物为原料,结果显示以茶渣为原料的堆肥在综合指标明显高于常规堆肥。
2.6 茶废弃物作为动物饲料的原料
茶渣中蛋白质含量较高,粗蛋白总量达20%左右,可添加到动物饲料中。研究结果表明[41],在动物饲料中添加一定比例的将经微生物固体发酵后的茶渣,对动物的产品产品以及抗病能力有明显改善。舒庆玲[42]等人将经糖化处理后的茶叶残余物按一定比例添加到动物饲料中,饲养的动物体重增长变化显著高于对照组。刘姝[43]等利用茶渣作为原料经微生物发酵制作的饲料,粗蛋白含量可达到23%以上,这种安全性可靠的饲料可以用于仔猪配合饲料的制备。
2.7 茶废弃物在其他方面的应用
茶废弃物还可用作生物能源、食用菌培养料等的原料,在建筑和环保家具上也有使用。茶废弃物本身可作为一种性能良好的木屑板原料及重要的聚合物填充材料。另外,茶梗可作为固态发酵培养基质的原料生产单宁酶。除此之外,茶渣还可作为固态发酵的良好载体[44]以及建筑用粘土砖的原料,有研究显示[45]添加一定量的茶渣的粘土砖在抗压强度与保温性能上有明显加强。
3 结论与展望
清洁生产对生产过程而言,清洁生产包括节约原材料与能源,尽可能在生产过程中就减少它们的数量;对产品而言,则是从原材料获取到产品最终处置过程中,尽可能将对环境的影响减少到最低。一方面,随着饮料茶的种类增加,饮料茶加工也研发出许多新技术,如膜分离技术、微波技术等这些技术有望部分代替传统生产技术。新工艺研发应用往往过分关注解决一些技术难题(如营养损失、保鲜效果等),而忽略所需的耗能量大多会大于传统工艺耗能量,新工艺的节能效果应与生产性能同时考虑。
另外,食品加工生产中排放的三废,有机物含量高,不加处理会对环境造成严重污染。如何提高资源利用率、降低资源能源的消耗、污染物的排放以及对加工后的残余物回收再利用,是食品企业和环保行业需要解决的重要问题。目前诸多研究可知茶渣可进行多用途开发,但还没有在工业生产中成熟地应用。如茶渣用生物发酵后用作饲料,其微生物的选择、方法工艺的确定,饲料营养成分等一系列问题还需进一步明确。作土壤肥料的研究较早方法也比较完善,其施用效果也较明显,但目前的生产实践推广还需加强。多芬多糖等提取方法为提高其提取率的工艺还有待改进。诸如上述茶渣的多途径利用技术还有待提高,但值得肯定的是开发茶渣资源化利用具有广阔的发展前景。
猜你喜欢
热带农业科学(2021年8期)2021-12-05 18:46:24
湖南饲料(2021年3期)2021-07-28 07:06:06
童话世界(2020年32期)2020-12-25 02:59:18
中学生数理化·八年级物理人教版(2019年3期)2019-04-25 06:21:00
天然产物研究与开发(2018年9期)2018-10-08 03:25:58
凤凰生活(2016年3期)2016-03-08 14:52:56
凤凰生活(2016年3期)2016-03-08 14:52:12
江苏调味副食品(2015年1期)2015-02-28 01:56:36
应用化工(2014年1期)2014-08-16 13:34:08
应用化工(2014年9期)2014-08-10 14:05:08