
加强铁路钢轨非正常磨耗攻关
——降低落道事故
2019-10-23 06:28李永红
商品与质量 2019年25期
李永红
河钢宣钢物流公司 河北张家口 075100
1 曲线轨道的受力分析
小半径曲线病害的产生与钢轨受力有着直接关系。机车车辆在曲线地段运行时,产生的力很复杂。通过对作用力的分析,可将机车、车辆作用于钢轨上的力分为三个方向,即竖直方向、水平横向以及水平纵向。
1.1 作用于钢轨上竖直方向分力的构成
机车和车辆在轨道上运行时,作用于钢轨上车轮的静压力随着铁路运输的铁水罐车轴距缩短,车载加重将不断增加,而加强轨道结构,首先是增加钢轨的重量,将钢轨等级提高为60KG/M,这样才有可能满足轴重不断增加的要求。机车和车辆通过轨道不平顺地段以及不平顺车轮运行时会产生附加力[1]。
1.2 作用于钢轨上横向水平力的构成
横向水平力主要指车轮对钢轨的侧压力和曲线上的附加横向力。以上力由轮缘对轨头的压力(传和车轮在钢轨上横向滑动时产生的摩擦力组成,车轮对钢轨的侧压力取上述两力之和或两力之差。曲线地段产生的横向水平力比较大。
1.3 纵向水平力
产生纵向水平力的主要原因是轨道爬行和温度作用,在曲线地段,钢轨上还作用着滑动引起的摩擦力。
2 线路钢轨非正常磨耗产生的原因分析及现场实测数据
2.1 通过作用于钢轨上横向水平力分析铁路线路因素造成非正常磨耗
曲线不圆顺,会出现钢轨非正常磨耗。轨距不合适曲线加宽量不够或过大,会出现钢轨非正常磨耗。超高设置不合适超高设置过超高或欠超高,会出现钢轨非正常磨耗。路基太软或太硬车列通过时线路参数发生变化,会出现钢轨非正常磨耗。道岔转辙部分线路方向不良,技术参数变化,会出现尖轨非正常磨耗。
现场进行了非正常磨耗实测,见实测表
2.2 通过对钢轨上横向水平力分析车辆原因造成非正常磨耗
车轮踏面磨损形状改变,轮轨间接触应力增加,钢轨磨耗加大。心盘等转动部位局部磨损、缺油,摩擦力增大,转向时转动不灵活,运行中加剧轮、轨磨损。旁承间隙不合理,(两侧之和4—18mm且一侧小于2mm),滑块摩擦系数大(大于0.1),运行中加剧轮、轨磨损。
3 小半径曲线钢轨非正常磨耗进行措施攻关整治
针对目前小半径曲线钢轨非正常磨耗严重的问题,提出以下几种方法:首先对炼铁新站小半径铁路曲线超高、加宽、水平、轨距、园顺度、线路磨耗实测,同时对42#、44#道岔导曲线进行磨耗实测,编制整改计划,加大对线路几何尺寸的整改,使之处于规定要求范围,安排工电作业区根据测量数据实施整改。其次在炼铁新站23、24、25、26线安装护轨500米;安排车辆作业区对入库12辆铁水罐心盘进行涂油。对新站曲线段铁路线路涂轴盒补油,炼铁新站钢轨人工涂油枪涂油保养,减少钢轨与车轮间的摩擦,从而减缓钢轨非正常磨耗[2]。
4 钢轨非正常磨耗攻关改造效果分析
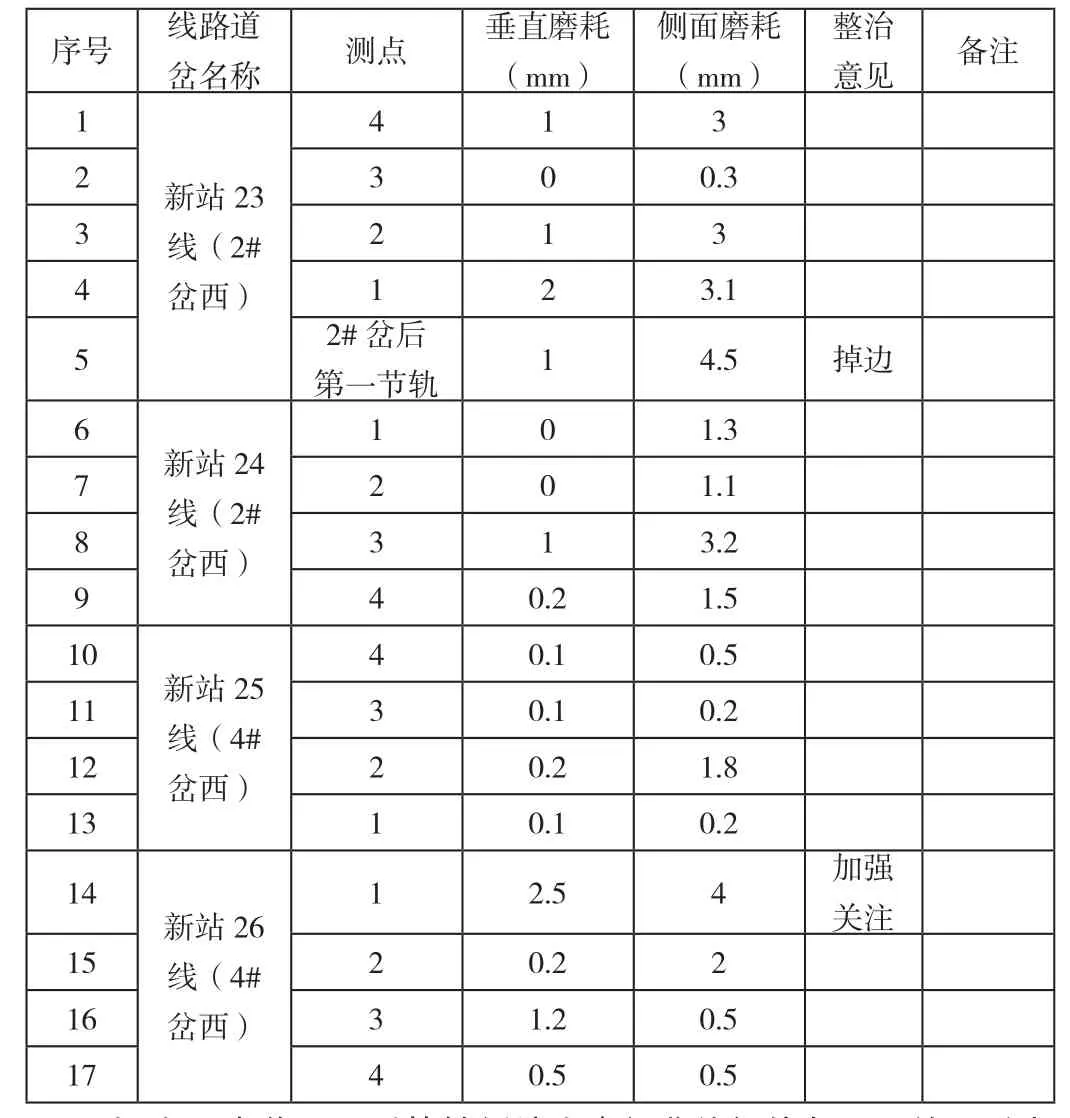
炼铁新站小半径曲线磨耗测量表
(1)工电作业区对炼铁新站小半径曲线钢轨每天一轮回重点涂油,并保证涂油效果,机车车辆经过涂油区域时异响降低,磨耗产生的铁沫明显减少[3]。
(2)23、24、25、26线更换护轨后,护轨高于主轨,对主轨起到保护作用。
(3)铁水罐心盘涂油,提高了转向灵活性。
5 推广应用
安排工电作业区合理调整轨道几何参数,减少侧磨将轨距保持在标准轨距的0--2mm,小半径曲线由于离心力的作用,轨距普遍偏大。且不易保持。为使轨距保持在规定的范围内,将小半径曲线钢轨外侧的普通轨距挡板更换为轨撑式挡板。
6 结语
随着材料科学及车辆工业技术不断进步,钢轨的耐磨性继续提高,轮轨之间的匹配关系还可以改善,将来小半径曲线处的钢轨更换周期可以延长。解决小半径曲线钢轨非正常磨耗的技术越来越丰富,将其不良影响也可以降低很大范围内,避免小半径曲线地段机车、车辆落道事故。
猜你喜欢
铁道建筑(2022年7期)2022-08-06
科学家(2021年24期)2021-04-25
中国金属通报(2020年13期)2021-01-04
昆钢科技(2020年5期)2021-01-04
昆钢科技(2020年5期)2021-01-04
社会观察(2020年2期)2020-11-17
科技视界(2019年9期)2019-06-12
炎黄地理(2017年10期)2018-01-31
人生与伴侣·共同关注(2017年9期)2017-09-13
中国新技术新产品(2016年17期)2016-09-28
