
一种塔器吊装方法和设计
2019-10-26 09:20:52卢沛伟
设备管理与维修 2019年12期
卢沛伟
(中海油能源发展装备技术有限公司深圳分公司,广东深圳 518000)
0 引言
塔类设备是化工行业常见的主要设备之一。塔类设备安装的质量、进度以及安全一般为整个工程项目的重点,特别是对于一些超大、超重、超高的塔类设备的吊装,涉及面广,安全程度要求高,介绍一套吊装方案,涉及塔器吊装用工装设计,吊装计算、机械选型等。供同类工程设备吊装参考。
1 吊装抱卡和吊耳设计
由于2 个塔的高度高,壁薄(平均壁厚12 mm),塔身强度较弱,且设备设计时未设置用于吊装的吊点,造成吊装困难,无法按常规方式吊装。经过周密考虑,决定采用制作吊装辅助加强框架对塔身进行加强。采用1 组抱箍抱紧塔身,吊点设在抱卡进行吊装。此方法可对塔身进行加强,避免塔身在起吊过程中变形。上部吊耳设在吊卡上,对称布置2 个AX 型轴式吊耳,单个吊重按公称吊重为40 t 设计。塔B 吊装抱箍设计验算
1.1 抱箍的设计
根据塔B 图纸以及抱箍质量,同时考虑安全因素,可得吊装质量P=38 t,结合塔B 的结构,设计的抱箍如图1 所示。
(1)吊耳选用。根据HG/T 21574—2008,抱箍两侧吊耳选用国家标准吊耳AXA 型:AXA-20-DN250 的吊耳,单个吊耳承载力20 t,符合吊装要求。根据编制要求,吊耳处最小壁厚28 mm(25 mm),材料为GB 712—2011 DH36.
(2)抱箍宽度。抱箍宽度依据SH 30515—1990《大型设备吊装工程施工工艺标准》选取。其开口薄壁圆筒体(抱箍)补强有效长度B1=B+1.56(R+0.5T)1/2。
式中,B1为筒体有效长度,B 为吊耳直径,R 为筒体半径(抱箍内半径),T 为筒体厚度=25 mm。计算得出B1=1.49 m。抱箍整体宽度为1.5 m,符合要求。
1.2 连接螺栓受力
(1)螺栓预紧力。吊装中预紧使抱箍抱紧设备后,产生的摩擦力。单组螺栓受力F1=KP/(nμ)。
式中,K 为动载系数1.2,n 为螺栓数目,共计16 组,μ 为摩擦因数,μ=0.38。计算得出F1=73.6 kN。为保守起见,取F1=75 kN。
(2)初始吊装单组螺栓受力F2=(1.2×P/4)/8=14 kN。
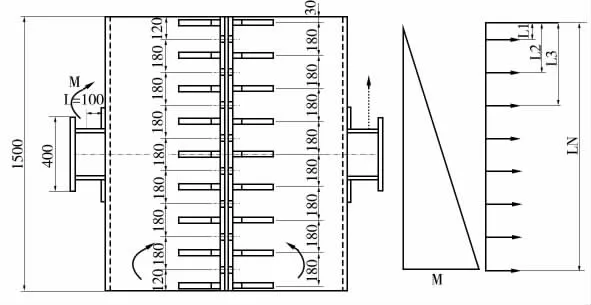
图1 设备直立后螺栓受力
(3)设备直立后螺栓受力。设备直立后排螺栓受力见图1。螺栓组所受力矩M=ΣLn×F3=K(P/2)L=22.4 kN·m。ΣLn×F3=22.4 kN·m,F3=3.8 kN。
(4)校核。设备初始起吊时,单组螺栓受力F=F1+F2=89 kN,当设备直立后,单组螺栓受力F=F1+F3=78.8 kN,螺栓有效面积S=Fmax/[σ],d=(4S/π)0.5。式中:[σ]为35CrMoA,8.8 级螺栓常温下许用应力,取228 MPa,得d=22.3,所以选用M30 螺栓。
1.3 抱箍连接面受力(表1)
根据表1 分析截面受力:假设螺栓均匀受力,焊缝系数为0.8。M=8×FmaxL=42.7 kN·m,σ=M/W=172.1 MPa,σ/0.8=227 MPa,τ=KP/S=6.0 MPa,τ<[σ]=135 MPa。
塔下部吊耳依据《化工设备吊耳及工程技术要求》进行初步设计,选型为一个AP 型尾部吊耳,按公称吊重25 t 进行设计。
为防止抱卡松脱,在塔底部裙座上焊接两个吊耳,使用30 m 长连接绳从抱卡吊点连接到底部吊耳。塔A 安装抱卡和安装位保温临时拆除时,需使用载人吊篮作业。
2 塔B 重心计算
2.1 塔B 重心计算
塔B 设备总重29.36 t,安装完保温层、小操作台后,设备吊装总重按38 t 设计。各部分重量及重心见表2。塔B 中1~12 分项设备重量较重,因其余设备重量较轻且基本均布于整个塔B,故汇总在13 分项中。裙座底板位置为Z 向计算原点。
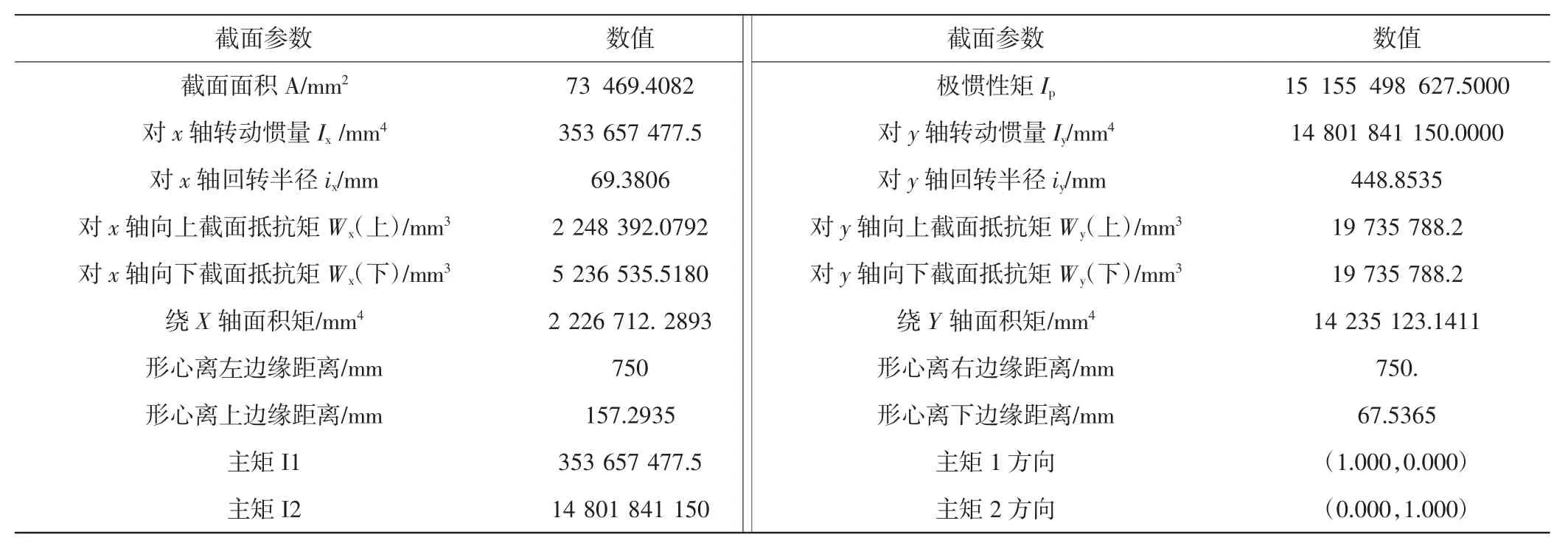
表1 截面几何参数

表2 塔B重心计算
2.2 增加吊装抱卡后重心计算
辅助抱卡,暂估算为1.4 t。安装高度位于塔身30 m 处。计算得出重心位置,X=0,Y=0,Z=16.19 m。
3 塔B 吊装步骤及吊耳受力分析
吊装应在基本无风的情况下进行,吊装时应控制速度缓慢进行,以下计算未考虑风载荷和重力加速度影响。
(1)吊装步骤一:吊机1 号、2 号将塔B 水平吊起。根据塔重量、重心、吊耳位置计算可得:吊机一受力F1=18.47 t。吊机二受力F2=18.78 t。
(2)吊装步骤二:1 号吊机将塔顶端拉起,随着1 号吊机的上升,塔身逐步翻转,最终使塔处于竖直状态。当塔达到竖直状态时:吊机一与吊机二受力与步骤一相同。
(3)吊装步骤三:1 号吊机将塔垂直吊装移位至预定位置。当塔达到竖直状态时:类型一顶部吊耳受力(为最大值)365 kN。类型二尾部吊耳受力为0。
4 吊车的选用及吊装参数
(1)吊机初选。根据准备吊装的设备参数和吊装经验,结合现场条件以及可用起重设备等因素,选用主吊机为500 t 汽车式起重机,辅吊机为70 t 汽车式起重机。根据吊机参数对各项吊装参数进行校核。
(2)吊机站位。结合现场条件选择吊车站位,吊机一次就位后可同时进行塔A 移位和塔B 安装。500 t 吊机回转中心位于离塔A 原位置中心27 m 位置,离塔B 新位置中心20 m。吊机支腿使用钢板铺设加强地面承载力。吊机就位路线上需使用钢板和木方加强,防止地面下陷。
吊装塔A 时,使用500 t 吊车单车直接吊装移位。吊装塔B 时,使用500 t 吊车为主吊机,70 t 汽车式起重机为辅助吊机,先将塔翻转至竖直后再由500 t 吊车直接就位安装。70 t汽车吊操作半径控制在7 m 以内,500 t 吊机操作半径控制在26 m。
(3)吊装参数。工作半径7 m,主臂19.7m,作业角度60.4°,根据吊机参数表,此时吊机允许最大工作载荷28.7 t。负荷系数=尾部吊耳最大受力值/该工况吊机允许最大载荷=66%<80%,70 t 汽车吊满足塔B 辅助翻转的作业要求。
(4)500 t 汽车操作参数选择。吊装塔A 时,工作半径28 m,主臂57.7 m,可作业高度50 m,根据吊机参数表,此时吊机允许最大工作载荷46.1 t。负荷系数=顶部吊耳最大受力值/该工况吊机允许最大载荷=69%<80%。吊装塔B,工作半径26 m,主臂52.5 m,作业角度77.5°,根据吊机参数表,此时吊机允许最大工作载荷52.8 t。负荷系数=顶部吊耳最大受力值/该工况吊机允许最大载荷=72.6%<80%,500 t 汽车吊满足塔B 翻转和吊装就位作业要求。
猜你喜欢
思维与智慧(2023年19期)2023-06-26 03:17:52
港口装卸(2022年4期)2022-08-31 00:40:28
中国特种设备安全(2022年5期)2022-08-26 09:19:28
沈阳大学学报(自然科学版)(2021年5期)2021-10-15 12:34:16
锻压装备与制造技术(2021年3期)2021-08-13 08:40:00
孩子(2020年8期)2020-08-13 06:52:30
船海工程(2019年3期)2019-07-03 09:34:00
石油化工建设(2018年4期)2018-11-30 02:04:02
建筑机械(2018年4期)2018-06-04 06:35:20
中国公路(2017年19期)2018-01-23 03:06:37
