
电热毯切割分离设备的结构设计
2019-10-21 07:35张宏翔佟河亭牟葆田
青岛大学学报(工程技术版) 2019年4期
关键词:分离
张宏翔 佟河亭 牟葆田
摘要:为提高电热毯生产的自动化水平和生产效率,本文基于Creo三维建模软件对电热毯自动化生产线中的切割分离设备进行结构设计。给出了电热毯自动化生产线中切割分离设备的结构和原理,同时为保证各部分机构实现相应的功能,对定位装置、夹紧装置、抬升装置和分离装置气动控制回路进行设计研究。研究结果表明,该设计解决了生产线中对电热毯的自动化切割和分离工作,而且切割分离设备与前后自动化单元的衔接,形成了完整的自动化生产线。提高了生产的准确性,节约了生产时间,减少了人工成本,提高了生产效率。该研究为电热毯自动化生产线的结构优化和自动化水平的提高提供了实际的应用价值。
关键词:电热毯自动化生产; 切割; 分离; 气动回路控制
众所周知,电热毯[1-2]是常见的取暖和驱寒用品,是一种直接取暖的电热器具[3],与空调、电暖器产品相比,电热毯更为经济、实用和便捷,在我国中小城市和广大农村具有极大的需求量[4]。电热毯的制作过程是将双层布料及电热线[5]缝合在一起,通电时实现正常发热工作[6]。目前,我国取得电热毯产品生产许可证的厂家有200多家,年生产量可达5 000万床左右,主要品牌包括彩虹、琴岛、小绵羊等[7]。生产企业以小型企业为主,占企业数量的97%,大多数小型企业为家庭式作坊生产,人数多在5~20人之间[8]。传统的电热毯制作需要大量的人工操作,效率低,人工成本高,工人在生产时存在较大的安全隐患。从多次进行国家监督抽查工作来看,也存在不合格企业的不合格產品[9]。因此,电热毯全自动和安全的生产线成为各个厂家的迫切需求。目前,市场上的电热毯生产装置通常只有一个加工单元[10],包含下料、布线、焊接等多道工序,需要人工协助完成电热毯的分离,并且只能完成单一规格的电热毯,生产效率低下。因此,本文基于Creo2.0三维建模软件[11],设计了电热毯自动化生产线中的切割分离设备单元。本电热毯生产线能实现自动化生产,由多个加工单元组成,每个单元依次完成生产工序,并且自动完成电热毯的分离工作,同时,也可以根据需求生产不同规格的电热毯,极大提高了生产效率,保证了电热毯的生产质量。该设计具有一定的实际应用价值。
1 电热毯切割分离设备工作原理及结构
本文所设计的电热毯自动化生产线是由放置底布单元、布线单元、放置顶布单元、超声波焊接单元、切割分离单元及针盘循环单元等组成。电热毯的每道工序都是在针盘[12]上完成,针盘通过动力驱动装置经过各个单元完成相应的工作,最终实现电热毯自动化生产。通常情况下,为提高生产效率,在放布料时放置一张相当于两个电热毯面积的布料,最后加工出两张电热毯,所以在超声波焊接后需要对其进行切割,得到两张电热毯;此处电热毯外料是无纺布[13],切割刀具的高度直接影响切割效率和质量,过高或过低容易碰撞针盘,或无法将电热毯完全切割开;当切割完成后,需将电热毯从针盘上分离,使针盘通过循环单元送至初始加工单元进行下一循环使用。
1.1 电热毯切割分离设备工作原理
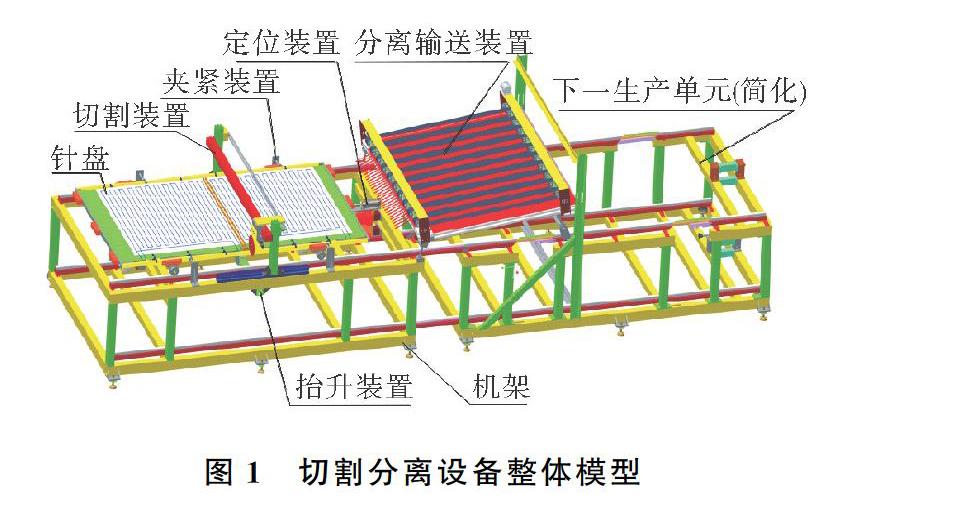
电热毯切割分离设备主要由针盘、切割装置、夹紧装置、定位装置、分离输送装置、抬升装置和机架组成。切割分离设备整体模型如图1所示。其工作原理:当电热毯完成上一单元的加工后,针盘在电机的驱动下进入切割分离工位,当传感器[14]检测到针盘到位时,针盘减速停止,此时定位装置的气缸[15]工作,推动针盘到达预定位置,完成针盘定位工作;定位完成后,4个夹紧装置气缸完成对针盘的夹紧,之后抬升装置中的气缸工作,顶起电热毯中间需要切割的部分,该部分与针盘分离,便于进行切割,其它部分仍靠针固定,而刀具装置在线性滑轨和同步带[16]的作用下,完成对电热毯的切割工作;切割完成后,针盘继续向前运动,在运动过程中,分离装置前端将电热毯从针盘上分离出来,通过皮带装置将电热毯输送出去,针盘进入下一单元,完成电热毯的切割与分离动作。
1.2 电热毯切割分离设备的结构
1.2.1 抬升装置
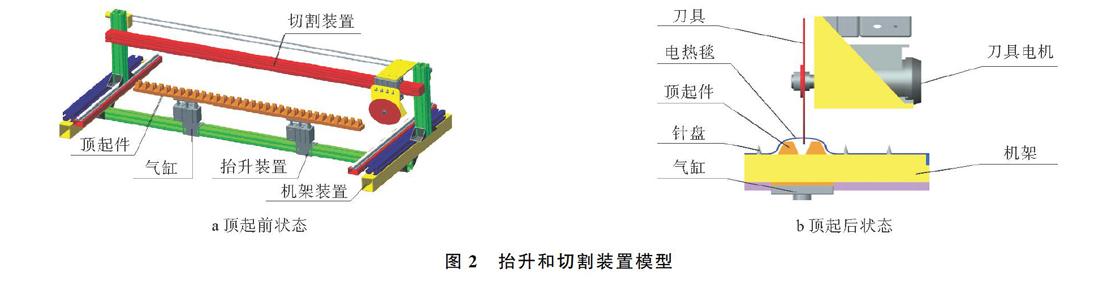
抬升装置是由固定在机架上的铝合金型材、气缸及顶起件组成。抬升和切割装置模型如图2所示。由图2可以看出,在完成定位夹紧以后,进行切割之前,气缸接收到信号,使活塞杆伸出,顶起件抬升,从而顶起电热毯的切割部位与针盘完成分离,便于进行切割工作。
顶起件是一种U型锯齿状排列的槽类零件,而针盘是一种镂空结构。当顶起件抬升时,锯齿恰好处于针盘镂空部位,对针盘没有作用力,只顶起需进行切割部分的电热毯,使之与针盘分离。在整个切割过程中,刀具运动轨迹处在U型槽内,避免了刀具对针盘的破坏,提高了切割的正确性。
1.2.2 切割装置
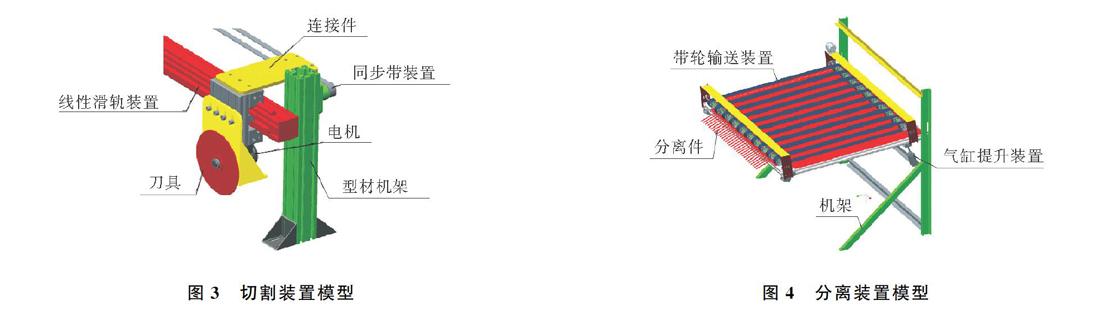
切割装置[17]横跨固定在机架上,作用是将电热毯横向切割。切割机构由固定在型材机架上的线性滑轨装置、固定在滑块上的刀具、刀具电机及同步带装置组成,通过连接件,将同步带和滑块固定在一起。切割装置模型如图3所示。当抬升装置完成动作后,刀具电机接受信号开始运转。同时,同步带输送装置中的减速电机运转,通过同步带传动,滑轨装置中滑块横向移动,带动所连刀具对电热毯进行切割。
1.2.3 分离装置
分离装置是由前端分离件、带轮输送装置、固定在输送装置下方的气缸提升装置及机架组成,分离装置模型如图4所示。分离设备是将切割好的电热毯从针盘中分离出来。电热毯与针盘的连接方式是通过针盘中一排排的针将电热毯固定在上面。通过人工分离所需时间长,分离效率低,针盘的针很可能对工人造成误伤,影响整个生产线的工作。相比之下,利用机械结构进行自动化分离,大大提高了生产效率,节约人工成本,减少工人的误伤。
电热毯自动化生产线完成切割工作后,针盘在电机驱动下继续向前运动,通过分离装置时,前端的分离件类似一个“铲子”,提升装置的气缸行程增大,使分离机构角度增大,分离件的前端会插入针盘中间镂空部分,电热毯运动的初始位置如图5所示。由图5a可以看出,随着针盘的移动,电热毯前端会被“铲”离针盘。由于针盘中间镂空,存在加固的横梁,所以分离装置的分离件前端不能一直插入针盘镂空部分;由图5b可以看出,当针盘向前运动一段距离,分离件尚未与针盘横梁发生干涉时,电热毯前端已被“铲”离针盘,这时提升装置的气缸行程复位,整个分离装置倾角恢复到原始角度,使分离装置的分离件与针盘分离,避免与针盘横梁发生碰撞,这时电热毯通过带轮输送装置输送出去,完成对电热毯的分离工作,针盘在电机作用下继续向前运动,进入下一单元。
2 气动控制回路设计
为了保证各部分机构能够按照生产顺序完成相应的动作,需对相应机构气动控制回路进行设计[18]。气动控制原理图[19]如图6所示。
2.1 定位装置气动回路设计
定位装置气路工作原理:当针盘进入切割分离单元后,通过固定在前端的传感器检测到信号,让针盘停止运动,此时电磁换向阀中2DT通电,气源装置出来的压缩气体通过减压阀、电磁换向阀、单向节流阀进入气缸的无杆腔,推动气缸活塞杆带动定位装置气缸向上移动,使定位气缸达到与针盘平齐高度。同时,有杆腔气体通过单向节流阀和电磁换向阀排出;随后电磁换向阀中4DT通电,压缩气体进入定位装置气缸的无杆腔,活塞杆左移,推动针盘到达预定位置,完成针盘的定位工作,有杆腔气体通过单向节流阀和换向阀排出。在完成夹紧及切割动作后,1DT和3DT通电,两气缸复位。
2.2 夹紧装置气动回路设计
夹紧装置气路工作原理:当针盘完成定位工作后,电磁换向阀中8DT通电,压缩气体通过减压阀、电磁换向阀和单向节流阀进入夹紧装置气缸,使4个气缸活塞杆同时伸长,完成对针盘的夹紧工作。当切割完成后,电磁换向阀7DT通电,使4个气缸活塞杆复位,松开针盘。
2.3 抬升装置气动回路设计
抬升装置气路工作原理:当针盘完成定位后,电磁换向阀中5DT通电,压缩气体通过减压阀、电磁换向阀、单向节流阀进入抬升机构气缸中的无杆腔,使活塞杆及与之连接的抬升机构中的气缸连接件向上运动,使电热毯切割部分与针盘分离,方便进行切割。当完成切割动作后,电磁换向阀中5DT通电,活塞杆收缩,并带动抬升机构回到初始位置。
2.4 分离装置气动回路设计
分离机构气路工作原理:当电热毯自动化生产线进行分离工作时,电磁换向阀中9DT通电,气体经过减压阀、电磁换向阀和单向节流阀进入分离机构气缸,活塞杆上移,整个分离机构倾角变大,前端分离部件插入针盘中;延时2 s后,电磁换向阀7DT通电,气体进入气缸的有杆腔,气缸活塞杆回缩,分离装置角度减小,前端分离部件将电热毯从针盘中“挑”出,完成电热毯的分离工作。
3 结束语
由于电热毯的加工还没有完整的全自动化生产线,需要人工去切割和分离,费时费力,生产效率低,本文基于Creo三维建模软件,对电热毯自动化生产线中的切割分离设备进行结构设计。此生产线是由多个加工单元组成,不仅提高了生产效率,还能观察各个单元加工的实际情况,方便对每个单元进行数据采集。其中,切割分离设备解决了在生产线中对电热毯的自动化切割和分离工作,节约了生产时间,减少了人工成本,保证了产品的生产质量;切割分离设备与前后自动化单元的衔接,形成了完整的电热毯自动化生产线。在设计过程中也发现一些需要改进的地方,在电热毯完成分离之后,需要人工将电热毯从生产线中取走包装,所以在下一步的生产研究中应该继续设计一套装置,直接将加工完的电热毯输送离开生产线,自动完成对电热毯的包装,从而进一步提高生产效率。该设计对电热毯自动化生产线的结构优化和自动化水平的提高具有重要意义。
参考文献:
[1] 常志宏, 傅鲁杰, 陈博儒. 腈纶电热毯的设计与生产[J]. 纺织科技进展, 2017(11): 50-52.
[2] 刘星伟,刘林. 电热毯技术的发展[J]. 技术与市场, 2006(8): 63-64.
[3] 武汉纺织大学. 电热毯自动布线针刺机: 中国, CN201610040240. 3[P]. 2016-05-18.
[4] 王聪聪. 电熱毯产品概况及其标准介绍[J]. 家用电器, 2018(1): 32.
[5] 毛旭春, 徐维萍. 从标准内容, 看电热毯发热线的技术发展[J]. 家电科技, 2007(3): 45-46, 48.
[6] 东莞市利瀚机械有限公司. 电热毯加工机: 中国, CN201611219959. X[P]. 2017-04-26.
[7] 凌慧. 电热毯行业现状与前景展望[J]. 家用电器, 2018(1): 38-39.
[8] 许应成, 王锋, 王洪建, 等. 我国电热毯产品质量安全状况分析[J]. 标准科学, 2015(12): 82-87.
[9] 张兆明. 历年来电热毯抽查的情况[J]. 家用电器, 2018(1): 33.
[10] 连建永. 电热毯自动生产装置: 中国, CN201110108742. 2[P]. 2011-09-14.
[11] 杜白石, 刘洪萍. Pro/ENGINEER设计分析和优化机构[M]. 北京: 电子工业出版社, 2012.
[12] 赵朋. 电热毯加工输送带及电热毯加工输送装置: 中国, CN201710409973. 4[P]. 2017-08-11.
[13] 徐闻. 介绍两种保温覆盖材料——无纺布与保温被[J]. 当代蔬菜, 2006(1): 24-25.
[14] 陈鑫洋. 光电传感器测量设计与应用探究[J]. 电子制作, 2018(19): 50-51, 47.
[15] 王怡, 朱凌云. 气缸运动控制系统的设计与研究[J]. 石油化工自动化, 2018, 54(1): 41-47.
[16] 方亚辉, 高云国. 大跨距同步带直线驱动机构运动特性分析[J]. 现代制造工程, 2018(11): 101-106.
[17] 湖州吉豪非织造布有限公司. 一种无纺布成卷套筒的切割装置: 中国, CN201721587859. 2[P]. 2018-11-16.
[18] 王建民. 液压与气压控制技术[M]. 北京: 北京航空航天大学出版社, 2010.
[19] 童和平, 张香红. FluidSIM仿真软件在《液压与气动技术》实践教学中的应用[J]. 现代商贸工业, 2019, 40(8): 163-164.
猜你喜欢
广西民族研究(2016年6期)2017-01-19
未来英才(2016年17期)2017-01-06
吉林农业(2016年12期)2017-01-06
山东农业科学(2016年11期)2016-12-17
经济研究导刊(2016年28期)2016-12-14
北方文学·中旬(2016年9期)2016-12-08
科教导刊(2016年25期)2016-11-15
社会科学(2016年8期)2016-11-04
科技视界(2016年20期)2016-09-29
