
关于线束组装用柔性工装的介绍
2019-10-23 07:10:06齐海英朱明惠敏王小龙刘妮刘煜
汽车实用技术 2019年19期
齐海英,朱明,惠敏,王小龙,刘妮,刘煜
(陕西万方天运汽车电器有限公司,陕西 西安 710201)
1 前言
工装板是线束行业的一种辅助生产工具,目的是生产出满足线束图纸的汽车线束,工装板就是根据线束图纸的要求转换为适合加工人员生产制造的设计图纸,不仅体现基本尺寸信息,还有电线的插入孔位、电线的颜色、用什么胶带固定和线束外部包裹的防护材料等等信息,工装板一般是由木板、图纸和各种治具构成,因为需要承载很多治具,木板一般采用实心,倾斜一定角度面向员工布置,让员工可以直观清晰的了解熟悉操作要求,顺利完成生产任务,在制作工装板时,首先需要按照图纸的尺寸切割合适长度的木板,然后在木质的工装板上覆上工装板设计图纸,按照图纸中的孔位标识用电钻打孔,然后将治具装进孔中,治具背面用螺母紧固,再将制作好的工装板由制作区转移到流水线工位,固定在流水线工装板支架上开始流水作业。随着时代的发展和科技的进步,汽车电器线束制造水平进一步提高,这同时也促进了线束加工工艺的技术进步,但是线束流水线组装环节依然存在缺陷,现有的流水线工装板在制作时需要裁切木板然后进行打孔处理来安装治具,极大地降低了生产效率,同时在工装板转运过程中耗时耗力,治具易脱落,且木质工装板无法循环使用,因此提出了一种线束组装用流水线圆形磁铁工装板治具解决这一问题。
2 磁铁工装板治具及磁铁工装板介绍
该处介绍了一种线束组装用流水线圆形磁铁工装板治具,包括圆形磁铁工装板。该线束组装用流水线圆形磁铁工装板治具,通过设置的圆形磁铁工装板,圆形磁铁工装板上活动安装的工装图纸,从而实现了将圆形磁铁直接吸附到工装图纸上的孔位标识上进行定位,改变了传统的木板工装制作进行打孔安装,极大地提高了生产效率,通过螺纹筒上螺纹连接的中心轴,中心轴上固定安装的叉子,从而实现了中心轴的安装和拆卸,便于循环使用,使整个过程改变了传统的木板工装需要拆卸螺丝更换治具再安装在木板工装上,极大地提高了工作效率,方便了线束组装用流水线圆形磁铁工装板治具达到可提高工作效率和循环使用的目的。
3 结构介绍
结构介绍包括以下部件:
(1)圆形磁铁工装板 (5)螺纹筒
(2)工装图纸 (6)中心轴
(3)安装圆形磁铁 (7)叉子
(4)底座 (8)焊柱
4 工装特点
与现有传统技术相比,本实用新型提供了一种线束组装用流水线圆形磁铁工装板治具,具备以下有益效果:
该线束组装用流水线圆形磁铁工装板治具,通过设置的圆形磁铁工装板,圆形磁铁工装板上活动安装的工装图纸,实现了将圆形磁铁直接吸附到工装图纸上的孔位标识上进行定位,改变了传统的木板工装制作进行打孔安装,极大地提高了生产效率,通过螺纹筒上螺纹连接的中心轴,中心轴上固定安装的叉子,实现中心轴的安装和拆卸,便于循环使用,整个过程改变了传统的木板工装需要拆卸螺丝更换治具再安装在木板工装上,提高了工作效率,通过工装图纸上活动安装的圆形磁铁,实现圆形磁铁带动整个治具在工装图纸的移动,方便图纸设计人员纠错,同时也能将生产节拍的影响降到最低,达到提高工作效率和循环使用的目的。
5 实施例
下面将结合附图,对该工装技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是工装的一部分实施例,而不是全部的实施例。
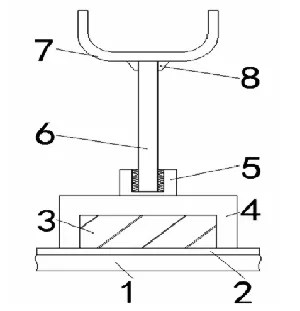
图1
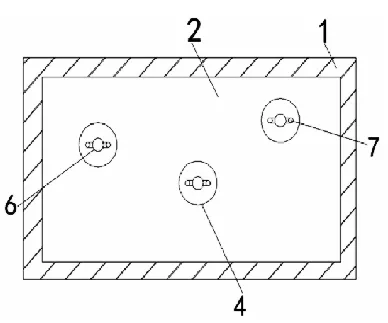
图2
请参阅图1-4,一种线束组装用流水线圆形磁铁工装板治具,包括圆形磁铁工装板1,圆形磁铁工装板1 的顶部活动安装有工装图纸2,圆形磁铁工装板1 为铁制材料,避免了传统的木质工装板需要现场制作,极大地降低了制作安全风险的同时,也大大节约了存放空间,提高了车间空间的利用率,工装图纸2 的顶部活动安装圆形磁铁3,圆形磁铁3的外部固定安装有底座4,圆形磁铁3 与底座4 的连接接口处并齐,且圆形磁铁3 呈圆柱体,底座4 的顶部固定安装有螺纹筒5,螺纹筒5 的内部螺纹连接有中心轴6,中心轴6与螺纹筒5 的连接接口处开设有螺纹槽,且螺纹筒5 呈空心圆柱体,中心轴6 的顶部固定安装有叉子7,叉子7 呈U 型,且叉子7 顶部的左右两侧位于同一水平直线,中心轴6 的外部固定安装有与叉子7 的底部固定连接的焊柱8,叉子7 与焊柱8 的连接方式为焊接,且焊柱8 呈圆柱体,通过设置的圆形磁铁工装板1,圆形磁铁工装板1 上活动安装的工装图纸2,从而实现了将圆形磁铁3 直接吸附到工装图纸2 上的孔位标识上进行定位,改变了传统的木板工装制作进行打孔安装,极大地提高了生产效率,通过螺纹筒5 上螺纹连接的中心轴6,中心轴6 上固定安装的叉子7,从而实现了中心轴6 的安装和拆卸,便于循环使用,使整个过程改变了传统的木板工装需要拆卸螺丝更换治具再安装在木板工装上,极大地提高了工作效率,通过工装图纸2 上活动安装的圆形磁铁3,从而实现了圆形磁铁3带动整个治具在工装图纸2的移动,方便了图纸设计人员纠错,同时也能将对加工人造成的生产节拍影响降到最低,方便了线束组装用流水线圆形磁铁工装板治具达到可提高工作效率和循环使用的目的。
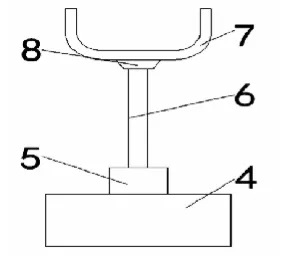
图3
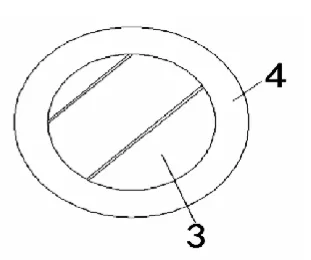
图4
在使用时,使用者通过将工装图纸2 固定在圆形磁铁工装板1 上,之后利用圆形磁铁3 将整个治具固定在工装图纸2 的定位标识上,最后即可利用叉子7 对线束进行固定组装作业。
6 总结
该线束组装用流水线圆形磁铁工装板治具,通过设置的圆形磁铁工装板1,圆形磁铁工装板1 上活动安装的工装图纸2,从而实现了将圆形磁铁3 直接吸附到工装图纸2 上的孔位标识上进行定位,改变了传统的木板工装制作进行打孔安装,极大地提高了生产效率,通过螺纹筒5 上螺纹连接的中心轴6,中心轴6 上固定安装的叉子7,从而实现了中心轴6 的安装和拆卸,便于循环使用,使整个过程改变了传统的木板工装需要拆卸螺丝更换治具再安装在木板工装上,极大地提高了工作效率,通过工装图纸2 上活动安装的圆形磁铁3,从而实现了圆形磁铁3带动整个治具在工装图纸2的移动,方便了图纸设计人员纠错,同时也能将对加工人造成的生产节拍影响降到最低,方便了线束组装用流水线圆形磁铁工装板治具达到可提高工作效率和循环使用的目的,解决了现有的流水线工装板在制作时需要裁切木板然后进行打孔处理来安装治具,在工装板转运过程中耗时耗力,治具易脱落,且木质工装板无法循环使用的问题。
猜你喜欢
汉语世界(The World of Chinese)(2023年2期)2023-06-22 14:50:17
汽车电器(2022年5期)2022-05-23 12:06:18
考试与评价·七年级版(2021年5期)2021-08-14 21:24:41
小学科学(学生版)(2020年2期)2020-03-03 13:40:16
儿童故事画报·智力大王(2018年1期)2018-10-30 02:53:12
小学生导刊(2017年18期)2017-05-17 05:44:39
东西南北(2016年23期)2017-01-12 00:13:29
中国资源综合利用(2016年9期)2016-01-22 08:35:22
汽车实用技术(2015年8期)2015-12-26 09:01:00
汽车实用技术(2015年8期)2015-12-26 09:01:00
