
多钎缝喷注器真空钎焊工艺
2019-11-04 09:34:44王文平张志伟武胜勇贾春林张汝俊
宇航材料工艺 2019年5期
王文平 张志伟 武胜勇 贾春林 张汝俊
(北京控制工程研究所,北京 100190)
文 摘 针对不同部位多条钎焊缝一次钎焊成型,开展采用BNi-2钎料进行喷注器真空钎焊工艺方法的实验研究。分析了表面洁净度、钎焊温度及钎缝间隙对喷注器密封性的影响。结果表明:钎缝间隙对由高温合金与不锈钢两种材料组成喷注体钎焊接头的密封性有显著影响。合理的钎缝装配间隙为10~15 μm,此间隙使钎缝中的钎着率>90%,并得到了内外部质量、密封性优良的接头。
0 引言
真空钎焊适宜于精密产品的钎焊,可一次钎焊多道焊缝,生产效率高,特别适宜钎焊不锈钢、钛及钛合金、高温合金等,广泛应用在航空、航天等领域,但是对钎焊零件的表面粗糙度、装配质量、配合公差等因素的影响较敏感。
喷注器是发动机的核心部件,一般由高温合金(GH3128)、耐热不锈钢(1Cr18Ni9Ti)等材料组成。由于高温合金、不锈钢性能差别大,且结构复杂、焊缝多,应用于高压、高温条件下,起到强度连接和密封隔离作用,因此焊缝质量对产品性能至关重要,目前绝大部分焊缝采用钎焊的方法进行连接[1-3]。
本文对喷注器采用真空钎焊工艺连接,研究表面洁净度、钎焊温度及钎缝间隙等因素对喷注器密封性的影响。
1 焊缝结构及技术难点分析
1.1 焊缝结构
喷注器各零件通过真空钎焊焊接而成,见图1。

图1 喷注器结构和焊缝位置Fig.1 The injection structure and weld location
1.2 母材及钎料成分分析
喷注器真空钎焊的母材包括高温合金GH3128(前室)、GH3030(毛细管)、不锈钢1Cr18Ni9Ti(框架、支撑架、法兰盘)。
BNi-2钎料是镍基钎料应用最为广泛的一种,对不锈钢和高温合金的润湿性、流动性都很好;有较高强度、抗氧化和耐腐蚀性能;钎焊温度范围与不锈钢及高温合金热处理制度相吻合。因此,喷注器选用BNi-2钎料进行真空钎焊是合理的。钎料形式为粉状,通过与少量聚乙烯醇水溶液进行均匀混合,用细铁丝沾少量钎料进行填充焊缝。主要成分及技术指标如表1所示。

表1 BNi-2钎料的主要成分及参数Tab.1 The main constituents and welding parameters of the BNi-2 brazing filler metal
1.3 技术难点分析
喷注器真空钎焊技术难点:(1)5条焊缝通过真空钎焊一次成形,需满足钎缝漏率≤1×10-4Pa·L/s;(2)毛细管与前室、毛细管与法兰盘之间的焊缝间隙不均匀,且毛细管伸出的长度很短,只有0.4 mm,易引起钎着率较低,导致密封性差,漏率超标,毛细管与前室钎缝钎着率低的金相照片如图2所示,钎料过度流动,使毛细管通道堵塞;(3)毛细管壁厚只有0.2 mm,为了保证毛细管的强度,必须保证钎料在毛细管上的熔蚀≤50 μm。

图2 毛细管与前室钎着率Fig.2 The brazing rate of capillary and front
2 解决措施
2.1 焊接试验件及试验流程
钎焊设备选用意大利生产的TAV TPH45/25/60型真空炉,工作真空度<5 mPa,炉温均匀性≤±4℃,可以满足喷注器真空钎焊的要求。
毛细管与前室、法兰盘之间的钎缝是喷注器保证密封性的重点和难点,作为本文研究重点,其钎缝深度分别为1.75、3 mm,因此选取3 mm作为试验件的钎缝深度,试验件的焊缝结构尺寸如图3所示。试验主要分为三个部分,包括提高焊缝表面洁净度、提高钎焊温度、增大焊缝间隙对喷注器密封性的影响。

图3 试验件的焊缝结构Fig.3 The welding structure of test piece
2.2 表面洁净度、钎焊温度、焊缝间隙对喷注器密封性的影响
2.2.1 焊缝表面洁净度对密封性的影响
工件表面存油污进行真空钎焊时,油污在高温条件下残留工件表面,起到阻钎剂作用,影响液态钎料的润湿铺展以及钎缝成形。另外,在焊前存放过程中,待钎焊工件表面不可避免的会覆盖着氧化物,将妨碍液态钎料在母材上铺展填缝。因此,真空钎焊前必须清除工件表面的油污和氧化物。
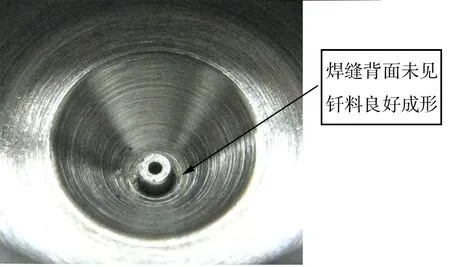
图4 提高表面清洁度后焊缝背面的成形Fig.4 The forming of back of welding seam after improving surface cleaness
在喷注器的焊前清理中,首先应对工件进行去除氧化膜处理,处理后的工件应放置在干燥柜中,并在2个月内完成钎焊。其次,在钎焊前清洗工件时,应使用汽油浸泡清洗,去除工件表面的油污,再使用无水乙醇将工件清洗干净。但是在保持原有的升温速率为10℃/min、钎焊温度1 034℃、配合间隙5 μm不变的情况下,仅对工件表面清理进行改进,并没有获得焊缝背面成形良好的钎焊接头,如图4所示,可见,焊缝表面洁净度不是影响密封性的主要原因。
2.2.2 钎焊温度对密封性的影响
钎焊温度是影响焊缝质量的重要影响因素之一。在钎焊温度下熔化的钎料,借助毛细作用力进入接头装配间隙,熔解并扩散进入母材。钎焊温度稍高于钎料熔点,能减小液态钎料表面张力,提高润湿性,增加填缝能力,并与母材充分作用,提高焊缝质量。钎焊温度过高易引起钎料中低沸点成分的蒸发,导致钎料与母材过分相互作用而溶蚀,降低接头强度。保持配合间隙5 μm不变,将钎焊温度从1 034℃提高到1 037℃和1 040℃,分别对试验件进行钎焊,但是也没有获得焊缝背面成形良好的焊接接头,如图5所示,可见,钎焊温度也不是影响密封性的主要原因。

图5 提高钎焊温度后焊缝背面的成形Fig.5 The forming of back of welding seam after raising brazing temperature
2.2.3 钎缝间隙对密封性的影响
在钎焊过程中,钎焊间隙决定着钎料的毛细填缝能力以及与母材的相互作用等,必然极大地影响钎焊接头的质量和性能。钎焊间隙如果太小,钎料就很难进入钎焊间隙,如果太大,毛细作用太弱,钎料也很难填入钎焊间隙,钎料与母材之间熔解及扩散能力降低,焊缝力学性能也随之降低。
保持钎焊温度为1 034℃不变,将焊缝处的配合间隙分别增加到10、15 μm,分别钎焊了多组试验件,这几组试验件的钎缝中钎料填充情况比较理想,钎缝背面成形良好。因此,钎缝间隙是影响密封性的主要原因。5条钎缝钎焊缝结构都是用千分尺先进行测量毛细管外径尺寸,然后进行粗打孔,随后进行配打孔,检测孔合格的方法是通过磨削方法制作每隔1 μm装配孔的塞规,通规通过装配孔和止规不通过装配孔,保证装配配合间隙在10~15 μm。
3 改进后钎着率和密封效果
经过上述试验可以看出:钎缝间隙是影响喷注器钎着率的主要因素,增大焊缝间隙到10和15 μm,钎料就可以填充整条焊缝并在焊缝背面良好成形。钎焊缝件先线切割沿焊缝进行剖切,然后用1000#金相砂纸打磨焊缝抛光,随后进行腐蚀,在50倍显微镜下进行观察,发现区域存在个别小孔,填充率>90%,毛细管处未见溶蚀现象。因此,在后续生产中将喷注器的焊缝间隙调整为10~15 μm,焊缝情况如图6所示。
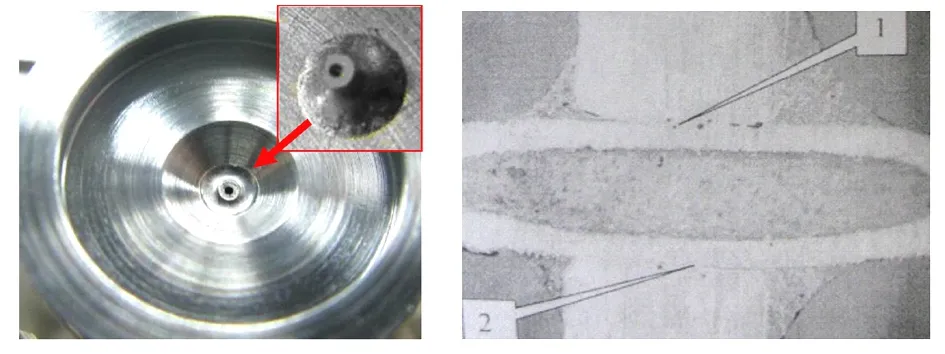
图6 焊缝背面的成形及钎焊填充效果Fig.6 The forming of back of welding seam and the effect of brazing filler
钎焊后喷注器密封性用氦质谱仪检测外漏率。采用氦质谱仪加压检漏的方法,实验步骤为:安装好检漏夹具后,用一定体积的气罩罩住检测试件并抽真空,对喷注器加压,充入氦气,检漏压力3 MPa,保压时间≥5 min后测外漏率,检测结果显示外漏率为7×10-6Pa·L/s,<1×10-4Pa·L/s。说明该工艺条件下钎焊的毛细管钎焊接头密封性良好。
4 结论
(1)在其他条件钎焊参数不变的条件下,通过提高焊缝表面洁净度,焊缝背面钎焊接头成形较差,焊缝表面洁净度不是影响密封性的主要原因;
(2)在其他条件钎焊参数不变的条件下,改变钎焊温度为1 034℃、1 037℃和1 040℃,未获得焊缝背面成形良好的焊接接头,钎焊温度也不是影响密封性的主要原因;
(3)在其他条件钎焊参数不变的条件下,改变配合间隙为5、10和15 μm。结果显示钎缝间隙在10~15 μm时能获得内外部质量优良、密封性良好的钎缝。钎缝间隙是影响密封性的主要原因。
猜你喜欢
航天标准化(2023年3期)2024-01-21 03:47:40
机械制造(2022年5期)2022-06-10 02:03:10
装备制造技术(2021年4期)2021-08-05 07:39:36
制造技术与机床(2019年11期)2019-12-04 05:50:46
中国煤炭地质(2019年1期)2019-02-15 06:11:54
电焊机(2018年4期)2018-05-03 03:12:10
现代商贸工业(2016年11期)2016-12-26 10:00:28
焊接(2015年5期)2015-07-18 11:03:40
设备管理与维修(2015年12期)2015-04-09 06:57:04
机电信息(2014年26期)2014-02-27 15:53:33
