闪蒸干燥设备在分子筛装置应用过程中的改造完善
2019-11-14 07:19闫俊杰
石油化工设备技术 2019年6期
闫俊杰
(中国石化催化剂有限公司长岭分公司,湖南 岳阳 414000)
2002年,中国石化催化剂有限公司长岭分公司(下称长岭分公司)与某省设计院(下称设计院)合作开发出国内第一套Y型分子筛旋转闪蒸干燥装置,并应用于分子筛车间。该装置集气流干燥和流化床干燥技术之所长,克服了一般干燥设备效率低、能耗大和干燥不均匀等缺点,大幅减少了下游焙烧工序的能耗,提高了产品质量【1】。
该旋转闪蒸干燥机型号为XS-1400,筒体直径φ1 400 mm,环隙口直径φ1 200 mm,采用皮带轮驱动,皮带速比2:1。设备占地面积小,适合连续化大生产,具有干燥效果好、效率高、处理量大、可连续操作、调节灵活、易操作等特点。
设备在投用初期,容积泵仅能以5~8 Hz(全频50 Hz)的频率向闪蒸塔进料,该频段对应的处理能力为设计处理能力的30%左右,即使是在这么低的处理能力之下,闪蒸主机运行30 min(有时甚至只有几min)就会出现皮带脱落或断裂、主机卡死、生产被迫中断的现象,整套装置无法形成连续生产能力。本文通过分析设备结构,找出了问题原因,并采用优化设计改良设备结构,完全消除了运行时存在的故障,保证了生产的正常进行。
1 设备简介【2】
1.1 工作原理
热空气从干燥机底部进入干燥室,经气体分配器后,热空气旋转向上流动。较大、较湿的物料颗粒在搅拌器的作用下被破碎成细小颗粒,在热风的作用下处于流化状态并沿着干燥室器壁旋转上升。破碎干燥后的细颗粒被气流带出,在除尘器中分离收集。
1.2 特点
1) 物料因受到离心、剪切、碰撞作用而被细化,呈高度分散状态,气固两相间相对速度较大,强化了传质和传热;
2) 干燥时间短,物料不会过干燥;
3) 热空气在干燥室内产生强烈的旋转运动,对器壁上的物料产生强烈的冲刷作用,可有效地防止物料的粘壁现象。
2 主要故障原因分析
2.1 主机皮带易脱落、烧毁、断裂,主机突然死机
2.1.1 塔体结构设计不合理
由于分子筛粘附性极强,物料粘附在干燥塔塔体φ1 200~φ1 400 mm的变径斜面上(见图1)。当粘附在变径斜面上的物料累积到一定量后,物料的重力大于粘附力,物料就突然垮下来充塞到搅刀室,使搅拌阻力突然成倍加大,致使主机皮带打滑、烧毁、断裂、脱落,主机突然死机。
2.1.2 进料管嘴在塔内的结构不合理
设计院为长岭分公司设计的进料管嘴入塔后成90°向下弯曲,物料入塔后,在重力和泵的压力双重作用下,快速向环隙口移动,在环隙口形成堆积,继而堵塞环隙口,使热风难以穿过环隙形成风场。
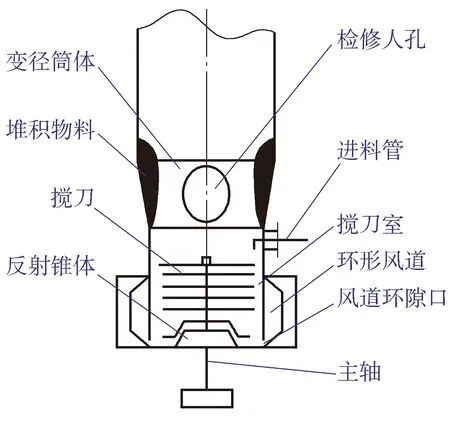
图1 原闪蒸干燥设备塔体结构
2.1.3 进料管嘴出料口在塔内的位置不合理
进料管嘴离塔壁仅50 mm的距离。热风在塔内的速度分布是:在靠近塔壁处风速较小,离开塔壁后风速逐渐增大达到峰值;然后继续向塔中心延伸,风速逐渐减小,至塔中心后风速达到最小。
由于靠近塔壁的热风风速较小,如果料嘴靠近塔壁,其垂直方向上的物料重力大于浮力,物料会迅速向环隙口移动;在水平方向上,因物料距塔壁较近,到达塔壁的时间也较短,难以干透,未干透的分子筛物料在风场的作用下会迅速粘附在塔壁上,层层粘附,以致成堆。
2.2 生产能力达不到设计要求
通过对同类设备的解剖分析和理论计算,认为设备出现故障原因有以下几个方面。
2.2.1 环隙口的间隙过小
设计院为长岭分公司设计的闪蒸干燥装置,其环隙口间隙为20 mm(环隙小),导致:1)热风量过小,处理能力达不到设计要求;2)热风风速过快,物料吸附在布袋上难以撤出分散,阻力急剧增大,使得处理能力达不到要求。
闪蒸干燥装置设计参数见表1。理论计算【3】如下:
1) 物料衡算:
脱水量M=G2(W1-W2)/(1-W1)
=1279.91 kg/h;
进料量G1=G2+M
=2 362.91 kg/h。
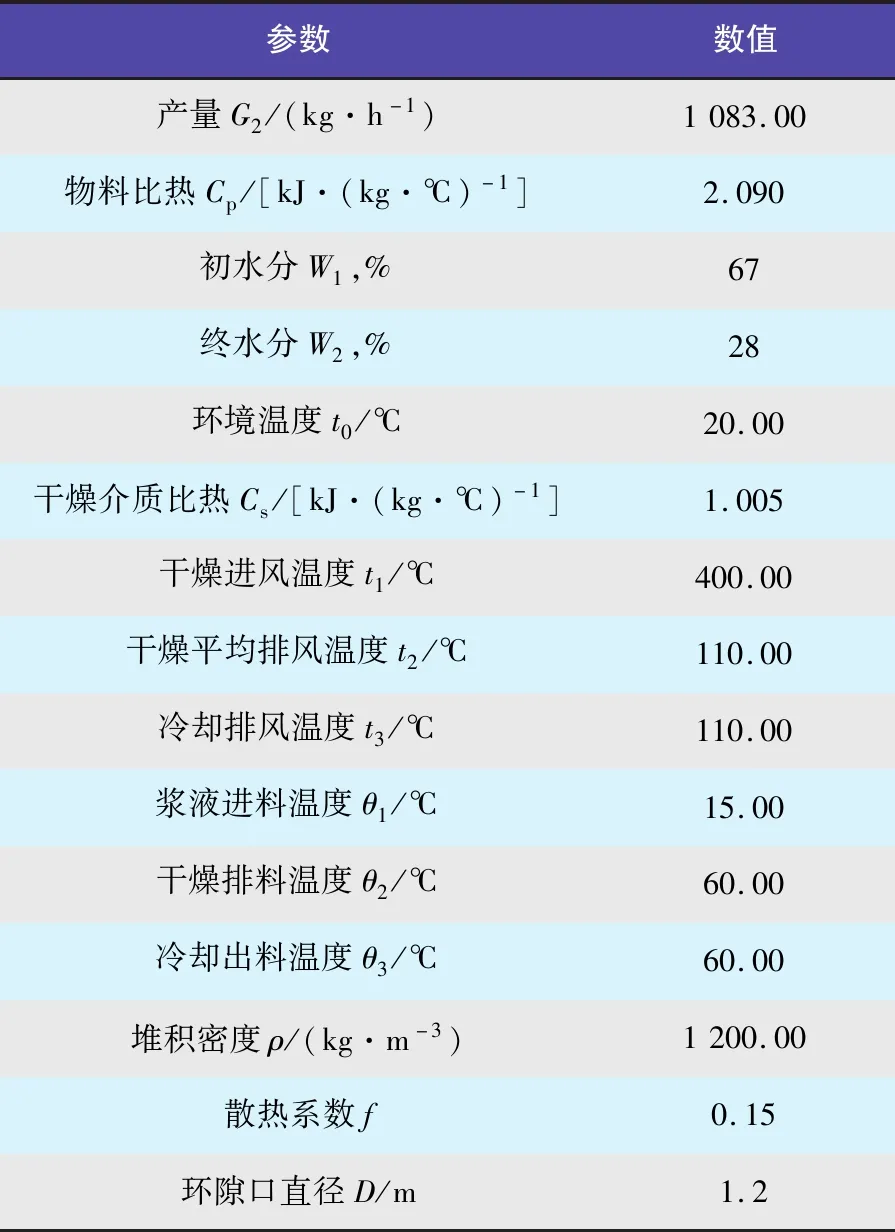
表1 闪蒸干燥设备设计参数
2) 热量衡算:
① 挥发水份耗热
Q1=M(595+0.47t2-θ1)
=1 279.91×(595+0.47×
110.00-15.00)
=808 519.15 kcal/h
=3 384 461.15 kJ/h。
(1 kcal=4.186 kJ)
② 物料升温耗热
Q2=G2Cp(θ2-θ1)
=1 083.00×2.090×(60.00-15.00)
=101 856.15 kJ/h。
③ 系统有效热
Q=(1+f)(Q1+Q2)
=(1+0.15)×(3 384 461.15+
101 856.15)
=4 009 264.90 kJ/h。
3) 干空气耗量
L1=Q/[Cs(t1-t2)]
=4 009 264.90/
[1.005×(400.00-110.00)]
=13 756.27 kg/h。
4) 排风温度下体积流量
V=(L1+M)×(273.15+t2)/
(273.15+80.00)
=(13 756.27+1 279.91)×
(273.15+110.00)/(273.15+80.00)
=16 313.50 kg/h
=12 744.92 m3/h。
(空气密度ρa=1.28 kg/m3,
5) 风速计算
① 环隙为20 mm的环隙口面积S20:
S20=π×D×0.02
=0.075 3 6 m2
② 环隙为20 mm的环隙口风速V20:
V20=(t1+273.15)/273.15×V/
(S20×3 600)
=(400.00+273.15)/273.15×
12 744.92/(0.075 4×3 600)
=115.77 m/s
闪蒸干燥对在塔内的热风风速要求是30~60 m/s,环隙为20 mm时热风风速远远超过60 m/s的上限风速。
2.2.2 反射锥体与环隙口的距离太远
原设计反射锥体底边与环隙口的距离约为200 mm,由于距离太远,热风在环隙口至反射锥体之间的涡流大、热风损失大,导致处理能力下降,达不到设计要求。锥体底部涡流形成示意见图2。
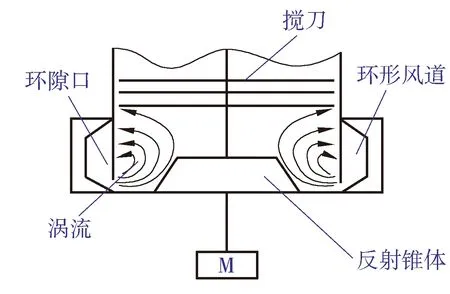
图2 锥体底部涡流形成示意
2.3 轴承更换困难
原设计轴承箱与闪蒸筒体为一个整体,更换轴承必须拆除闪蒸出口短节和所有搅刀、反射锥体,然后将轴和轴承一起吊出更换,更换完后再重新组装。在拆卸过程中经常出现搅刀与轴抱死、拆不下来的情况,故此必须对搅刀进行破坏性拆除。整个过程需要5~6 d才能完成,严重影响了生产的正常进行,同时还造成了配件(搅刀)的损毁浪费。
3 改进措施
3.1 避免皮带脱落、烧毁、断裂和主机突然死机
3.1.1 改变进料管嘴结构
将进塔后的90°弯管割除,改弯管为直通管。
3.1.2 改变进料管嘴出料口在塔内的位置
将出料口放置在离开风速峰值又靠近峰值的某一点,物料在该点所受浮力与重力差不多,能呈现短暂的半悬浮状态;在水平方向上,物料到达塔壁的时间较长。
改造后的塔内出料口见图3。

图3 改造后的塔内出料口示意
3.2 使生产能力达到设计要求
3.2.1 改变环隙间距
拟将环隙间距由20 mm扩大至50 mm。理论依据计算:
S50=π×D×0.05
=3.14×1.2×0.05
=0.188 4 m2;
V50=(t1+273.15)/273.15×V/
(S50×3 600)
=(400.00+273.15)/273.15×
12 774.92/(0.1884×3 600)
=46.42 m/s。
V50=46.42 m/s在最佳风速30~60 m/s之间,理论上是行得通的。由于设计院设计的闪蒸干燥装置的环隙是不可调的,因此,我们将环隙口筒体整体向上割掉30 mm。
3.2.2 缩短反射锥体到环隙口的距离
重新制作反射锥体,使其底边与环隙口下边沿重合。
改造后的放射锥体见图4。
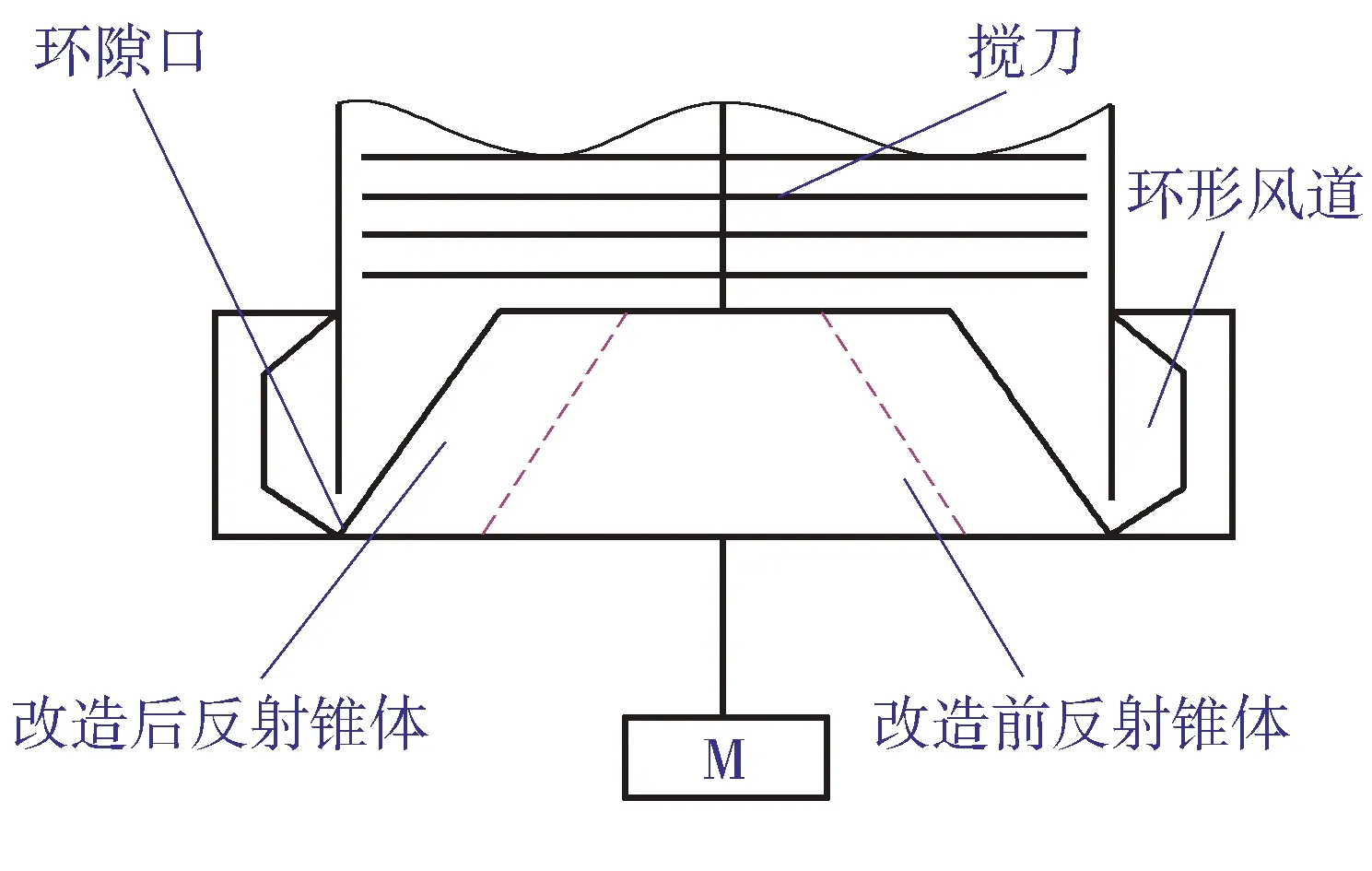
图4 改造后的反射锥体示意
3.3 轴承便于更换
将闪蒸轴承箱与筒体分离,改成对轮连接,对轮采用刚性连接。经改造后,只需将对轮断开,就可直接更换轴承,彻底解决了轴承更换困难的问题。
改造后,更换轴承只需4 h,大大缩短了检修时间,为正常生产提供了保障,同时可节约部分配件(搅刀)费用。
轴承箱改造前后的对比见图5。
4 结语
针对旋转闪蒸干燥设备运行期间所出现的问题,进行了改造和完善。通过改变进料管嘴结构、出料口位置和加大环隙口间距,解决了设备投用初期存在的死机等问题,大幅提高了闪蒸干燥机的处理能力;改变轴承箱结构,解决了轴承检修更换困难的问题。通过上述改造,有效地解决了闪蒸干燥设备运行周期短、产能达不到要求的问题。同时,设备的平稳运行,降低了员工工作强度,保证了生产平稳进行,提高了效益。改造前后的工艺参数对比见表2。

图5 轴承箱改造前后的对比
长岭分公司在后期投用的闪蒸干燥设备中都采用了改进后的设计,投入运行后,设备运转良好,完全达到了生产要求。同时,闪蒸干燥设备的成功改造应用,为该类设备在其他领域的应用提供了宝贵的经验。

表2 改造前后工艺参数对比
猜你喜欢
大连理工大学学报(2021年6期)2021-11-29
世界有色金属(2021年12期)2021-11-02
环球时报(2020-06-16)2020-06-16
小猕猴智力画刊(2020年5期)2020-06-01
物理实验(2019年4期)2019-05-07
世界有色金属(2018年8期)2018-06-28
世界有色金属(2018年10期)2018-01-30
北京航空航天大学学报(2017年7期)2017-11-24
资源节约与环保(2017年7期)2017-09-15
婚育与健康(2016年6期)2016-05-14