车轴智能制造浅析
2019-10-21 08:01秦述勇于上洋宋韬
科学与信息化 2019年28期
秦述勇 于上洋 宋韬
摘 要 智能制造的进步带动了机械制造行业的快速发展,转向架车轴作为高精密的零部件,加工过程需要重点关注。本文基于车轴加工的生产过程,从车轴加工过程、加工工艺、运行管理关键信息、信息处理与利用等方面分析生产过程中的智能制造应用。
关键词 智能制造;车轴加工;应用分析
1研究背景
车轴是轨道列车的关键承载部件,断裂损坏直接影响到列车的行车安全,尤其是车轴断裂是铁路车辆发生倾覆时间的最主要原因。对车轴生产过程的工艺提升和质量控制是保證列车运行安全的保障。智能制造是近些年提出的生产过程的智能生产以及智能监控,能够对生产过程进行有效管控。本文针对车轴生产过程进行分析,提出智能制造在车轴生产过程中的应用,研究车轴生产的工艺优化、质量提升、产品追溯等[1]。
2智能制造分析
智能制造代表了产品生产过程中,利用辅助信息化管理优化生产工艺过程,提升产品检验要求,实时记录产品生产数据等的过程。智能制造以智能生产、智能管理为核心,常见的辅助管理系统有企业资源计划管理系统(ERP),供应链管理模块能实现采购、外协、物流的管理与优化;生产制造方面已建立车间制造执行系统(MES),实现计划、排产、生产、检验的全过程闭环管理。智能工厂管理需要对运行管理所必须的产品信息、设备信息、库存信息等进行采集处理分析,运行管理方法则应综合应用现代管理技术、计算机技术、信息技术与网络通信技术、自动化技术、制造技术以及系统工程的理论方法和先进管理方法,将生产过程中人、技术和管理三要素及其信息流和物流进行有机集成,优化运行,实现产品高质量、低消耗地生产[2]。
3车轴生产过程运行管理
3.1 加工过程
车轴作为转向架上作为关键零部件,加工过程需要重点关注。车轴加工过程为车轴外圆车削、滚压、磨削均采用中心孔定位的方式,采用机械手夹持车轴轴身或轮座位置给各设备上料,配置60°与90°顶尖以适应不同类型的车轴。采用轴端面驱动方式,实现一次上料至各设备,依次完成所有外圆表面的车削、滚压、磨削加工。机车与地铁车轴轴径尺寸通常为160mm,130mm,在轴端面相同节圆半径加工相同直径的销孔,同时避开轴端螺纹孔。
3.2 工艺管理
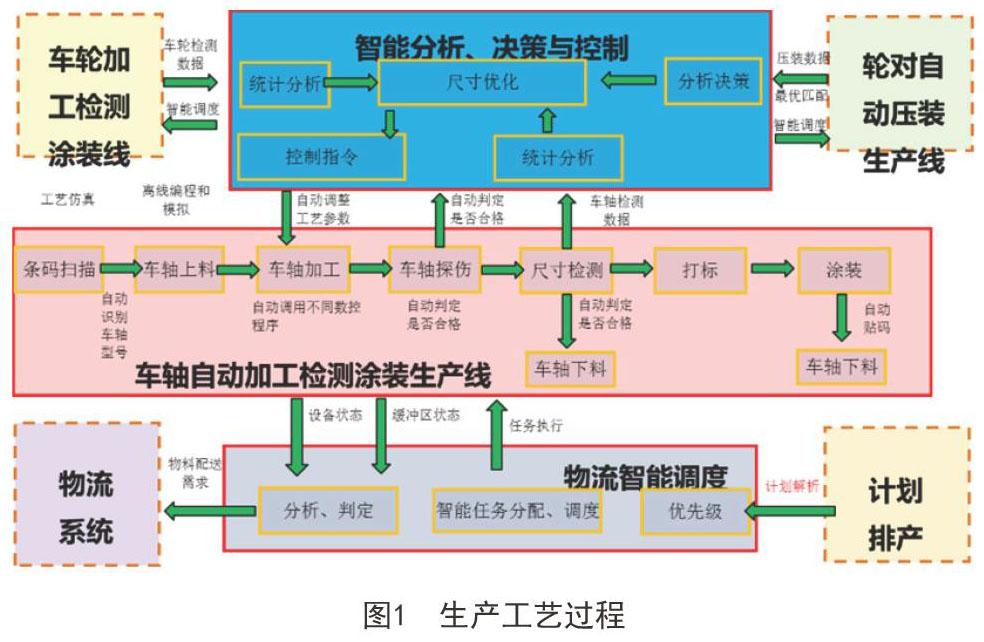
车轴加工过程需要按照计划排产结果,物流配送系统将车轴毛坯配送到车轴自动加工检测涂装生产线,并在智能设备上加工生产,经检验合格后,准备进入轮对自动压装生产线,如图1所示。优化工艺管理过程,使车轴在生产过程中的生产链条更加顺畅,生产布局更加合理,生产节拍更加优异,缩短产品生产时间,降低产品返修率,提升产品生产质量[3]。
3.3 运行管理关键信息
加工生产过程中,将加工标准、产品信息(单件跟踪号)、质量信息(合格判定)、车轴检测数据等传入制造执行系统。根据系统逻辑,机加工设备会根据输入的要求进行产品生产,也会根据输入的要求判断产品生产过程中是否时刻符合产品质量要求,做到产品的实时监控。
3.4 信息处理与利用
制造执行系统记录传入的产品信息,并记录单件跟踪号、车轴外径尺寸数据、智能设备的运行状态信息、工序执行状态、合格判定结果等信息,作为智能分析、决策与控制的基础。对异常信息根据已定义规则按角色推送给相关责任人或管理人员,相关人员根据管理规范要求处理异常信息。该信息能够被实时盯控,也可以作为后续追溯的重要手段[4]。
4结束语
车轴作为轨道列车最为关键的部件之一,其生产质量直接影响到了列车运行的安全性与稳定性。基于现有的生产过程进行论述,浅析了智能生产条件下的车轴加工,介绍了常见的智能生产辅助系统,在该系统的基础上浅析加工过程、加工工艺、运行管理关键信息、信息处理与利用等四个方面的智能制造应用,为转向架车轴加工提供参考。
参考文献
[1] 张祖国.基于全制造服务周期的智能工厂系统结构模型[J].船舰科学技术,2016,38(5):121-128.
[2] 王麟琨,王春喜.智能工厂/数字化车间参考模型概述与分析[J].中国仪器仪表,2017,(10):63-72.
[3] 缪学勤.智能工厂与装备制造业转型升级[J].自动化仪表,2014,35(3):1-6.
[4] 庞小红,吴智铭.柔性制造系统工件调度的决策支持新探讨[J].控制与决策,1990,(1):40-43,39.
猜你喜欢
课程教育研究·学法教法研究(2016年21期)2016-10-20
中学课程辅导·教师教育(中)(2016年9期)2016-10-20
科技视界(2016年20期)2016-09-29