
PS-PVD热障涂层抗沙尘冲刷行为研究
2019-11-14 06:20:48陈文龙肖晓玲张吉阜
热喷涂技术 2019年3期
陈文龙,刘 敏,肖晓玲,张吉阜
(1.广东省工业分析检测中心,广州 510650;2.广东省新材料研究所,广州 510650)
0 引言
热障涂层(简称TBCs)不仅能够提高航空发动机热端部件的服役温度,还能够防止高温合金基体过早发生高温氧化腐蚀[1,2]。但飞机在低空或沙漠地带飞行过程中,外界空气中往往悬浮着许多尘埃硬质小颗粒,它们进入发动机内后会在惯性力作用下偏离气体流道而撞向发动机叶片及热端部件表面涂层,对涂层造成冲刷作用[3-5]。此外发动机封严涂层磨损失效剥落的微小碎屑以及燃烧形成的碳颗粒卷进高速射流中对发动机热端部件表面涂层同样会造成很大高温冲刷作用[6,7]。在上述外部硬颗粒和高速喷射下,多孔结构的热障涂层的过早剥落失效是不可避免的,将造成涂层的使用寿命降低。因此,沙尘冲刷引起的热障涂层过早剥落失效不容忽视。
苏尔寿-美科基于等离子喷涂(PS)和物理气相沉积(PVD)技术开发了等离子喷涂-物理气相沉积技术,由于该技术具备高速等离子体(~120kW)和真空燃烧室(50-200Pa),故喷涂粉末可以迅速被融化甚至气化[8-9]。通过调节喷涂参数(如功率、喷距等),可制备不同微观结构涂层,例如层状涂层、柱状涂层、混合结构涂层等[10,11],其中制备的羽-柱状结构热障涂层热导率低至0.50W/mK,具有优异的抗氧化和抗热震性能[12],有望成为最具前景的高推重比发动机和涡轮叶片制备技术[13-18]。但PS-PVD沉积过程中,单位体积内气相粉末粒子浓度较大,“阴影效应”加剧,涂层中纳米晶粒存在严重搭桥现象[19],晶粒之间的纳米级孔隙来不及向外扩散迁移,造成了PS-PVD热障涂层的孔隙率更高, 最高可达60%。国内外相关学者对比研究了PS-PVD热障涂层与APS和EB-PVD热障涂层抗冲刷性能,表明了PS-PVD制备的羽-柱状热障涂层的抗沙尘冲刷性能仍不及APS和EB-PVD热障涂层[20-21]。目前,在常温条件下PS-PVD热障涂层的冲刷失效行为和失效机理很少被研究,而采用APS技术改善PS-PVD热障涂层抗冲刷性能的思路方法几乎未被提及。
本文首先研究大气条件下PS-PVD羽-柱结构热障涂层冲刷失效机理,然后结合APS技术,在PS-PVD热障涂层表面制备了致密层状热障涂层,以提高PS-PVD羽-柱结构热障涂层的抗冲刷性能,重点研究致密层厚度对PS-PVD热障涂层的抗冲刷行为的影响。
1 试验
1.1 PS-PVD热障涂层及复合结构涂层试样制备
基体材料为Ni基高温合金(K417G),首先采用电火花线切割直径25.4mm,厚度6mm圆柱试样,接着对试样表面进行打磨、超声除油处理,采用28#号棕刚玉砂砾对除油后表面喷砂处理。然后在高温合金表面沉积了一层粘结层(厚度约100µm),以提高基体和涂层之间结合力,接着在粘结层表面制备羽-柱状7YSZ涂层(厚度约200µm)。作为对比试验,采用APS技术在羽-柱状涂层表面分别制备一层厚度为5μm、10μm、20μm的致密层状7YSZ涂层。热障涂层制备工艺参数如表1所示。

表1 7YSZ热障涂层制备工艺参数Table1 Deposition parameters of 7YSZ thermal barrier coatings
1.2 沙尘冲刷实验
涂层抗冲刷性能测试按照GE E50TF121标准进行测试,采用刚玉(Al2O3)砂粒,粒径大小为280目(约55µm),有不规则棱角,冲刷距离为101.6mm,冲刷角度为20°,送砂速率约为2±0.5g/min,压缩空气压力为0.25MPa, 冲刷装置如图1所示。采用涂层失重法来表征涂层的冲蚀速率,即每次加入0.005kg砂粒进行实验,砂砾消耗完后取出称重,计算每消耗1kg砂粒涂层的失重量,单位为g/kg。采用两个平行试样的平均值作为实验测试结果,冲刷后涂层表面及截面微观形貌采用SEM进行观察。

图1 沙尘冲刷实验装置Fig.1 Particle erosion test device
2 结果与讨论
2.1 冲刷试验结果及冲刷性能对比
图2(a)-(d)为分别PS-PVD羽-柱结构和复合结构(PS-PVD+APS)热障涂层冲刷前、冲刷1次、5次、6次后的宏观照片。由于PS-PVD沉积涂层过程中往往会缺氧,故喷涂态PS-PVD热障涂层呈现出灰白色。但随着涂层表面致密层厚度增加,复合结构涂层表面颜色逐渐向黄色转变,如图2(a)所示。在冲刷1次后,如图2(b)所示,由于1#涂层表面没有致密层保护,因此1#号涂层表面被冲刷最为明显,2#、3#复合结构涂层表面冲刷中心区呈现出白色,表明致密层也已经被冲破,而4#复合结构涂层仍呈现出黄色,表明致密层未被冲破。冲刷5次后,1#涂层冲刷面积最大且呈现出与中间粘结层相近的颜色,同时4#复合结构涂层表面也出现了冲蚀点,且呈现出白色,表明致密层也被冲破,如图2(c)所示。冲刷6次后,1#涂层冲刷面积没有明显增加,颜色也无明显变化,2#、3#涂层冲刷区面积无明显增加,但颜色有所加深,4#涂层表面冲蚀点逐渐增加形成较为明显的灰白色冲刷区,但在冲刷区周围仍存有明显黄色致密层,如图2(d)所示。
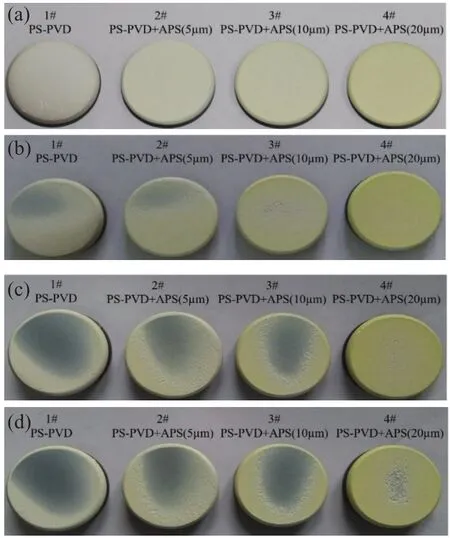
图2 7YSZ热障涂层冲刷宏观照片:(a)喷涂态;(b)冲刷1次;(c)冲刷5次;(d)冲刷6次Fig.2 Macroscopic photos of 7YSZ thermal barrier coating: (a)As-sprayed, experienced erosion, (b)1 time,(c)5 times, (d)6 times
图3为PS-PVD热障涂层和复合结构涂层冲刷6次后中心区表面微观形貌,可看到冲刷6次后中心区所有涂层表面形貌十分平坦,无法看到柱状结构。结合图4中的冲刷中心区截面微观形貌可推断,在冲刷6次后,所有涂层的底部致密层均没有被冲破,并仍然保留部分致密柱状根部。此外,从图4中明显可以看到,随着致密层厚度的增加,未被冲刷掉的致密根部越来越厚,分别为10μm、15μm、20μm、43μm,这说明致密层越厚,对PS-PVD热障涂层的保护作用愈加明显。

图3 7YSZ涂层冲刷6次后中心区表面微观形貌:(a)PS-PVD;(b)PS-PVD+APS(5μm);(c)PS-PVD+APS(10μm);(d)PS-PVD+APS(20μm)Fig.3 Center zone surface microscopic topography after erosion 6 times of 7YSZ coating:(a)PS-PVD, (b)PS-PVD+APS(5μm), (c)PS-PVD+APS(10μm), (d)PS-PVD+APS(20μm)

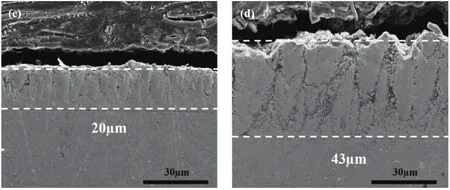
图4 7YSZ涂层冲刷6次后中心区截面微观形貌:(a)PS-PVD;(b)PS-PVD+APS(5μm);(c)PS-PVD+APS(10μm);(d)PS-PVD+APS(20μm)Fig.4 Center zone cross-sectional microstructure of the 7YSZ coating experienced erosion 6 times:(a)PS-PVD, (b)PS-PVD+APS(5μm), (c)PS-PVD+APS(10μm), (d)PS-PVD+APS(20μm)
2.2 PS-PVD热障涂层冲刷行为及失效机理
图5为涂层冲刷前和冲刷后的微观表面形貌。从图5(a)可以看出,涂层冲刷前微观表面呈现出“菜花状”结构,这是由于粉末在高温等离子体射流中被迅速气化,并快速沉积在基体表面所导致。冲刷后的涂层表面微观形貌如图5(b)所示,从冲刷后表面形貌特征可以看出,在冲刷边缘区(A区)较为疏松,将其进行局部放大,如图5(c)所示,可以看到冲刷前的涂层表面“菜花状”头部已剥落,表面呈现出V型槽形貌。图5(d)为冲刷过渡区(B区)的高倍图,可发现V型槽越来越少,涂层表面柱状结构根部越来越多,还有一些根部剥落形成的凹坑。同时从一些根部的局部放大图中还能发现贯穿柱状结构的“穿晶”微裂纹。图5(e)为冲刷中心区域,该区域涂层表面相当致密,没有发现任何的柱状结构。从局部高倍图可看到明显的切削沟槽,这与热喷涂耐磨涂层(Cr3C2, WC-Co涂层等)冲蚀表面形貌相类似[22],故涂层中心区冲刷呈现出典型的微观切削磨粒磨损失效机制[23-24]。
图6为涂层冲刷前和冲刷后不同区域的截面图。喷涂态PS-PVD热障涂层截面顶部为典型的“菜花状”头部,如图6(a)所示。当砂粒开始冲刷时,每个“菜花状”头部率先受到压-压脉冲载荷作用[24],造成微裂纹在二次柱状晶界处萌生。接着砂粒持续冲刷,微裂纹将沿着晶界扩展,导致“菜花状”头发生脆性断裂剥落,形成如图6(b)所示的V型槽。通常在沙尘冲刷过程中,涂层表面受到剪切应力与压力-压力脉冲载荷的正应力的相互作用,涂层表面V型槽边缘的凸起部分经受剪切脆性断裂并剥离,使得涂层表面由较为平整的柱状根部组成。接着当柱状根部受到法向正应力作用时,在柱状根部内部形成如图5(d)中“穿晶”微裂纹,随着冲刷的进行,“穿晶”微裂纹扩展会造成柱状内部结合力下降。此时受到剪切应力作用时,柱状根部将发生“穿晶”脆性断裂,从而形成凹坑,如图6(c)所示。当柱状根部逐渐被冲刷完后,由于涂层底部为致密的陶瓷层,此时砂粒冲刷所产生的剪切应力就像刀具对致密底层不断切削,逐渐形成如图6(d)所示的切削沟槽。
综上所述,PS-PVD热障涂层冲刷失效过程经历了三个阶段:
快速冲刷阶段,即砂粒对疏松的“菜花状”头部冲刷阶段。当涂层表面“菜花状”头部受到砂粒压-压脉冲载荷冲刷,会造成涂层内部二次柱状晶界处微裂纹的萌生,随着砂粒的不断冲刷,“菜花状”头部剥落后在涂层表面形成V型槽。
中速冲刷阶段,即砂粒对疏松头部以下,致密底部以上柱状结构冲刷阶段。柱状结构受到压-压脉冲载荷法向正应力作用,在柱状结构内部形成“穿晶”微裂纹,最后在切应力作用下造成柱状结构发生“穿晶”脆性断裂剥落在涂层表面形成凹坑。
慢速冲刷阶段,即砂粒对底部致密陶瓷层冲刷阶段。当底部陶瓷层受到压-压脉冲载荷正应力和切应力的相互作用发生塑性变形,其中正应力导致致密层表面产生压痕,切应力像刀具一样切削表面,形成长而浅的切削沟槽,属于典型磨粒磨损失效机制。

图5 热障涂层冲刷前和冲刷后表面形貌图:(a)喷涂态;(b)冲刷后;(c)冲刷A区放大图;(d)冲刷B区放大图;(e)冲刷C区放大图Fig.5 Microscopic topography of the surface of thermal barrier coating before and after erosion:(a)As-spray, (b)after erosion, (c)magnified images of erosion zone A in Fig.2(b),(d)magnified images of erosion zone B in Fig.2(b), (e)magnified images of erosion zone C in Fig.2(b)
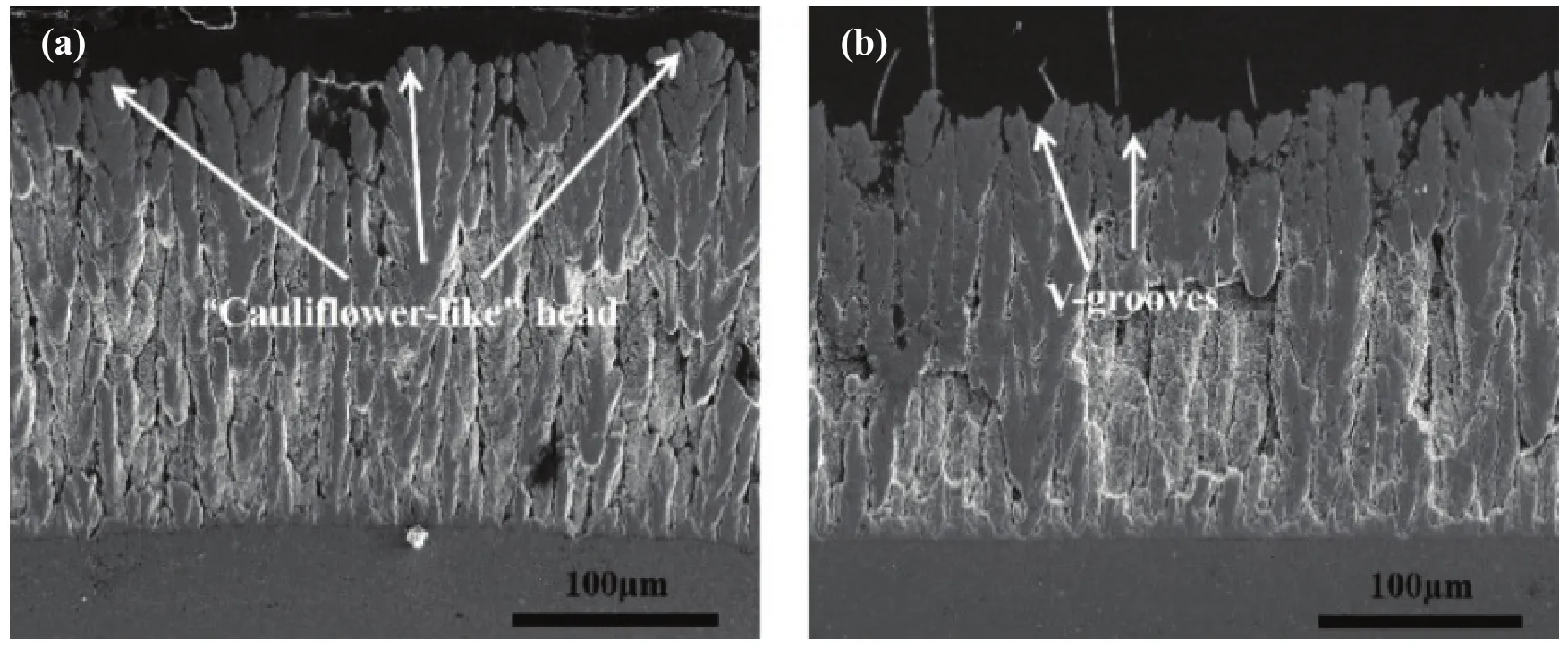
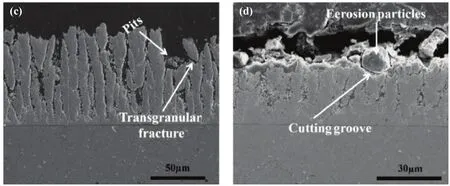
图6 PS-PVD热障涂层微观截面图: (a)喷涂态;(b)冲刷边缘区;(c)冲刷过渡区;(d)冲刷中心区Fig.6 Section microstructures of thermal barrier coating by PS-PVD :(a)As-spray, (b)erosion edge area, (c)erosion transition zone, (d)erosion center zone
2.3 致密层厚度对PS-PVD热障涂层冲刷行为的影响
从前文分析可知PS-PVD热障涂层冲刷经历了快速冲刷、中速冲刷和慢速冲刷过程,图7为PS-PVD热障涂层和复合结构涂层失重量随耗砂量变化规律图。已知等离子喷涂涂层(如Al2O3涂层等)冲刷失重曲线通常为一条单调线性直线[23,25-27],表明冲刷过程中涂层的冲刷速率不变。而从图7中可见致密层厚度5μm、10μm的复合结构涂层都经历了和PS-PVD热障涂层相同的三个冲刷阶段,致密层厚度为20μm复合结构涂层经历了两个冲刷阶段。当厚度为5μm时,复合结构涂层快速冲刷速率相对于PS-PVD热障涂层稍有降低,但中速和慢速冲刷速度与PS-PVD热障涂层几乎一致。结合冲刷后的宏观照片,可认为5μm致密层对PS-PVD热障涂层冲刷性能无明显改善;当厚度为10μm时,复合结构涂层快速冲刷速度相对于PS-PVD热障涂层有明显降低,此外中速冲刷速度也低于厚度5μm复合结构涂层,为7.78g/kg,这说明部分未被冲刷掉的10μm致密层仍然对PS-PVD热障涂层有保护作用。而进入慢速冲刷阶段,厚度10μm与5μm复合结构涂层冲刷速率无明显差异,这主要是因为此时致密层几乎被冲刷完,均对涂层无保护作用。结合冲刷后的宏观图片,可推测10μm致密层对PS-PVD热障涂层抗冲刷性能有一定改善。若以中速冲刷速度作为复合结构涂层的平均冲刷速率,通过计算可知,抗冲刷性能提高了约30%。而当厚度增加20μm,复合结构涂层初始冲刷速率仅为1.31g/kg,结合宏观照片,该速度可认为是层状致密层的冲刷速率,这也说明在冲刷4次后致密层仍未被冲破,对PS-PVD热障涂层起到完全保护作用。冲刷5次后冲刷直线斜率有所增加,这是由于致密层被冲破(如图2(c)所示),复合结构涂层后期冲刷速率为2.81g/kg。该速度和5μm、10μm复合结构涂层慢速冲刷速度相当,表明即使20μm致密层被冲破,仍然对PS-PVD热障涂层有相当好的保护作用。若以20μm致密层被冲破后的冲刷速率作为该复合结构涂层的平均冲刷速率,计算可知20μm复合结构涂层抗冲刷性能相对于PS-PVD热障涂层提高了约4倍。

图7 7YSZ涂层冲刷失重量随耗砂量的变化规律Fig.7 The variation law of mass loss of 7YSZ Coating with mass erodent exposure
3 结论
(1) PS-PVD热障涂层冲刷过程先后经历了三个阶段:首先是沙尘对疏松“菜花状”头部的快速冲刷阶段,接着是沙尘对疏松头部以下,致密底部以上柱状结构的中速冲刷阶段。最后未沙尘对致密底部陶瓷层的慢速冲刷阶段。
(2) 致密层厚度对PS-PVD热障涂层抗冲刷性能的提升,随着致密层厚度的增加而愈加明显。当致密层厚度为5μm时,对PS-PVD热障涂层的整体抗冲刷性能没有明显改善作用,只能降低了初始阶段的快速冲刷速率;当致密层厚度为10μm时,复合结构涂层中速阶段速率为7.78g/kg,使PS-PVD热障涂层的抗冲刷性能约提高了30%;当致密层厚度为20μm时,在致密层被冲破后仍然能够对PS-PVD热障涂层仍起到相当好的保护作用,使PS-PVD热障涂层抗冲刷性能提高了约4倍。
猜你喜欢
无机材料学报(2022年6期)2022-08-25 12:26:28
航空发动机(2021年1期)2021-05-22 01:20:44
济南大学学报(自然科学版)(2021年2期)2021-03-04 08:28:42
新少年(2020年10期)2020-10-30 02:04:05
上海航天(2018年3期)2018-06-25 02:57:48
江苏陶瓷(2017年2期)2017-05-30 10:48:04
电子制作(2017年10期)2017-04-18 07:23:14
航空材料学报(2015年6期)2015-02-27 13:48:23
应用海洋学学报(2014年1期)2014-11-22 07:17:38
Beijing Review(2013年10期)2013-12-06 09:12:26
