循环氢离心压缩机干气密封失效的风险管理
2019-11-14 02:31:54李俊涛
压缩机技术 2019年5期
李俊涛
(中海油气(泰州)石化有限公司,江苏泰州 225300)
1 引言
干气密封是采用“以气封气”方式,流体动静压相结合的非接触式气体润滑机械密封,是目前世界上最先进一代高速透平压缩机轴端密封型式。干气密封具有运行稳定、泄漏量少、介质无污染、能耗低、寿命长、维护次数少等特点,是最节能的密封系统。这种密封在20世纪80年代早期开始应用于大型工业压缩机,现已成为回转式压缩机最常用的密封。
2 干气密封系统组成介绍
加氢装置循环氢压缩机干气密封系统可划分为五部分,如图1所示。在操作过程中,五部分都存在导致干气密封失效的风险隐患。
2.1 主供气管路系统
这部分主要为干气密封提供一级密封气主气源(图1中①部分)。起点是压缩机出口管线,终点至预处理系统(或仪表盘站)入口法兰。设计上通常要求带有保温及蒸气伴热,在入盘站前设有可切换的粗过滤器,开停工期间的中低压氮气也在此处交汇。
2.2 预处理系统
预处理系统是为防止密封气带液而增设的保护性措施(如图2)。初始设计通常不会设置,由业主根据运行状况自行决定是否增加。预处理系统通常有分液器和聚结器两部分构成,气液分离器内部结构类似盘站除湿器,既能分离液体,又可通过聚结丝网捕捉小微粒液滴。聚结器内部设置高分子材料滤芯,能够对主密封气中的小微粒液滴进行二次捕捉、过滤。
2.3 仪表盘站系统
盘站系统是干气密封供气系统核心(图1中③部分),具有除液、过滤、监控、调节等功能。干气密封失效的原因主要发生在这部分系统。
2.4 分支供(排)气系统
该系统包括从盘站出口到压缩机双端密封腔这段流程,其中包括压缩机壳体流道及梳齿密封,以及盘站系统低点排凝管线系统。该系统在开工初期导致干气密封失效的风险隐患最多。
2.5 干气密封本体
干气密封又称为干运转非接触式端面密封(图1中⑤部分),其结构基于流体动力润滑理论设计。干气密封达到密封效果靠的是在密封端面形成流体膜,允许一定的设计泄漏量。干气密封唯一发热源是密封面处的气流剪切摩擦热,少量气体泄漏将密封面间持续产生的热量带走。
加氢装置循环氢压缩机干气密封国内外产品设计结构选型基本一致,都是采用带中间迷宫密封的串联式干气密封,结构及工作原理见图3。国内外产品主要区别在于槽型选择,即能否具有双向旋转功能。目前,国内加氢装置使用的干气密封正逐步实现国产化(选用单旋形式)。
干气密封在上述5个系统都存在失效的风险隐患,下面以某加氢装置循环氢压缩机干气密封失效实例,分别从这5个方面分析导致干气密封失效的风险因素。
2.6 基本情况简介
某加氢装置于2016年11月首开投产,采用进口双向旋转槽型。干气密封在2年半的时间内出现3次干气密封失效,最短使用周期为4个月。生产期循环氢气组份(见表1)优于设计初期和末期组分。该循环机出口压力8.34 MPa,出口介质温度65 ℃。一级主密封气全程设有蒸气伴热及保温。
3 干气密封各分系统的风险识别与分析
3.1 主供气管路系统风险管理
3.1.1 设计阶段的风险因素

图1 干气密封系统流程图
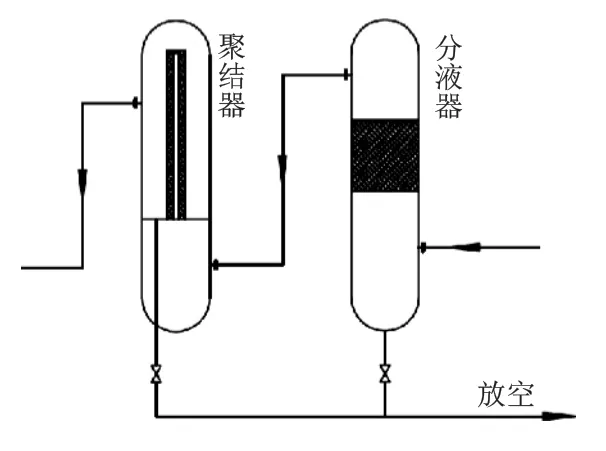
图2 预处理系统流程图

图3

表1 循环气体组分分析(%(V/V))
干气密封一般从压缩机出口管线引出介质气作为一级主密封气。气体中含有H2O、H2、CH4、C2H6、C3H8、正(异)丁烷、H2S、正(异)戊烷、C6+等。干气密封失效后,依据表1对一级主密封气露点组分分析(见图4)。通过对现场取样结果的真实性分析以及同类装置实际操作情况对比,确认3次失效原因都是干气密封长期处于露点曲线以下区域运行,露点凝结带液。尽管设计上在主密封气管路设置有蒸汽伴热并保温,事实证明,伴热作用有限,只能尽量减少温度损失。对比主密封气前后温度,出盘站时温降有6~10℃(压缩机出口约65℃,密封气出盘站约55~59℃)。
因此,在设计阶段应重视对工况条件下的露点分析。在初始设计时,分析计算工作(开工初期、末期的组分露点分析)主要由产品制造商完成,设计方、制造商、业主三方共同审核计算结果。在开工后要进行实际对比分析,关注组分变化情况。由于初始计算分析工作往往被忽略,导致主密封气工况不满足干气密封运行要求,存在密封失效风险隐患。
3.1.2 工程质量风险因素
循环氢经过高压空冷、循环氢入口分液罐进入压缩机,为保证主密封气组分达到最优工况,就要重视循环氢入口分液罐的检维修和日常操作。循环氢气一般采用切向进入分液罐,以达到气液旋分分离的效果。在分液罐出口设有除沫网,用于过滤、捕捉气体中的固体颗粒和液体组分。该内件通常由现场安装单位负责安装,如果工程监理和业主检查不到位,会导致因除沫网漏装造成循环气大量带水汽、烃类等易凝结液体,引发主密封气带液导致失效。某加氢裂化装置循环机干气密封在2016年首开过程中连续3次密封失效,严重影响开工进度。后经分析排查,导致第一次密封失效主要原因就是因为循环氢入口分液罐除沫网未安装造成的。因此,该部位质量检查应作为装置首开重点检查验收内容。循环氢入口分液罐在检修中应及时检查、清理容器内除沫网,确认是否存在损耗、脱落、阻塞问题,保证安装质量。
循环氢入口分液罐内液位高低都会影响循环气带液多少。在生产操作过程中,应制定相应管理细则,定时进行循环氢分液罐底部排液,保证罐内不存液(以始终不见液位为宜)。事例中的加氢装置循环氢入口分液罐带液量较大,排液控制阀为1" 口径,冬季操作时,控制阀开度60%时大约要40 min方可完成排液。因此,循环氢入口分液罐应在安装、操作、检修中消除循环气大量带液导致干气密封失效的风险隐患。
3.2 预处理系统的风险管理
在初始设计时,除非业主主动要求,设计院一般不增设主密封气预处理系统(如图1中②部分)。该系统主要作用是为了除去密封气中夹带和露点凝结的液体。该系统在投用初期,除液效果很好,在运行一段时间后,随着介质带液及露点凝结的液体不断积累(见图5),如不及时进行排液就会失去除液作用,气体夹带液滴情况反而会变得更严重,最终导致干气密封失效。对于预处理系统操作上建议采用持续直排放空方式,保证积攒液体及时排除。系统中的聚结器内设有高分子滤芯,能够捕捉气体中的小液滴,长期使用滤芯除湿的能力会不断降低,通常每6个月更换一次聚结器滤芯,能够有效降低气体带液的风险。
3.3 仪表盘站控制系统的风险管理
3.3.1 O 型橡胶圈质量风险因素
引起干气密封失效的原因除了主密封气带液,另一个原因就是杂质颗粒进入密封端面造成失效,而杂质颗粒的一个来源是盘站系统的O型橡胶密封圈。O型橡胶圈是盘站系统中重要的静密封元件,在系统中被广泛使用。橡胶圈表面一般要求光滑平整、无气孔、夹渣及等裂纹缺陷[2]。对于新盘站在投用前业主应按一定的比例对管路法兰密封橡胶圈进行质量抽检,防止出现安装破损或因选型不当造成橡胶圈碎裂进而引发密封失效的问题出现。图6(a)、(b)、(c)是某加裂装置在首次开工前O型橡胶圈检查情况,橡胶圈破损原因是厂家选型尺寸不当。橡胶圈碎裂颗粒进入干气密封腔体内(如图6(b)所示)将严重影响干气密封的安全运行。
对于使用一个周期(一般为2~3年)的盘站系统,运行工况下长期使用的橡胶圈(包括干气密封本体的O型橡胶密封圈)会出现老化开裂夹渣的问题,橡胶圈破损是爆发式泄压导致。O型橡胶圈与介质气体接触一定时间后会吸入部分气体,因生产波动快速泄压,在泄压阶段中可能会造成爆炸性损伤。预防橡胶圈爆炸泄压,除了在精准操作(根据特定的气体、温度、压力工况)设定最大的泄压值外,在材料选择上应选择硬度较高(>85)的O型橡胶圈,还要在停工检修期间依据使用经验和参考相关规定对橡胶圈进行必要的检查更换,防止杂质存入一级密封气造成干气密封失效。
3.3.2 仪表控制盘站系统的设计制造风险因素
盘站在投用前应对每一块仪表选型及安装质量进行检查、验收。对新投用的仪表要认真检查仪表的选型,保证量程等技术参数符合设计要求。上述事例曾经出现新投用的进口盘站远传变送器选型错误(量程不足)的问题,影响了开工进度。
在初始设计过程中,应在盘站中密封气出口处分别设置驱动端和非驱端主密封气温度热电偶。设置温度热电偶有利于监控一级主密封进气温度变化,保护干气密封。在底部排凝管线上应设置流量孔板,监测凝液排放流量状况,有利于分析主密封气的带液情况。盘站系统带液主要来源于主密封气的露点凝结累计,系统内控制阀副线盲端、备用过滤器的出入口阀门盲端都会存有凝结液体,这些累计凝液都是危害干气密封的重大隐患。在正常操作过程中,应适量打开控制阀副线手阀等盲端,排除系统内凝液累积的风险。设计上增加温度、流量等监测措施和必要的操作手段有利于消除密封气带液的风险隐患。
3.3.3 仪表盘站排液系统管路使用的风险因素
盘站系统在操作上通常要求分离器、凝结器、除湿器、过滤器的底部排凝阀进行定时或敞开直排。对于排放出的气液介质的去向,在设计初始阶段应谨慎地审核确认。一般情况下,设计方会将放空线连接高压瓦斯放空线或低瓦斯放空线。高压瓦斯系统压力高易波动,凝液时不利于干气密封背压稳定性。如果凝液排放低压瓦斯系统,频繁排液或直排会造成低压管网氢气含量波动,不仅造成浪费,还易影响全厂火炬系统运行。最好是将放空线接入冷低分气系统,排放氢气不仅对生产系统干扰少,还能够氢气回收利用。特别值得关注的是,各排液点出口管路不能与一级密封气出口线混合在一起,特别是对于双旋向干气密封,由于密封本体具有气膜厚度小(2~3 μm)、气膜刚度弱、泄漏量小、抗干扰能力差等特征,频繁排液操作和过滤器切换会造成一级密封气出口压力波动,对本体密封影响很大,存在引起一级密封气背压联锁停机的安全风险。因此在设计上应予以关注,避免此类风险隐患。
3.4 分支供气系统的风险管理
3.4.1 一级主密封气凝结带液的风险因素
通常认为一级密封气温度高于该介质露点温度>20℃是安全的,这只是参考范围,具有很大不确定性。最有效的措施是在干气密封首次投用前,一级主密封气采用电加热或蒸汽夹套方式二次加热,使其温度远大于理论露点温度,同时在主密封气入机体壳体法兰处增设2个远传监控热电偶,监控一级密封气的温度变化。通过这些措施,能够最大限度的避免供气管线随时产生冷凝带液的风险。上述事例中,主密封气进干气密封前经过蒸汽夹套加热从最高59℃至110℃以上,远大于该介质露点温度(约65℃)。
根据实际使用经验对比两种加热方式的效果,采用蒸汽夹套方式具有节能、高效的优点,电加热方式具有准确、稳定、易调节的特点,但使用故障率高。某加氢装置干气密封系统曾经因为电加热器失灵误指示造成干气密封带液失效联锁停机的事故。当然,二次加热是防止密封气凝结带液的最后措施,如果带液量过大,二次加热也无法避免密封带液,事例中的加氢装置第三次密封失效时,主密封气温度在110℃以上,过大带液量还是造成两端密封同时失效,二者失效时间间隔0.5 s。
3.4.2 离心机本体制造质量的风险因素
在干气密封首次投用前应对机身壳体密封气流道进行重点检查。机身出厂时,密封气壳体流道内隐蔽拐角处会残存一定量的铁屑、锈斑、油污等杂质,如果检查不到位或处理不彻底会存在干气密封因杂质失效的隐患。
机身壳体二次平衡管在机体壳层两端梳齿密封中心位置孔径大小,对干气密封的稳定运行有直接影响。如果梳齿平衡管孔径不足,二次平衡气会存在节流现象。某加氢装置干气密封失效后,对离心机本体返厂进行彻底检查,机壳外内径25 mm,机体内14 mm,经过对梳齿密封二次平衡气孔按照壳体尺寸扩孔加工(由14 mm变更成25 mm),有效提高二次平衡效果,保证了密封腔压力稳定。
设计方应对梳齿密封与轴间隙进行核算,确保间隙满足一级主密封气流速要求(图7),一定的气体流速能有效减少密封气带液的风险。在正式安装机封前应实际测量梳齿密封与轴间隙数据并与设计数据对比,有利于投用后主密封气流通情况的预判。由于安装经验的原因,安装人员往往忽略这个程序,不利于以后的干气密封失效原因分析。
3.5 干气密封本体安装、使用的风险管理
3.5.1 干气密封的安装过程风险因素
安装前,使用单位要与制造商、项目工程师、产品现场服务人员进行技术对接,明确检查项目、划分负责区域、落实处理措施、制定验收标准,验收合格联合签字后方可进行安装。这项工作意义在于建立互信、明确职责、便于协调、发现问题及时落实解决措施、避免推诿、保证进度。

图4
技术人员通常要在安装前认真审核机组轴位移定位等数据,定位不准确将严重影响安装质量及运行稳定性。产品设计对允许最大轴位移有明确要求(一般为±2 mm),有经验的安装人员会对轴定位根据实际测量数据提出意见和建议。转子轴或轴套径向跳动公差以及O型橡胶圈经过的轴或轴套端部要符合相关要求[2-3],否则在反复拆装过程中会对橡胶圈造成辗轧损伤,影响运行效果和使用寿命,造成干气密封失效风险隐患。
3.5.2 干气密封的运行保养风险因素
依据相关规定,在正常运行和工艺稳定的条件下,干气密封正常使用不小于3年[2]。密封设计和材料选择经过计算来确保在连续操作情况下寿命至少为50000 h。加氢装置循环氢压缩机的三级串联密封使用24个月(或一个生产周期)后要进行如下维护:更换所有橡胶件、更换弹簧、更换所有动静环、进行静动压试验。对于密封备件存储24个月以上(不管存储环境是否理想),都必须按上述要求维护,消除运行中因部件老化导致失效的隐患。

图5

图6
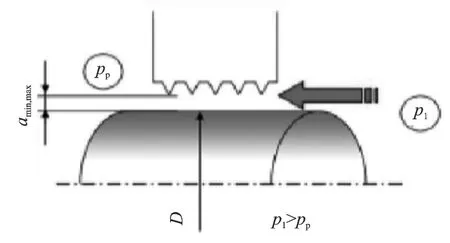
图7 梳齿密封轴间隙
4 结语
加氢装置循环氢压缩机干气密封失效原因通常只有2个——气体带液和杂质侵入,而导致气体带液的因素却很多。通过对以上5个系统的风险因素分析,只有对干气密封系统从设计、制造、安装、操作方面进行系统管理和维护,才能有效消除风险隐患,保证机组长周期运行,实现生产效益最大化。
猜你喜欢
橡塑技术与装备(2022年11期)2022-11-08 01:14:12
橡塑技术与装备(2022年9期)2022-09-05 14:50:14
水泵技术(2022年2期)2022-06-16 07:08:26
隧道建设(中英文)(2022年3期)2022-04-20 01:55:12
船舶标准化工程师(2019年4期)2019-07-24 07:21:12
石油化工建设(2018年3期)2018-11-30 02:03:12
石油化工自动化(2018年5期)2018-11-14 02:34:22
橡塑技术与装备(2018年17期)2018-09-01 06:59:26
化工管理(2017年36期)2018-01-04 03:26:13
化工管理(2015年21期)2015-05-28 12:12:56