质量管理工具在涂装质量改善中的实际应用
2019-10-21 09:41肖俊吴拉
汽车实用技术 2019年11期
关键词:质量管理
肖俊 吴拉

摘 要:汽车涂装生产工艺复杂,质量输出与工艺输入之间的关系错综复杂,无法确定明确的量化关系。文章选取涂装涂层的最外层——清漆层作为研究对象,对其关键的质量指标及其对应相关的工艺参数进行分析,使用相关性分析、控制图分析、工艺能力分析及测量系统分析等质量管理工具和方法,了解目前工艺、质量控制的现状,并采用拉丁方试验设计方案,找出质量结果与影响参数的相关程度,进而找出质量改善的方向。
关键词:汽车涂装工艺;清漆层;涂装车间;质量管理;拉丁方试验
中图分类号:U466 文献标识码:A 文章编号:1671-7988(2019)12-172-04
Abstract: The production process of automobile coating is complex, and the relationship between quality output and process input is intricate, so it is impossible to determine a clear quantitative relationship. This article selects the outermost layers of paint coating - varnish layer as the research object. Analyze the key quality index and corresponding process parameters. Use correlation analysis, control chart analysis, process capability analysis and measurement system analysis and other quality management tools and methods. Understand the current status of process and quality control, and use the Latin square test design scheme to find out the correlation degree of quality results and influence parameters, and then find out the direction of quality improvement.
Keywords: Automobile painting process; Varnish layer; Painting workshop; Quality management; Latin square test
CLC NO.: U466 Document Code: A Article ID: 1671-7988(2019)12-172-04
前言
在汽車生产过程中,涂装工艺是至关重要的一个环节。涂装是将液体物质或者粉末状物质平整的在基体表面涂抹。并将涂层表面完整度、光泽度、平滑度、鲜艳度等指标的高低称为涂层质量,这些指标对汽车质量评价有着重要的作用。且由于人们生活质量的不断提高,市场对汽车涂装的要求也越来越高,企业也运用各式各样的方法对涂装质量进行改善,让汽车整体价值得到提高[1]。汽车涂装生产工艺复杂,需要控制的工艺参数繁多,质量输出与工艺输入之间的关系错综复杂,无法确定明确的量化关系。
1 涂层的作用
汽车表面涂层严格意义上有磷化、电泳、中涂、色漆和清漆等5个涂层。其中清漆为最表层,担负着主要的外观质量指标和保护底层及基材的任务。清漆里的抗紫外线添加剂在形成漆膜后,能很大程度的阻挡对电泳漆极具破坏性的紫外线穿透,从而防止电泳漆由于受紫外线作用而粉化失效,导致漆膜间的附着力下降,严重时漆膜分层剥离并脱落,汽车的防腐功能被瓦解。清漆层的物理和化学性能很大程度上与漆膜厚度相关,同时也影响着多项外观质量参数如桔皮,光泽,DOI等。所以漆膜厚度控制是汽车涂装质量控制最重要的指标。
2 膜厚影响因素分析
以BJ涂装车间为例,清漆的外表面喷涂由8台机器人带静电旋杯来完成。8台机器人分为两组,每一组对整个外表面进行一次喷涂,两次喷涂的膜厚分配比例为50%:50%。喷涂过程需要控制的参数有:1、喷涂距离(喷头离车身的距离),2、两次喷涂的重叠率,3、流量(单位时间吐漆量),4、旋杯转速,5、喷涂电压,6、喷涂速度(喷涂的移动速度),7、漆雾扇宽(成型空气)。
(1)喷涂距离一般控制在250cm~300cm之间,喷涂距离过大,漆雾分散,落到车身上的油漆量少,同样用漆量的情况下,膜厚降低;喷涂距离过小,漆雾集中,容易引起油漆过厚流挂,容易出现高电压报警,且不容易实现重叠率,从而影响膜厚均匀性。
(2)两次喷涂的重叠率一般设置为50%,这样两组机器人的轨迹可以共用,只需整体轨迹偏移一个漆雾扇宽的距离,容易实现膜厚均匀性控制。
以上两个因素是在机器人示教(编程)的时候确定并保存为保存为机器人能调用的轨迹程序。在实际生产中,机器人系统通过各种传感器及位移算法调用程序完成喷涂作业,其准确性及可重复性已得到了广泛的验证。
(3)流量的可调范围比较的宽泛,一般来说,其他因素不变的情况下,流量越大,漆膜厚度越大,容易出现流挂;流量越小,漆膜厚度越小,桔皮效果变差。流量是由机器人的计量泵来控制的,存在波动或漂移的可能性,有必要定期采用量杯测量的方式进行校正。
(4)旋杯转速影响着雾化的能力,即油漆离开旋杯是被切割成的颗粒大小,小颗粒比较容易获得好的外观,但颗粒太小容易造成油漆里的溶剂挥发太多,造成流平性不够,外观下降。
(5)喷涂电压是指喷涂时旋杯和工件之间的电势差,这个电势差的存在,使得喷出来的油漆带上电荷,并延着电力线运动,由于静电的作用,可以大大提升油漆的利用率,其弊端是在工件边缘部位,由于电力线包络效应,边缘膜厚会大大提升,严重时造成流挂缺陷。
(6)喷涂速度指喷涂相对工件的移动速度,移动速度越快,相对单位时间的出漆量就少,膜厚下降,反之膜厚上升。
(7)漆雾扇宽指的是漆雾落到车身上形成形狀的尺寸宽度,扇宽限制漆雾的离散程度,在一定程度上提高上漆率,扇宽决定着机器人每个喷涂行程的间距。
以上因素(2)、(6)、(7)是和生产线的生产能力相关的, 对生产线投资额影响较大,因此会比较固定,通常不用于日常的质量调节。
3 质量水平测量及分析
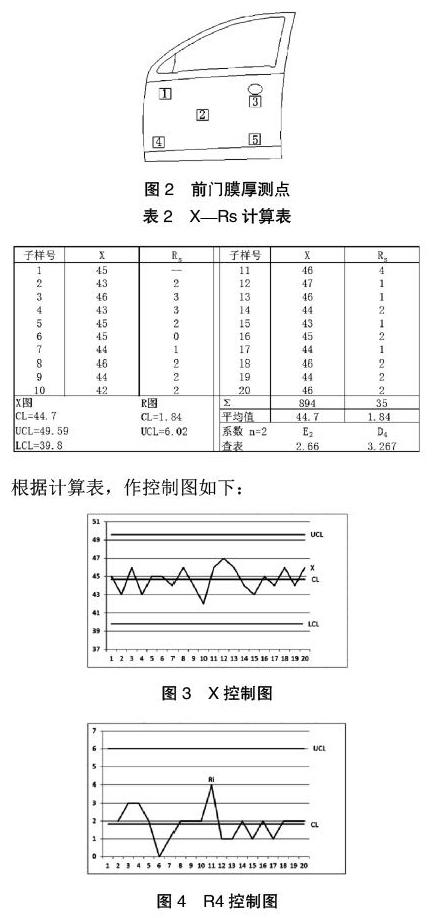
现行的质量控制方法为:1、事先定义好车身上的膜厚测量点,2、采用膜厚仪在测量点进行厚度测量,3、分析单点膜厚达标率,4、分析所有控制点膜厚均匀性。图2为某车型前门的膜厚控制点,共5个膜厚控制点。
为了消除测量仪器及测量人对质量评估的影响,首先对测量仪器和测量人进行重复性分析。试验方法为:由同一人用同一个膜厚测量仪对同一车身上的同一点进行多次膜厚测量,共测量20次,记录数据为:45,43,46,43,45,45,44,46,44,42, 46,47,46,44,43,45,44,46,44,46。
采用单值与移动极差控制图(X--Rs)进行分析。
由上图分析,测量系统误差较小,重复性高。对后续质量测量及评估影响小。
以下为用同一测量仪、同一人对调试期间试喷前门膜厚控制点进行的10组数据,每组数据5个样本的测量值。试喷目标清漆膜厚控制范围为40um~50um。
4 结语
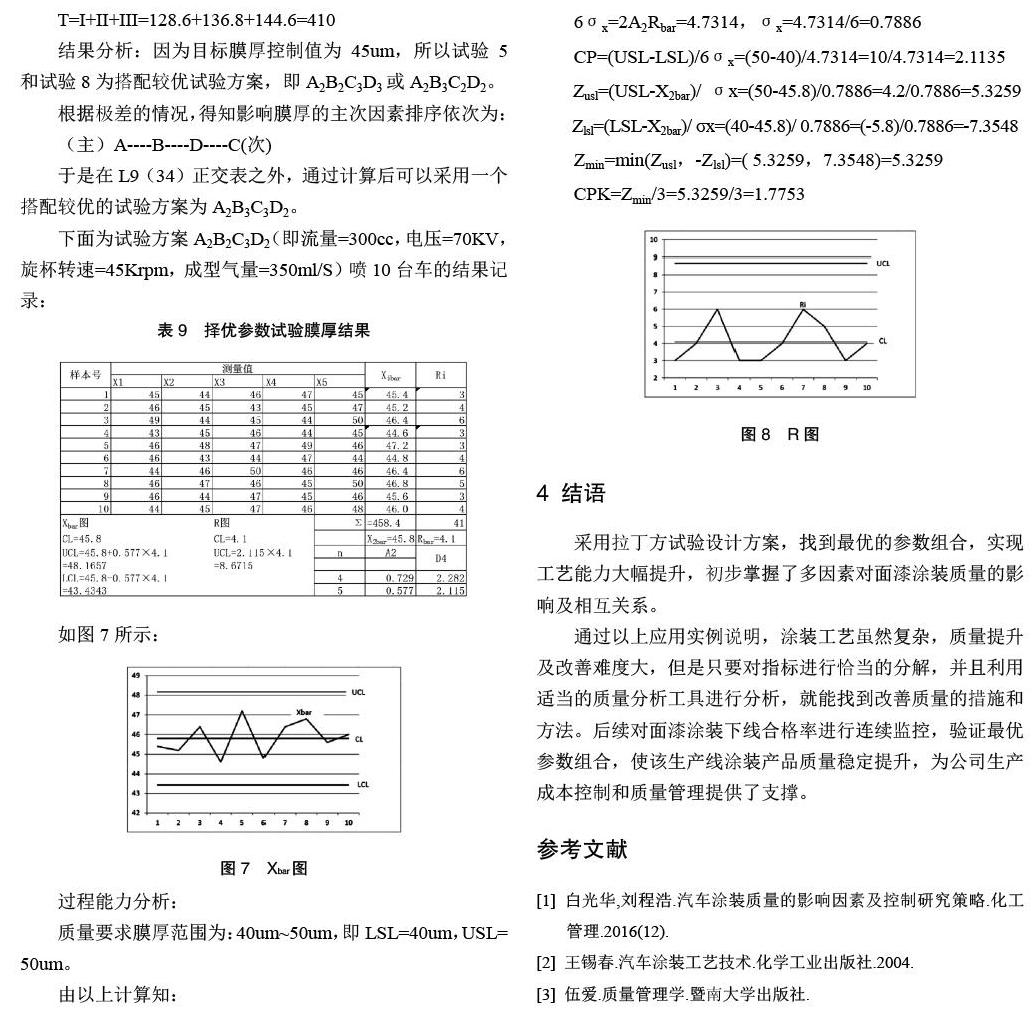
采用拉丁方试验设计方案,找到最优的参数组合,实现工艺能力大幅提升,初步掌握了多因素对面漆涂装质量的影响及相互关系。
通过以上应用实例说明,涂装工艺虽然复杂,质量提升及改善难度大,但是只要对指标进行恰当的分解,并且利用适当的质量分析工具进行分析,就能找到改善质量的措施和方法。后续对面漆涂装下线合格率进行连续监控,验证最优参数组合,使该生产线涂装产品质量稳定提升,为公司生产成本控制和质量管理提供了支撑。
参考文献
[1] 白光华,刘程浩.汽车涂装质量的影响因素及控制研究策略.化工管理.2016(12).
[2] 王锡春.汽车涂装工艺技术.化学工业出版社.2004.
[3] 伍爱.质量管理学.暨南大学出版社.
猜你喜欢
人间(2016年27期)2016-11-11
现代企业文化·理论版(2016年14期)2016-10-21
中国市场(2016年36期)2016-10-19
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29