
一种车桥专用双工位高压多触头造型机
2019-10-09 02:08:24李邵亮任玉强
中国铸造装备与技术 2019年5期
李邵亮,于 强,任玉强
(青岛恒林工业集团股份有限公司,山东青岛 266400)
双工位主动式高压多触头造型机是现今国内先进的造型机,是我公司自行研发生产的用于为长春一汽配套的生产车桥的重点设备,且具有以下特点:铸型紧实度高且均匀;铸型尺寸精度高;结构紧凑、劳动强度低、生产效率高等;噪音低、设备结构简单、降低了设备维修的要求,延长了使用的寿命;压头采用主动式的造型方式[1,2]。
1 技术参数
铸件材料:铸铁、球铁;生产率:10~12箱/小时(自动加砂)。
铸型紧实的方式:主动式静压多触头造型法;紧实力:(20~120)N/cm2;脱模行程:800mm;最大砂胎高度:≤300mm;需要砂量:约40t/h;控制方式:可编程序(PLC);主驱动方式:液压 ;工作频率:50Hz;接近开关电压:24VAC。
2 结构组成
静压多触头双工位造型机用于交替生产上、下箱粘土模砂型(见图1),主要由余砂框、交换车、顶杆起模、多触头造型机、辊道、液压和电控系统几部分组成。
2.1 余砂框装置
余砂框装置主要由余砂框和油缸驱动装置组成。当交换车运行到此处,扣上砂箱后,油缸将余砂框推到砂箱上面,将砂库里的砂加满砂箱和余砂框,有利于触头将粘土砂压实成砂型,最后余砂框在油缸的拉力下,将砂型压实后多余的砂子刮掉,余砂框复位。
2.2 交换车
交换车主要由上箱交换车、下箱交换车、连接总成、双出杆油缸传动装置。主要功能是将砂箱在加砂工位和多触头压实工位相互交换,当上箱在压实工位时,下箱先起模,然后再扣空箱、加砂,最后上箱移动到加砂起模工位,下箱移动到压实工位。
2.3 顶杆起模
顶杆起模主要由四个顶杆、油缸、底座组成。它负责将压实的砂型与模具脱离,代替人工用天车起模,提高了效率。
2.4 多触头造型机
多触头造型机主要由顶座、油缸触头集成系统、立柱、底座组成。造型机是整套设备的核心部分,根据不同铸件采用不同的压力,对砂型进行压实成型。
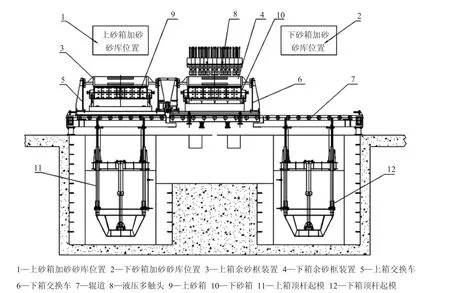
图1 静压多触头双工位造型机结构组成
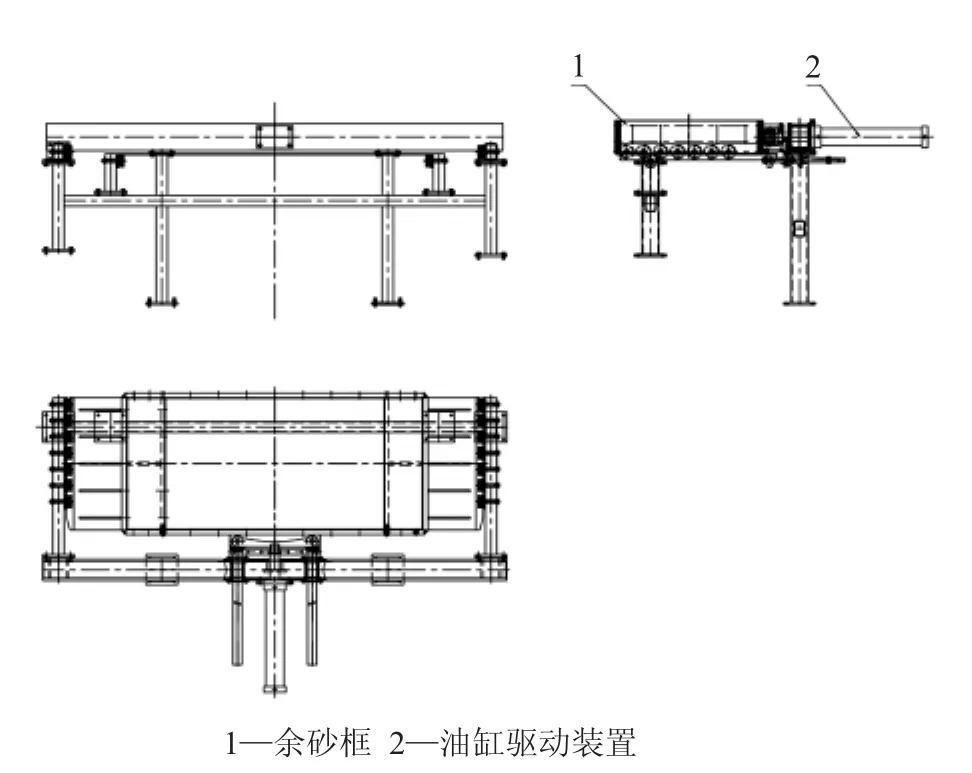
图2 余砂框装置
2.5 交换车辊道
交换车辊道主要由导轨、滚轮、挡砂板和支撑等几部分组成,实现上下箱交换车带动砂型在辊道上转运。
该机利用液压通过压头对砂箱内的型砂施加压力来紧实型砂。其压力一般为6~8MPa。高压多触头造型机压头分割成几块可以上下运动的小块——触头 (图1),通过液压缸可获得很大的压实力。压实时,各触头按其下面的模样高度(即受压砂层厚度)施加相应的压力,使砂型获得很高的、均匀的紧实度和硬度。可根据不同工件的硬度要求随时调节系统工作压力以适用不同工件要求。
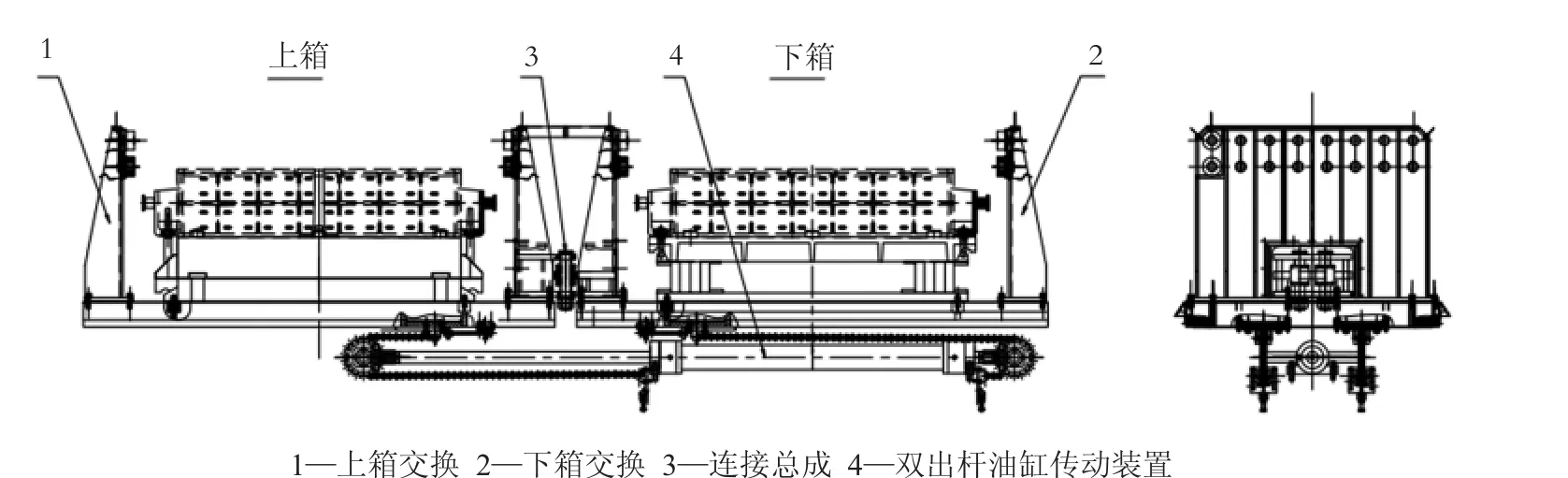
图3 交换车
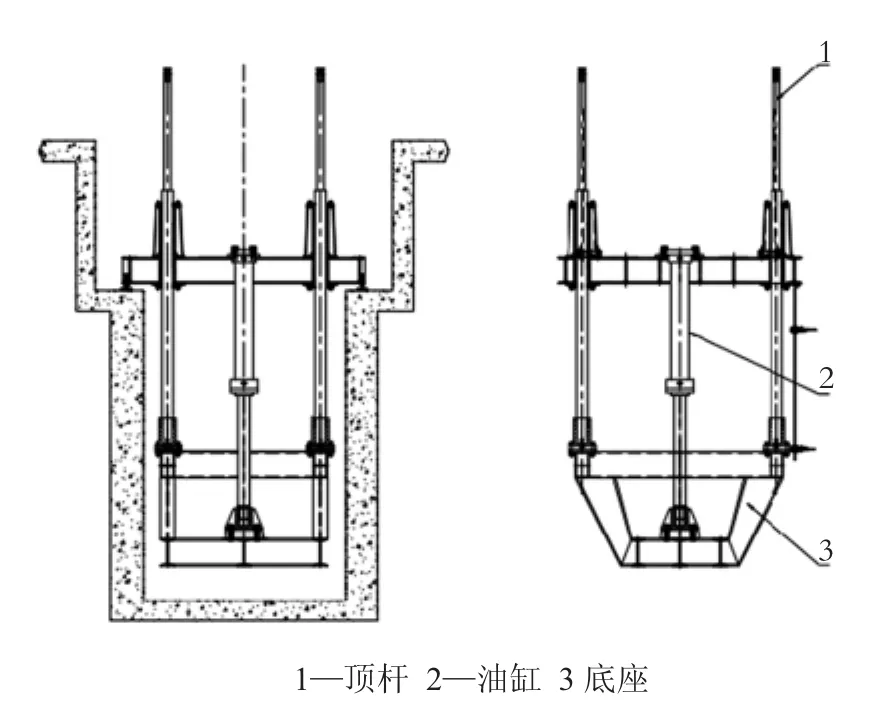
图4 顶杆起模
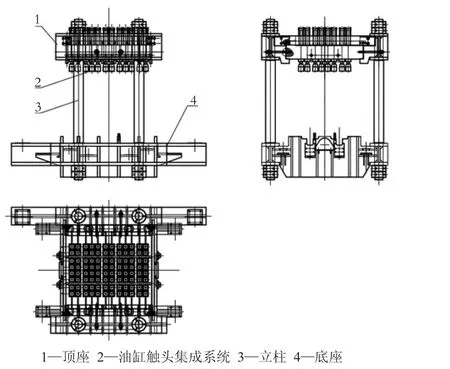
图5 多触头造型机

图6 交换车辊道
猜你喜欢
铸造设备与工艺(2022年3期)2022-07-13 14:12:50
中国铸造装备与技术(2022年3期)2022-05-27 01:28:56
中国铸造装备与技术(2021年6期)2021-12-02 13:36:50
中国特种设备安全(2021年5期)2021-11-06 05:09:50
模具技术(2021年5期)2021-10-13 09:00:58
中国铸造装备与技术(2021年1期)2021-02-02 03:24:22
玻璃(2020年2期)2020-12-11 22:20:04
玻璃(2020年2期)2020-12-11 22:20:04
锻造与冲压(2020年13期)2020-07-09 06:56:24
中国设备工程(2017年2期)2017-03-06 05:36:55
