重载铁路用锻造高锰钢辙叉的结构设计和应用
2019-10-29 09:14:42闫旭辉
山西建筑 2019年18期
闫 旭 辉
(中铁宝桥集团有限公司,陕西 宝鸡 721006)
1 概述
重载运输是国际上公认的铁路货物运输的有效方式之一,具有轴重大、牵引质量大、运量大的特点。主要代表大秦铁路是中国第一条双线电气化开行重载单元列车的运煤专线,2018年运量达到4.51亿t,重载列车开行数量、密度、货运总重均达到世界之最,同时,随着重载铁路的发展,铁路道岔(辙叉)无缝化技术逐渐进行推广,作为道岔的核心部件——辙叉,整铸辙叉寿命仅为1亿t~1.3亿t,而线路天窗时间短,更换轨件工作量大,较频繁的更换,不但增加养护维修成本,对行车安全也造成隐患,已不能满足既有线路要求。为此,采用锻造高锰钢材料研发的75 kg/m钢轨12号锻造高锰钢组合辙叉,不但结构安全性高,而且锻造高锰钢高强度、超强韧的特点得以充分发挥,大幅延长服役寿命,材料性能见表1。

表1 材料性能
2 设计原则
1)适用30 t轴重以下,货车以V≤90 km/h速度通过的运行条件。
2)与既有SC559、研线1116道岔中的辙叉可互换。
3)适应跨区间无缝线路。
3 结构
75 kg/m钢轨12号锻造高锰钢组合辙叉(以下简称组合辙叉)由锻造高锰钢心轨(以下简称锰叉心)、翼轨、叉跟轨、间隔铁、铁垫板、高强螺栓、弹性扣件、轨下及板下垫层等部件组成,见图1。

3.1 锰叉心
3.1.1材质
采用高强度、高韧性、低裂纹敏感性的锻造高锰钢制造。锻造后基本消除内部缩孔、缩松等铸造缺陷,组织更加均匀,力学性能优异。
3.1.2锰叉心与翼轨配合结构
1)锰叉心中间区域。锰叉心与翼轨上下颚1∶4斜面配合,上下颚圆弧处间隙配合,翼轨轨头与钢轨轨头间隙1 mm。
2)锰叉心两端区域。为了避免车轮横向力对应锰叉心两端薄弱区域冲击而造成裂纹、剥落掉块病害的发生,锰叉心两端与翼轨(钢轨)轨头采用密贴配合,同时设计较大的心翼轨高差,提高强度。
3.1.3锰叉心趾端过渡段结构
通过设计合理的锰叉心趾端顶面与翼轨的高差,LMA车轮在锰叉心翼轨外侧距轨距线40 mm宽位置(实际选取咽喉位置)与钢轨和锰叉心顶面接触,随锰叉心翼轨宽度减小,车轮逐渐脱离锰叉心向翼轨过渡,在锰叉心翼轨外侧距轨距线20 mm宽位置,车轮距锰叉心顶面最小间隙不少于2 mm,过渡长度L2mm,L2区域轨顶面呈斜面降低,提高趾端的平顺性,见图2。

3.1.4心轨结构
为了提高锰叉心心轨宽20 mm~50 mm区域强度,降低接触应力,延长辙叉使用寿命,对心轨工作边加宽设计:心轨宽20 mm~50 mm区域单侧均匀按1∶5斜度加宽,然后向两端过渡。加宽后心轨承载面面积较大,心轨粗壮,接触应力降低,延长心轨使用寿命不低于40%。
3.1.5降低值
大数据表明,辙叉服役过程车轮对心轨的冲击强度大于翼轨,为此通过增大心轨降低值的措施,即车轮从心轨往翼轨过渡时,在脱离心轨30 mm断面后与心轨不再接触,翼轨完全承受载荷,从而减少车轮对心轨小断面区域的冲击,延长心轨使用寿命。
3.1.6锰叉心间隔铁与叉跟轨配合结构
辙叉锰叉心间隔铁与叉跟轨上鄂主要为圆弧和少部分1∶4斜面配合,尾部设计为燕尾结构,提高抵抗温度力性能,因此,增强了稳定性,燕尾结构能够阻止叉跟轨水平方向移动,适用于无缝线路。
3.2 翼轨、叉跟轨
材质均选用U75V在线热处理钢轨制造。翼轨仅对第一个折点轨头进行刨切,以减少翼轨刨切量和弯折角度,降低组装难度。
3.3 止口间隔铁结构
止口间隔铁设计圆形凸止口,与锰叉心凹止口连接,为面接触,单位面积承载较大,整体稳定性较好,见图3。

3.4 间隔铁及高强螺栓
采用材料为Q235B的焊接间隔铁结构,共6块;18条M30 10.9级高强度螺栓和10级的防松螺母组装联结。
3.5 轨底坡设置
辙叉趾、跟端设1∶40的轨底坡,辙叉趾端的轨底坡是由翼轨前接头夹板后280 mm扭转过渡。
3.6 螺栓的防松
叉跟轨与翼轨重合范围采用螺栓+防转垫圈+GB6184自锁螺母,其余采用螺栓+防转垫圈、NS-01b双螺母防松。
4 组合辙叉部件强度校核
经分析,图3处结构受力大,属薄弱部位,因此对该处部件进行校核。依据车辆—道岔耦合动力学分析结果,车辆过岔时,产生的最大轮轨竖向力F为300 kN,心轨采用锻造高锰钢制造,抗拉强度900 MPa,屈服强度400 MPa。
4.1 图3处高强螺栓受拉校核
1)查标准,M30高强螺栓施工预拉力Pe=407 kN(实际采用值)。2)10.9级别高强螺栓的许用拉应力[σ]:900 MPa。3)螺栓直径d:30 mm。4)摩擦力f。

建立高强螺栓受力模型,如图4所示。由于锰叉心与钢轨下斜面接触,在竖向力F作用下,挤压力F3产生静摩擦力f:
N=F3=F×73/(37+73)=300×73/(37+73)=210 kN。
f=μN=0.15×210=31.5 kN。
其中,μ为摩擦系数,取μ=0.15;N为压力,N。
F1=Pe=407 kN。
F2=F3×sin14.07°=210×0.24=50.4 kN。
F0=F1+F2-f=407+50.4-31.5=425.9 kN。
根据第四强度理论危险截面拉伸应力应满足:σca=1.3σ≤[σ]。
σca=784 MPa≤900 MPa。
结论:图4处M30螺栓拉应力强度满足要求。
4.2 图5处止口间隔铁强度
4.2.1受压校核
间隔铁材料为Q235B,许用挤压应力[σbc]:240 MPa。

4.2.2受剪校核
间隔铁材料为Q235A,许用剪切应力[τ]:98 MPa。

τ=[τ]。
结论:图3处止口间隔铁强度满足要求。
5 关键技术
1)国内首次采用锻造高锰钢材料制造锰叉心,大幅提高辙叉的使用寿命。
2)心轨等宽加宽设计,降低了制造难度,提高了心轨强度。
3)合理的结构,例如心轨降低值、锰叉心前端和后段降低值等,提高了辙叉平顺性,减少了车轮对心轨小断面区域的冲击。
6 上道情况
6.1 上道信息
2018年开始组合辙叉在大秦铁路神朔铁路小批量上道应用,良好效果,在线辙叉最大通过总重5.64亿t,截至4月24日在线辙叉使用情况的统计见表2,图5。
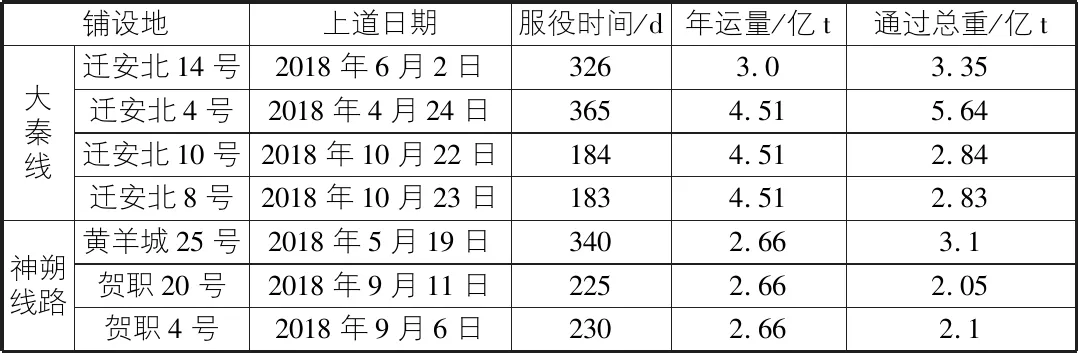
表2 在线使用信息
6.2 磨耗分析
对在大秦铁路上道使用钢组合辙叉和普通线路铸造高锰钢辙叉轮廓检测可知,在同等运量条件下,锻造高锰钢与铸造高锰钢磨耗相比,前者心轨磨耗明显低于后者,翼轨磨耗接近,见图6。
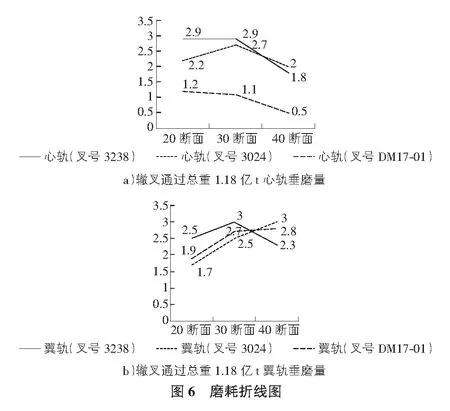
由于锻造高锰钢综合力学性能更加优异,每亿吨心轨垂磨量0.8 mm,而铸造高锰钢每亿吨心轨垂磨量达1.4 mm。
7 结语
由于锻造高锰钢高强度、超强韧等特点,降低了铁路工务辙叉养护工作量,大幅提高服役寿命,经与国内主流道岔厂家制造的不同材质、不同结构的组合式辙叉同工况、同岔位应用比较,中铁宝桥开发的组合辙叉在2018年率先满足了大秦线迁安北站无缝化连接要求,并完成了与线路的焊连,产品质量深受用户好评。作为辙叉高端产品,市场前景广阔,将在我国重载线路上得到广泛应用。
猜你喜欢
减速顶与调速技术(2020年1期)2020-07-27 02:49:28
铁道通信信号(2019年9期)2019-11-25 01:44:52
铁道通信信号(2019年6期)2019-10-08 09:02:26
大连交通大学学报(2018年6期)2019-01-03 07:26:00
上海金属(2016年1期)2016-11-23 05:17:36
河北工业大学学报(2016年6期)2016-04-16 02:54:21
焊接(2016年1期)2016-02-27 12:59:40
铁道建筑(2014年3期)2014-12-25 02:11:10
中国铁道科学(2014年1期)2014-06-21 06:34:02
铸造设备与工艺(2011年3期)2011-01-24 00:40:12