不锈钢复合钢板封头裂纹成因分析及检验评定探讨
2019-09-28 07:13吴高峰
质量技术监督研究 2019年3期
吴高峰
(福建省锅炉压力容器检验研究院,福建 福州 350008)
1 前言
不锈钢复合钢板是一种采用爆炸或爆炸-轧制等方法,由基层材料和覆层材料复合而成的双层金属钢板[1]。其基层主要满足结构强度和刚度的要求,覆层满足耐磨损、耐腐蚀等特殊性能的要求。随着石油化工行业的蓬勃发展,这种复合钢板被广泛应用与各类设备、装置的制造中,不仅显著降低制造成本,还满足了设备的使用工况要求[2]。
2 设备简介和缺陷概述

表1 设备主要参数表
福建某大型石化企业PTA装置中一台PTA结晶器于2010年10月投用,设备参数详见表1。该台设备封头部位采用不锈钢复合钢板旋压制造,基层材料为16MnR,厚度28mm,主要满足结构强度和刚度的要求;覆层材料为00Cr19Ni10,厚度3mm,主要满足耐蚀、耐磨等特殊性能的要求。2017年对该设备进行定期检验时,通过渗透检测发现该容器内表面下封头内衬覆层环缝的热影响区存在大量裂纹缺陷,沿环焊缝整圈呈纵向分布,缺陷形貌详见图1。设备在运行过程中,如果未及时发现并修复此类缺陷,可能造成覆层裂纹扩展成穿透性缺陷,介质侵蚀基层材料,危及设备的安全运行。
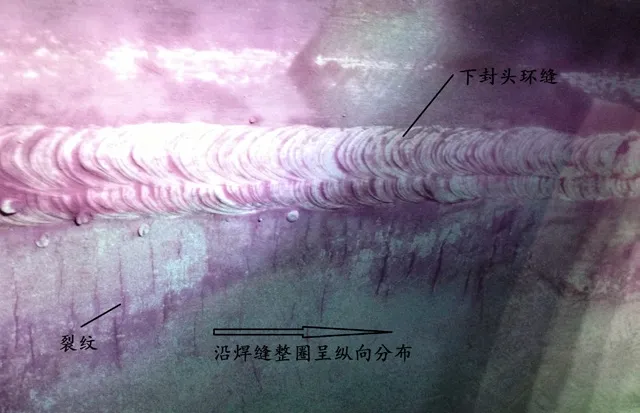
图1 定期检验中检出缺陷的形貌图
3 缺陷产生的原因分析
由图1可见,裂纹方向与焊缝垂直,分布在焊接热影响区。因复合钢板多层焊接导致该部位较长时间停留在420℃~850℃的敏化温区,奥氏体晶粒边界析出碳化铬,在狭窄区域形成贫铬区,产生晶间腐蚀引发开裂。此外,封头采用的复合钢板中覆层材料为奥氏体不锈钢,其导热系数约为碳钢的1/3,线膨胀系数也比碳钢大得多,同时随着温度的升高,膨胀的差值也相应增加。该类型复合钢板在焊接过程中,基层、过渡层、覆层的焊接造成多次热循环,焊接接头及焊缝热影响区产生较大的内应力。同时由于焊接过程中,加热和冷却存在局部不均匀,使复合钢板沿壁厚方向上存在较大的残余应力,覆层表面形成拉应力,也是导致复合钢板焊接后覆层表面容易产生裂纹的主要原因之一。结晶器中具有搅拌机和折流板,通过搅拌来保持PTA颗粒处于悬浮状态,同时加速晶粒生长[3]。内压交变载荷作用和酸性流动介质磨损更加剧了覆层表面裂纹的扩展。
另一方面,焊接过程中奥氏体不锈钢覆层结晶时间长,杂质偏析严重,覆层在焊接热循环的作用下造成热影响区晶粒粗大,碳、氮化合物沿晶界偏析,从而降低了覆层焊接接头的塑性和韧性,增大了裂纹产生的几率。
另外,采用此类不锈钢复合钢板制造带拼接焊缝的封头,若采用热成型制造工艺会对焊接接头的性能产生诸多不良影响,因此该类型封头一般采用冷成型制造工艺。但在旋压过程中往往施加较大的外力,基层金属和覆层金属间的力学性能差异使复合钢板在塑性弯曲时产生不均匀的内应力,也是缺陷产生的因素之一。
4 检验对策和缺陷处理
(1)定期检验过程中发现该类裂纹时,应当扩大表面无损检测的比例或者区域,以便发现可能存在的其它缺陷。同时采用超声测厚方法,在裂纹产生部位测定基层壁厚是否存在明显的腐蚀减薄,并标图记录[4]。当发现覆层穿透性缺陷或者有可能引起压力容器本体腐蚀的缺陷时,应当查明本体的腐蚀状况和其他缺陷。
(2)根据表面检测结果确定裂纹位置,用砂轮磨光机清除裂纹直至消除,并再次进行表面检测以确保缺陷完全消除。如果凹坑深度小于覆层厚度,只需采用不锈钢焊条进行补焊;如果基材发生腐蚀,则应选用相对应材料的碱性焊条进行补焊。
5 安全状况等级评定
通过审查设计文件和图纸,笔者发现该设备封头形式为椭圆型,基层材料为16MnR,厚度28mm,满足容器强度的计算和校核要求。而基层和覆层可视为承担不同作用的两个部分,对该设备进行表面缺陷和埋藏缺陷检测后,有必要将基层和覆层这两部分的焊缝缺陷区分评定。基层焊缝缺陷可依据《固定式压力容器安全技术监察规程》第8.5条中相关要求进行安全状况等级评定,文中不再赘述。
在实际检验过程中发现,覆层焊缝缺陷多以气孔、夹渣、未熔合等非活动性缺陷为主,鲜有开裂或萌新的迹象。故覆层焊缝缺陷可按照设计文件中无损检测的要求进行评定,即不允许存在内外表面裂纹,其它非活动性缺陷不影响安全状况等级评定。同时覆层腐蚀深度不超过覆层厚度1/2的不影响定级,否则应当定为3级或者4级。
6 结语
不锈钢复合钢板旋压封头由于其制造工艺的特点和焊接过程的特殊性,在焊接应力和封头旋压外力的共同作用下,增加了焊缝热影响区裂纹产生的几率。通过分析缺陷的成因有助于在压力容器定期检验中更准确的判断和评定缺陷对设备的安全性能的影响。同时,有必要掌握设备的制造工艺和结构特点并综合分析,以基于风险的理念保障检验开展和设备安全。
猜你喜欢
机械管理开发(2022年5期)2022-07-07
大型铸锻件(2022年1期)2022-02-12
矿冶工程(2021年6期)2022-01-06
石油化工设备(2021年4期)2021-07-21
石材(2020年11期)2021-01-08
装备制造技术(2020年4期)2020-12-25
热喷涂技术(2019年3期)2019-11-14
制造技术与机床(2019年6期)2019-06-25
浙江大学学报(工学版)(2016年9期)2016-06-05
中国石油大学学报(自然科学版)(2015年2期)2015-11-10