
浅谈阀门防盐雾腐蚀涂层施工工艺
2019-10-25 01:39:02曹宜军尚洪宝
仪器仪表用户 2019年11期
曹宜军,尚洪宝
(重庆川仪调节阀有限公司,重庆 400707)
0 引言
随着近年来近海油田、海上油田的不断发现与开采,对于配套的阀门设备其表面涂层也有了更高的要求。受到海洋大气、雨雪以及凝结水的侵蚀,沿海地区的金属设备和材料很容易出现腐蚀问题,其中导致阀门设备腐蚀的一个重要因素就是海洋大气中的高浓度盐雾[1](主要成分Na2O),它腐蚀阀门设备后,不仅影响了设备的性能,还缩短了设备的使用寿命。因此,需要采用相应的措施来防止盐雾腐蚀。
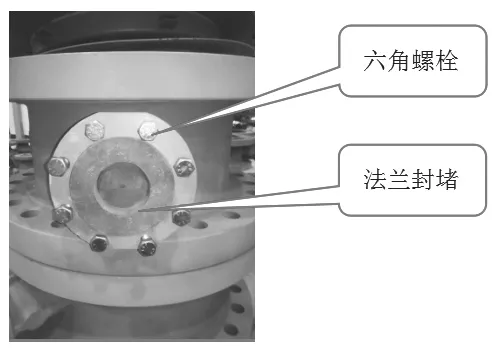
图2 法兰式蝶阀阀体防护方式Fig.2 Flange butterfly valve body protection mode
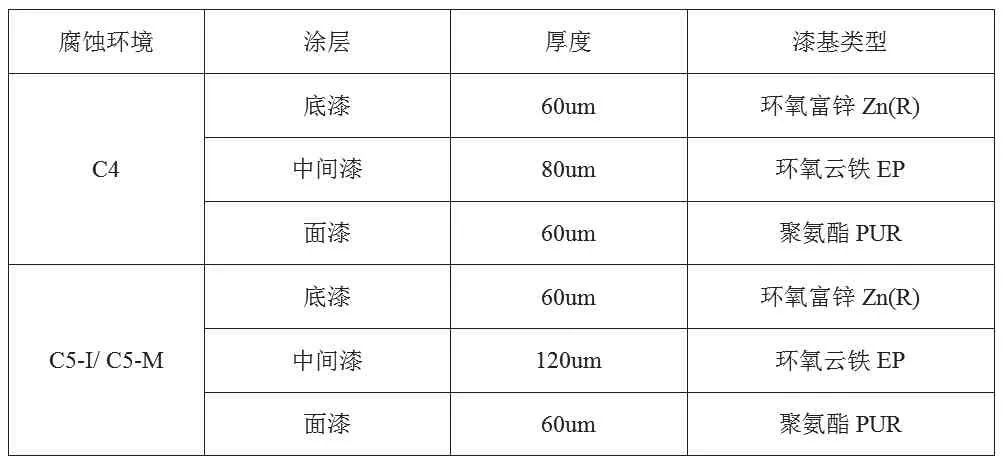
表1 各腐蚀环境配套涂层Table 1 Supporting coatings for each corrosive environment
1 防盐雾涂层基本概念
1.1 耐久性
ISO12944-5 标准规定耐久性为帮助业主制定维修计划的技术参考,并不等于担保时间,一般分为3 个等级即低(L)、中(M)、高(H)。
1.2 环境分类
根据ISO12944-2,腐蚀环境可分为6 大类即C1、C2、C3、C4、C5-I/C5-M,本文着重讲解后两种涂层施工工艺。
1.3 各腐蚀环境配套涂层选择
依据ISO12944-5,C4、C5-I、C5-M 腐蚀环境,中等耐久度条件下,涂层漆基类型及各涂层厚度见表1。值得注意的是,在同一腐蚀环境下可能存在多种涂层配套。比如C4 腐蚀环境,可选择环氧富锌底漆[2](60um)、环氧云铁中间漆(80um),聚氨酯面漆(60um),也可选择环氧底漆(180um)、聚氨酯面漆(60um)。
2 基材表面前处理
2.1 锈蚀等级及除锈等级
针对C4、C5-I、C5-M 腐蚀环境的涂层,表面处理是必要的,一般要求达到Sa2.5[3]及以上,进而提高涂层附着力。ISO 8501-1 规定,基材表面锈蚀等级[4]分为A、B、C、D,以C 级锈蚀等级为例,当达到Sa2.5 表面处理等级时,表面情况如图1 所示。
2.2 阀门喷砂前防护
利用高速砂流的冲击作用清理和粗化基体表面的过程,采用压缩空气为动力,以形成高速喷射束将喷料(铜矿砂、石英砂、金刚砂、铁砂、海南砂)高速喷射到需要处理的工件表面,使工件表面的外表面的外表或形状发生变化,由于磨料对工件表面的冲击和切削作用,使工件的表面获得一定的清洁度和不同的粗糙度。
因阀门制造的行业特点,喷砂选择在阀门壳体机加工完成后进行,此时则必须考虑喷砂前防护,主要防护点为螺纹孔、法兰密封面、机加工配合面及一些重要尺寸面。
2.3 预涂底漆
基材表面通过喷砂处理后,基材本体直接暴露在空气中,如果不及时进行底漆涂层预涂,会很快返锈,锈蚀成分主要为Fe2O3等。因此,涂装行业内规定,在喷砂处理后4 小时内必须预涂底漆。在喷砂完成后对底、中、面涂层统一施工以减少转序是不可取的,当漆膜达到100um 以上时,因为在整机装配过程中涉及螺栓时会一定程度压伤涂层,造成涂层物理损伤,进而影响涂层防腐能力。
3 防盐雾涂层涂装
为保证各涂层质量及厚度,涂装前需再次确认待涂物表面是否有油污、灰尘或附着不牢靠的预涂层。在涂装过程中还需进行相关检测,例如相对湿度(RH%)、露点温度(℃)、环境温度(℃)、基材表面温度(℃)、基材表面含盐量(μS/ cm)、各层干湿膜厚度(um)、附着力检测(MPa)等。

图3 湿膜测厚仪Fig.3 Wet film thickness gauge
3.1 涂装前准备
在涂装前需对相对湿度、露点温度、环境温度、基材表面温度、基材表面含盐量进行检查,符合要求即可喷漆。同时为保证涂层不产生流挂、起泡、橘皮等常见涂装缺陷,油漆的使用配比(体积比、重量比均可)、稀释剂的添加量以及油漆混合后的粘度控制是非常必要的。油漆一经混合必须在其有效使用期内使用完成,严禁使用过期油漆。
3.2 涂装方式
对于阀门产品,由于其外表面多为曲面,相对更高效的无气喷涂,传统手工空气喷涂更实用,且容易保证涂层质量。喷枪的口径大小需结合油漆本身固含量、黏度及配套稀释剂的添加量。
3.3 涂层层间控制
为减少各涂层与对应额定涂层的偏离,一般采用湿膜[5]测厚仪实时检测。同时上道涂层是否满足覆涂[6]要求,需结合油漆厂家说明书,查阅对应温度条件下,涂层表干、硬干及实干时间。一般自干型油漆不推荐使用烘烤加速干燥。
3.4 完工检测
对于防盐雾腐蚀涂层,除了需检测油漆外观是否存在流挂、掺杂、起泡、缺损、起皱、漆面粗糙、龟裂、色差等还需进行附着力测试。结合实际经验“百格法”对此类涂层已不适用,一般采用拉拔仪结合ASTM D4541 的相关要求,当涂层拉拔力[7]达到5MPa 及以上则认为其附着力[8]满足要求。另外油漆干膜总厚度是否达标也是必检项目,通常油漆的干膜厚度采用干膜测厚仪[9]检查。检测方式可依据《SSPC-PA2-2004 磁性仪器测量干膜厚度》。
3.5 中性盐雾试验(NSS)
如需对完工涂层进行防腐能力测试,可采用根据《GBT1771-2007色漆和清漆+耐中性盐雾性能的测定》进行定量测试。结合ISO12944-6,在中等耐久性条件下C4、C5-I、C5-M腐蚀环境的涂层分别要求达到480h和720h。
4 结语
阀门表面涂层防腐能力更多地取决于基材表面前处理及各涂层施工工艺是否合理,对于C4、C5-I、C5-M 腐蚀环境下的涂层做好前处理和制定合理的施工工艺是前提。同时为保证阀门产品在现场安装后,其防腐能力达到预期,生产厂家可通过中性盐雾试验结合ISO12944-6 相关标准,在阀门产品出厂前对防盐雾涂层进行定量检测来衡量涂层防腐能力是否达标。
猜你喜欢
造船技术(2022年2期)2022-07-19 02:12:38
机械工程材料(2022年2期)2022-03-02 05:53:00
钢管(2021年4期)2021-12-25 23:37:41
汽车维护与修理(2021年24期)2021-12-23 02:16:14
电镀与涂饰(2021年12期)2021-07-17 00:59:22
科学咨询(2020年37期)2020-01-06 05:09:42
决策探索(2019年17期)2019-09-20 02:56:46
安徽建筑(2016年4期)2016-11-10 03:59:52
建筑与预算(2015年8期)2015-12-02 01:49:42
红蜻蜓·低年级(2015年5期)2015-05-25 11:15:45
