
水培生菜自动纵向包装装置设计与试验
2019-10-10 02:45:12马义东王明辉崔永杰傅隆生王文奇
农业机械学报 2019年9期
马义东 王明辉 崔永杰,2 傅隆生,3 王文奇 徐 灿
(1.西北农林科技大学机械与电子工程学院, 陕西杨凌 712100;2.农业农村部农业物联网重点实验室, 陕西杨凌 712100;3.陕西省农业信息感知与智能服务重点实验室, 陕西杨凌 712100)
0 引言
水培生菜是植物工厂、设施园艺中的常见作物,生产规模日益增大[1-6]。为便于水培生菜物流运输、延长保鲜期,国内外常以带包装的形式进行零售[4-5]。目前,国内水培生菜的包装仍以人工为主,效率低、劳动力成本高。为提高水培生菜包装作业效率、降低劳动力成本,需研制水培生菜自动包装装置。
国内外果蔬包装机械的常见形式有四折膜板式、负压式等,包装盒多采用托盘式,封膜机构常采用热切、冷切等方式[7-21]。郑兆启等[7-9]研制了一种负压式生鲜食品包装机,对包装盒及物料损伤、切断机构运动等进行了研究。高国华等[10]基于曲柄滑块滚轮滑槽设计了蔬菜托盘式封膜装置,对切杆速度等因素进行了优化。意大利FABBRI公司生产的四折膜板式包装机已商业化应用[11]。文献[7-11]中,包装物料多横向放置,作业对象为带有物料的包装盒,缺少物料纵向放置、自动装盒等方面的研究。目前,果蔬包装大多与收获分离,增加了搬运、装盒等环节,费时费力。水培生菜因其无农药高品质生产,收获后一般直接包装;又因其展开尺寸较大,不适宜在托盘内横向放置,市场上多采用纵向装盒的包装形式。综上,为提升水培生菜生产全程机械化水平,需设计水培生菜自动纵向包装装置,使其与收获装置配套,实现收获后生菜的自动卸菜、纵向装盒、封膜等作业;减少人工装盒等过渡环节,提升收获包装整体作业效率。
水培生菜自动纵向装盒是收获包装的过渡环节,对实现收获包装自动化有重要意义。借助高速摄像技术可研究装盒过程生菜偏移、翻转等位姿特性。目前,利用高速摄像技术研究农作物运动特性时,多采用1个标记点研究对象物的位置、速度、运动轨迹等[22-25],无法分析生菜等形状不规则对象的翻转等姿态特性。至今,有关利用高速摄像技术量化水培生菜水平偏移、姿态角等位姿特性的方法尚未见报道。
本文提出一种水培生菜自动纵向装盒、封膜方法,并设计相应机具。对包装盒、导向装盒机构、切膜与封膜机构等进行设计;基于高速摄像,研究生菜水平偏移、姿态角等位姿特性量化方法;分析装盒过程中导向环对生菜位姿特性的影响;搭建样机,利用正交试验优化切膜作业参数并进行试验验证。
1 整机结构与工作原理
1.1 整机结构
水培生菜自动纵向包装装置如图1所示,与前期设计的收获装置[6]配套,可完成自动卸菜、生菜纵向装盒、切膜、封膜等。包装装置主要包括包装盒上料机构、卸菜机构、导向环、拉膜辊、薄膜纵向切刀、封膜机构、薄膜横向切刀、包装盒下料机构等。通过真空泵吸取,取盒气缸纵向提取,取盒无杆气缸横向输送,推盒气缸推送等,实现包装盒自动上料。收获装置[6]与包装装置通过卸菜机构及导向环相衔接,实现生菜的自动纵向装盒。光电传感器1检测到生菜装盒后,输送带、拉膜辊开始运动;拉膜过程中,薄膜纵向切刀执行纵向切膜。光电传感器2检测到包装盒后,输送带、拉膜辊停止,薄膜横向切刀开始横向切膜。封膜机构向下运动,完成封膜。包装盒封膜后,通过输送带运送至包装盒下料机构,通过夹盒气缸组、卸盒丝杠、卸盒气缸等部件的作用,完成包装盒自动下料。
1.2 工作原理
利用卸菜机构执行生菜纵向装盒,利用导向环减小装盒过程生菜偏移、翻转。利用封膜机构中柔性毛刷对薄膜的梳刷作用及薄膜自粘性,使薄膜贴于包装盒侧面,实现包装盒封膜。
2 关键部件设计
2.1 包装盒及导向装盒机构
2.1.1包装盒
包装盒设计需考虑生菜尺寸、形状及挤压特性。统计测量得到,生菜展开尺寸范围为250~345 mm,株高范围170~210 mm。
为避免包装盒挤压损伤生菜,利用万能试验机对生菜进行挤压试验(图2a、2b),获取生菜无损挤压程度的极限。生菜展开尺寸差异较大,需根据生菜挤压程度η设置挤压板行程Δd,其计算公式为
(1)
式中d0——生菜原始展开尺寸,mm
d1——生菜侧放高度(仅受重力),mm
di——生菜挤压状态下展开尺寸,mm
挤压试验中,挤压板尺寸为250 mm×250 mm,挤压速度设置为100 mm/min。试验结果显示,生菜无损所能承受的最大挤压程度为45%。因此,包装盒内径d应满足
d≥0.55d0
(2)
由式(2)可得,包装盒内径应不小于190 mm。考虑生菜形状(中上部展开较大,根茎附近展开较小),包装盒设计为圆台形(图2c),上底内径215 mm,下底内径190 mm,高220 mm。包装盒材料选用PP食品级塑料,厚度1 mm。
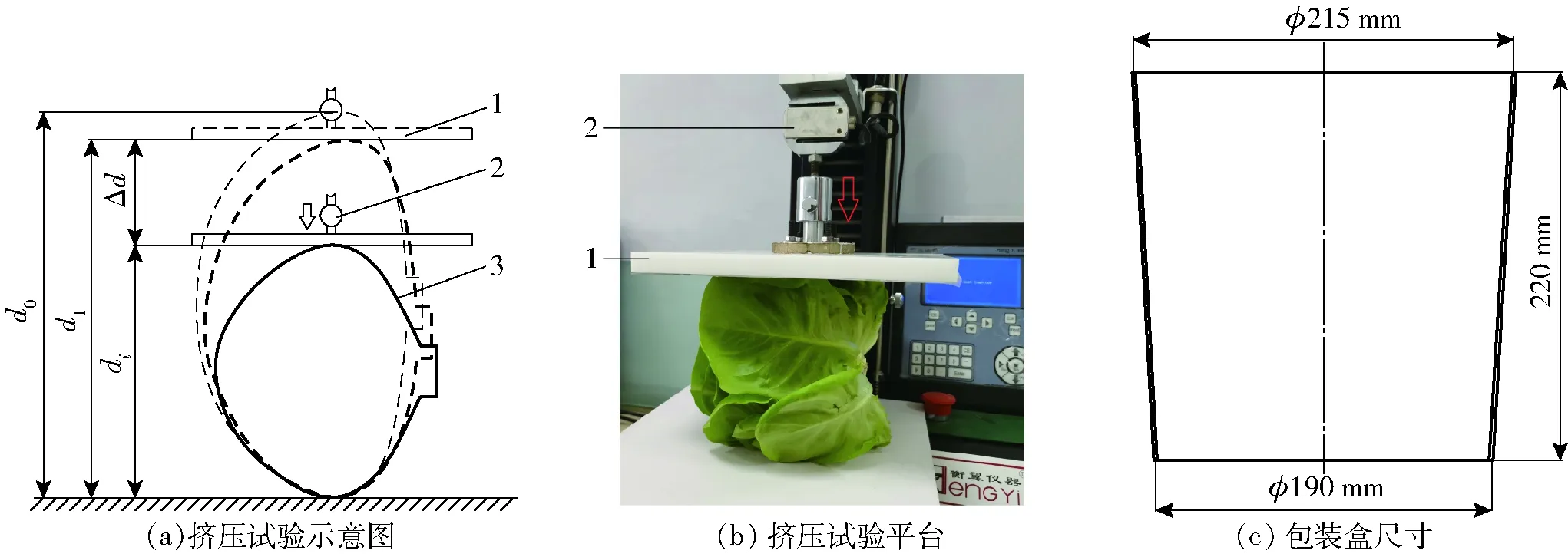
图2 生菜挤压试验及包装盒设计Fig.2 Lettuce extrusion test and packaging box design1.挤压板 2.力传感器 3.生菜
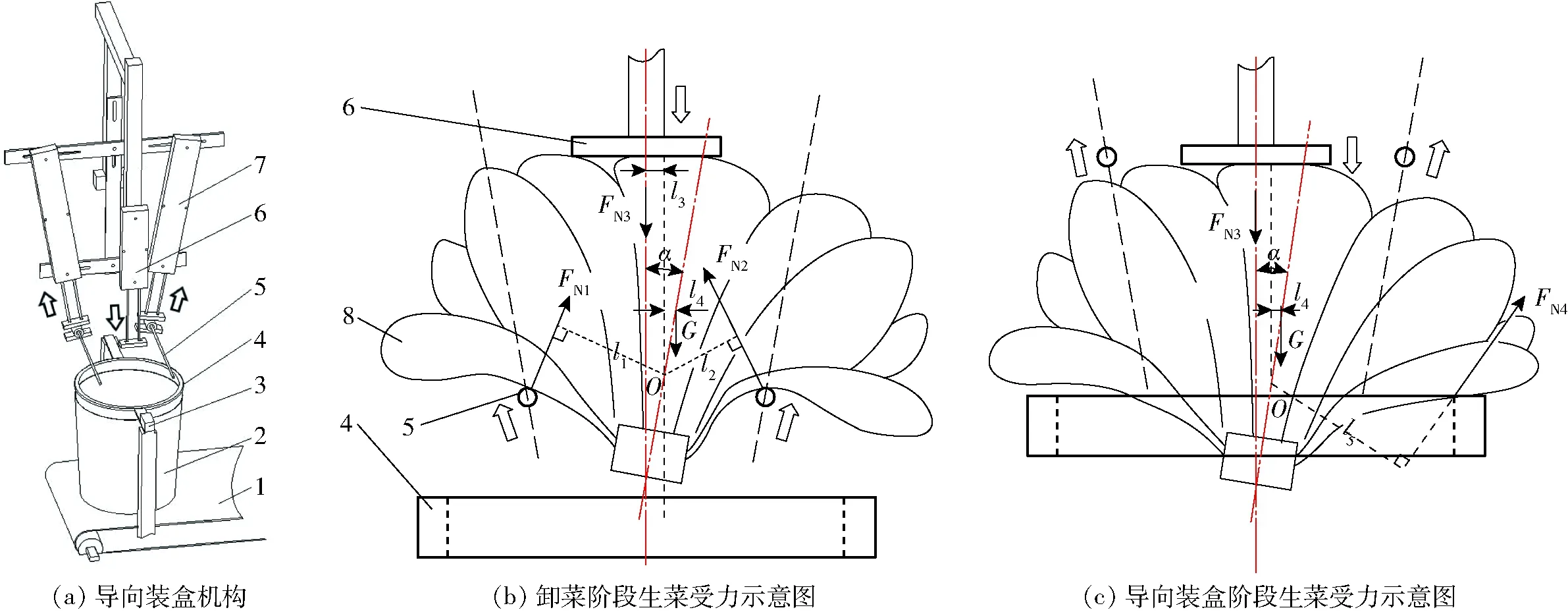
图3 生菜装盒导向机构及力学分析Fig.3 Lettuce packaging and guiding device and mechanical analysis1.输送带 2.包装盒 3.光电传感器 4.导向环 5.夹持杆 6.压菜气缸 7.聚拢气缸 8.生菜
2.1.2导向装盒机构
为保证纵向装盒过程中生菜偏移、翻转等位姿的要求,设计导向装盒机构(图3a)。生菜装盒过程可分为2个阶段:卸菜阶段、导向装盒阶段。
卸菜阶段,生菜先随夹持杆向上运动,压菜气缸作用后向下运动。由于生菜为非严格对称的几何体,生菜受夹持杆压力(FN1、FN2)、压菜气缸压力(FN3)、重力(G)的作用会发生翻转,如图3b所示,其中O为生菜质心。该阶段生菜所受力矩M1为
M1=FN1l1+Gl4-(FN2l2+FN3l3)
(3)
导向装盒阶段,夹持杆与生菜脱离,生菜仅受压菜气缸压力(FN3)、导向环压力(FN4)、重力(G)的作用,如图3c所示。该阶段,生菜所受力矩M2为
M2=FN3l3+FN4l5-Gl4
(4)
由式(3)、(4)可知,M2与M1方向相反,导向环对翻转生菜起到扶正导向作用。经预试验,导向环内径选为180 mm,导向环与包装盒上平面距离设置为30 mm。
2.2 切膜与封膜机构
生菜纵向装盒后,为实现包装盒封膜,设计切膜与封膜机构,如图4所示。切膜过程包括纵向切膜和横向切膜。纵向切膜与步进电机2拉取薄膜卷同步完成。横向切膜前,步进电机1锁定薄膜卷。封膜气缸下降一定距离完成压膜,利用柔性毛刷挤压薄膜使其张紧并贴于包装盒上表面。压膜后,横向切膜气缸继续下降,完成横向切膜。最后,封膜气缸下降至底部,利用柔性毛刷的梳刷作用及薄膜自粘性,使薄膜贴于包装盒侧面,完成封膜。

图4 切膜与封膜机构示意图Fig.4 Structure diagram of film cutting and covering1.包装盒 2.步进电机1 3.薄膜卷 4.纵向切刀 5.横向切刀 6.横向切膜气缸 7.封膜气缸 8.固定板 9.毛刷 10.横向割刀架 11.压膜辊 12.步进电机2 13.输送带
薄膜选用PE材料,具有自粘性,厚度0.01 mm,宽度600 mm。纵向切刀选用11号手术刀片。横向切刀为0.5 mm厚碳钢锯齿刀。横向切膜及压膜气缸均选用缸径16 mm的三轴气缸。
2.2.1切膜机构
图5为横向及纵向切膜示意图。根据包装盒尺寸及预试验,封膜所用薄膜尺寸设计为450 mm×450 mm。

图5 切膜示意图Fig.5 Diagram of film cutting1.纵向切刀 2.横向切刀 3.薄膜
为避免拉膜过程薄膜变形超过其弹性极限、保证后续拉膜连续性,纵向切膜时薄膜预留宽度L需满足
(5)
式中Fmax——薄膜卷最大拉取力,N
δ——薄膜弹性极限,MPa
h0——薄膜厚度,mm
预试验得到:薄膜卷最大拉取力为2.20 N,薄膜弹性极限为7.27 MPa。由式(5)可知,薄膜预留宽度L应不小于15 mm,本文L为75 mm,满足拉膜要求。相邻两块薄膜的间距设置为200 mm。
2.2.2封膜机构
图6为包装盒封膜示意图,主要包括压膜和封膜。压膜深度h1设置为10 mm,封膜深度h2设置为120 mm。根据包装盒尺寸,封膜圆环内径设计为240 mm,毛刷长度设计为50 mm。

图6 包装盒封膜示意图Fig.6 Diagram of film covering packaging box1.柔性毛刷 2.封膜圆环 3.薄膜 4.包装盒
2.3 控制系统

图7 自动包装控制系统电路图及时序图Fig.7 Circuit diagram of control system and sequence chart for packaging
图7为自动包装控制系统电路图及时序图,选用AT89C52单片机作为控制器;采用C语言在KeiluVision2软件中进行编程。供电系统主要包括24 V直流电(为步进电机驱动器和电磁阀供电)和单片机的5 V直流电(为继电器、光电传感器、霍尔传感器、限位开关供电)。单次包装作业顺序主要为包装盒上料、输送带运盒、切膜、封膜、包装盒下料,各控制器件时序及信号传递如图7b所示。
3 包装试验
3.1 装盒位姿特性试验
为研究装盒过程中生菜偏移、翻转等位姿特性的量化方法,分析导向环对生菜位姿特性的影响,基于高速摄像机(i-SPEED型,OLYMPUS)进行生菜装盒位姿特性试验。试验装置如图8所示,聚拢气缸及压菜气缸的速度均设置为100 mm/s[6];高速摄像机拍摄频率设置为500 f/s。

图8 装盒位姿特性试验装置Fig.8 Test device for putting lettuce into packaging box1.压菜气缸 2.聚拢气缸 3.夹持杆 4.导向环 5.包装盒
3.1.1试验材料与方法
选取10株长势良好的水培生菜进行装盒位姿特性试验,分为2组:5株用于无导向环装盒试验,5株用于有导向环装盒试验。
图9展示了基于高速摄像的生菜装盒位姿特性(水平偏移、姿态角)量化方法,用于表征生菜的偏移、翻转。在生菜竖直方向标记7个特征点(相邻点间距5 mm),选取装盒全程可见的3个连续特征点(H、K、Q)用于计算水平偏移、姿态角。
利用K点计算生菜水平偏移ΔXi,其方程为
ΔXi=xKi-xK0
(6)
式中xKi——第i步K点横坐标值,mm
xK0——初始状态K点横坐标值,mm
利用H、Q点计算生菜姿态角,其方程为
(7)
式中 Δx——H点与Q点横坐标差值,mm
Δy——H点与Q点纵坐标差值,mm
φi——第i步生菜姿态角,(°)
xQi、xHi——第i步Q、H点横坐标值,mm
yQi、yHi——第i步Q、H点纵坐标值,mm
装盒位姿特性试验中,均由生菜运动至最高处开始标记特征点,每隔2步(0.006 s)标记1组(3个特征点)。无导向环装盒试验中,共标记50组特征点;有导向环装盒试验中,特征点标记至生菜进入导向环(特征点因导向环阻挡而不可见)结束。装盒位姿特性试验中,均将标记的高速摄像最后一帧视为生菜入盒。
3.1.2试验结果与分析
(1)无导向环装盒试验结果
由图10可知,生菜入盒时水平偏移、姿态角较大,致使包装盒倾斜,无法完成纵向装盒,该状况视为装盒失败。为研究无导向环装盒过程生菜的位姿特性,对5组试验中生菜的水平偏移、姿态角进行量化统计,如图11所示,图中1~5表示试验号。水平偏移的正值代表向右偏移,姿态角为正表示逆时针翻转。
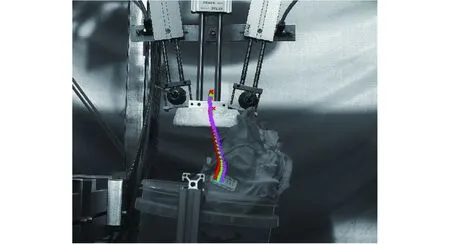
图10 无导向环特征点轨迹及入盒效果Fig.10 Feature points and entering box effect without guiding annulus
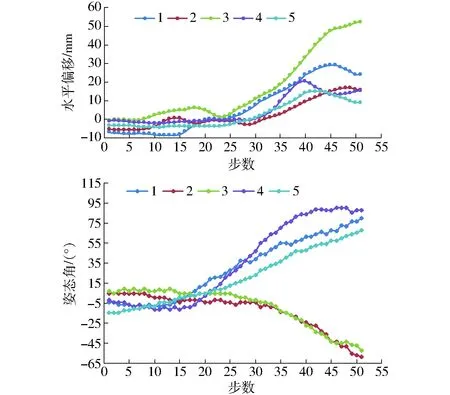
图11 无导向环试验结果Fig.11 Results of packaging without guiding annulus
由图11可知,生菜装盒过程前期水平偏移、姿态角均相对稳定,随步数的增加,水平偏移和姿态角增大。上述现象由生菜所受外力变化造成,高速摄像发现:装盒前期,生菜受压菜气缸和2个夹持杆共同作用,所受力矩较小(图3b)。由于生菜非完全对称几何体,随步数增加,生菜先与一侧夹持杆分离,压菜气缸继续作用下,生菜绕另一侧夹持杆翻转(图10),所受力矩增大,因此水平偏移和姿态角均增大。上述分析表明:无导向环装盒过程中生菜偏移、翻转严重;需添加导向环,减小生菜入盒时的水平偏移和姿态角以保证纵向装盒成功。
(2)有导向环装盒试验结果
由图12可知,生菜入盒状态(偏移、翻转)明显优于无导向环时(图10),可保证纵向装盒成功。对5组有导向环试验中生菜的水平偏移、姿态角进行量化统计,如图13所示。

图12 有导向环特征点轨迹及入盒效果Fig.12 Feature points and entering box effect with guiding annulus

图13 有导向环试验结果Fig.13 Results of packaging with guiding annulus
由图13可知,装盒过程生菜的水平偏移、姿态角前期振荡变化,后期趋于稳定且小于无导向环试验。装盒前期,由于导向环对生菜的作用,生菜偏移、翻转趋势减小,所以水平偏移、姿态角振荡变化。由于导向环对生菜的力矩与其翻转的方向相反(图3c),生菜入盒时,水平偏移、姿态角均小于无导向环试验。
(3)入盒效果对比分析
对比分析2组装盒试验(有、无导向环)生菜入盒时的水平偏移和姿态角(均不考虑方向),如图14所示,方差分析如表1所示。生菜入盒时,有导向环水平偏移平均值为5.8 mm,比无导向环时减小75.0%;有导向环水平偏移变异系数为46.8%,小于无导向环时,说明其水平偏移更稳定。有导向环姿态角平均值为17.9°,比无导向环时减小74.2%;有无导向环时,姿态角变异系数基本相同,均较稳定。上述分析表明,导向环可减小生菜入盒时的偏移、翻转,保证生菜纵向装盒成功。

图14 生菜入盒水平偏移及姿态角Fig.14 Horizontal excursion and attitude angle when lettuce entering box
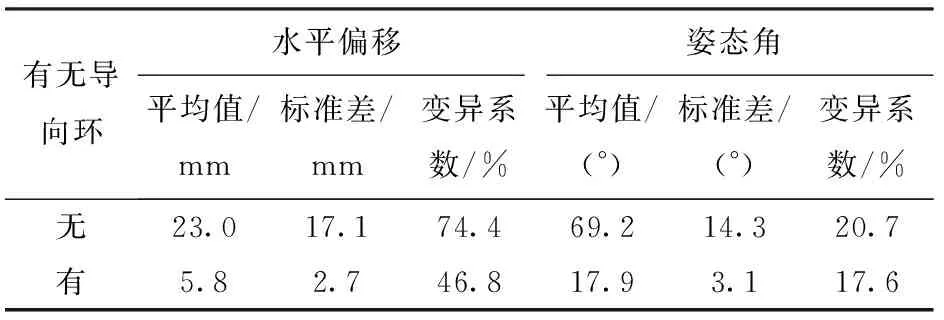
有无导向环水平偏移姿态角平均值/mm标准差/mm变异系数/%平均值/(°)标准差/(°)变异系数/%无23.017.174.469.214.320.7有5.82.746.817.93.117.6
3.2 切膜作业参数优化试验
3.2.1试验装置与方法
为验证本文设计的包装装置,优化切膜作业参数,研制了试验样机,如图15所示。试验样机集成了水培生菜收获、包装装置。

图15 试验样机Fig.15 Test prototype1.包装盒上料机构 2.收获装置 3.导向装盒机构 4.包装装置 5.包装盒下料机构
选取薄膜纵向切刀与薄膜夹角X1、拉膜辊拉膜速度X2、薄膜横向切刀速度X33个因素进行正交试验,求解包装成功率最高的参数组合。根据预试验选取各因素水平值,如表2所示。选用L9(34)正交表安排试验,共9组,每组试验重复100次,统计其成功率。

表2 正交试验因素水平Tab.2 Factors and levels of orthogonal tests
3.2.2试验结果与分析
正交试验结果如表3所示(A、B、C为因素水平值),其中,包装成功率最高为95.0%(第8组)。正交试验方差分析如表4所示,由F值可知,试验因素影响包装成功率的显著性次序为:薄膜横向切刀速度、拉膜辊拉膜速度、薄膜纵向切刀与薄膜夹角。

表3 正交试验结果Tab.3 Results of orthogonal tests
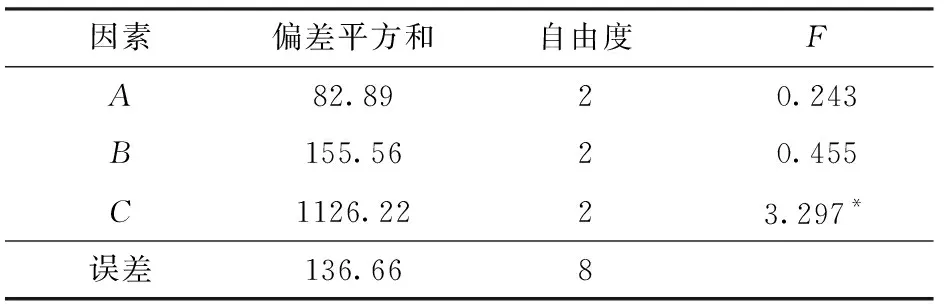
表4 正交试验方差分析Tab.4 Analysis of variance for orthogonal tests
注:*表示在0.1水平上显著。
利用极差分析求解作业参数最优组合,如图16所示,最优参数组合为A2B2C3。
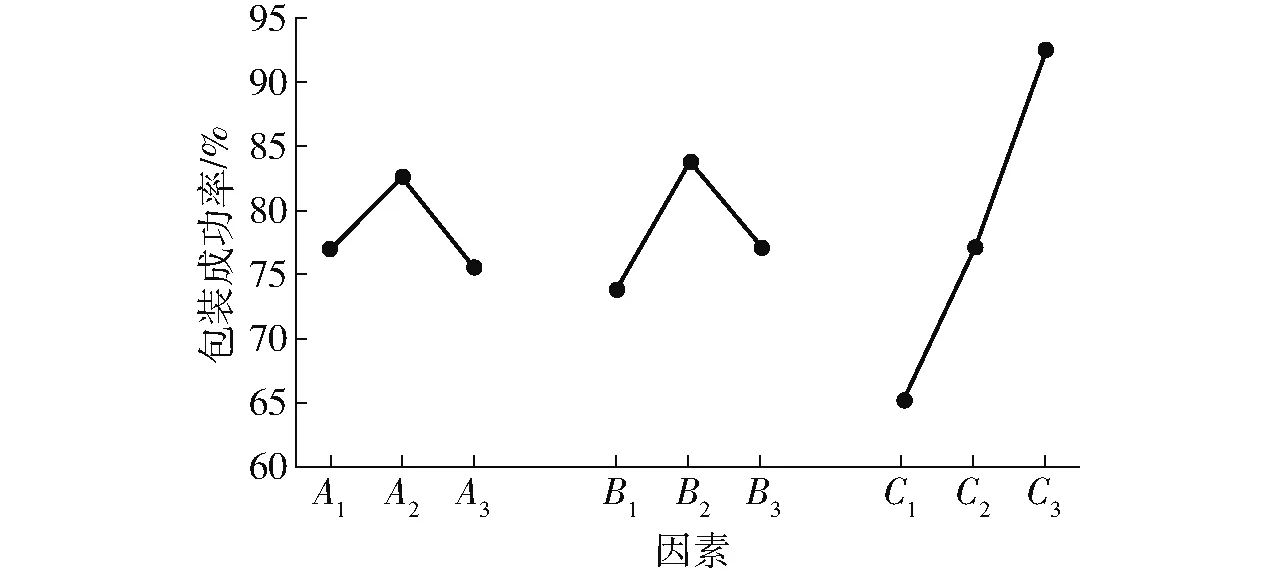
图16 包装成功率随因素变化曲线Fig.16 Variation curves of packaging success rate with factors
3.2.3验证试验
对正交试验所得最优参数组合(薄膜纵向切刀与薄膜夹角30°、拉膜辊拉膜速度300 mm/s、薄膜横向切刀速度500 mm/s)进行试验验证,重复100次,统计其成功率。利用秒表测量样机作业时间(由卸菜开始至封膜结束)、相同包装效果下人工作业时间。
验证试验结果显示,最优参数组合下,包装成功率为96%,包装效果如图17所示。样机单次包装用时10.5 s,其中装盒用时1.2 s、输送带与纵向拉膜5.5 s、横向切膜与封膜3.8 s。人工单次包装用时25 s,样机作业时间比人工缩短58%。

图17 包装效果Fig.17 Packaging effects
4 结论
(1)提出了一种水培生菜收获后自动纵向装盒、封膜方法,并研制了样机。利用聚拢气缸、压菜气缸及导向环执行生菜纵向装盒,利用封膜机构中柔性毛刷对薄膜的梳刷作用及薄膜自粘性完成封膜。
(2)基于高速摄像,提出了利用3个特征点量化生菜水平偏移、姿态角的方法;研究了导向环对生菜装盒位姿特性的影响。装盒位姿特性试验结果显示:生菜入盒时,有导向环水平偏移平均值为5.8 mm,比无导向环时减小75.0%;有导向环姿态角平均值为17.9°,比无导向环时减小74.2%。导向环可减小生菜装盒过程的偏移、翻转,保证生菜纵向装盒成功。
(3)正交试验结果显示:切膜作业最优参数组合为薄膜纵向切刀与薄膜夹角30°、拉膜辊拉膜速度300 mm/s、薄膜横向切刀速度500 mm/s。验证试验结果显示:最优参数组合下,包装成功率为96%,样机单次包装用时10.5 s,比人工缩短58%。
猜你喜欢
包装工程(2023年14期)2023-07-25 07:02:50
设备管理与维修(2020年19期)2021-01-05 07:05:40
商品与质量(2020年31期)2020-12-18 11:11:30
学生天地(2019年36期)2019-08-25 08:59:28
机械工程与自动化(2018年1期)2018-04-02 07:29:28
童话世界(2016年11期)2016-08-24 05:39:22
浙江大学学报(工学版)(2016年9期)2016-06-05 09:20:56
小天使·三年级语数英综合(2015年5期)2015-06-06 05:47:50
机电信息(2014年26期)2014-02-27 15:53:39
机电信息(2014年23期)2014-02-27 15:53:30
