
新配方纺丝控制系统的设计与实现
2019-09-27 00:38童少为吕占龙赵俊铭
产业与科技论坛 2019年16期
□童少为 王 鑫 吕占龙 赵俊铭
随着现代技术的发展,DCS实现了生产过程的集中监控和集中管理,并向着信息化和集成化的方向继续发展,提高了工业生产效率和控制精度,降低了运行、维护成本。
一、纺丝生产工艺及装置使用Honeywell Epks控制系统平台简介
(一)系统及软件平台。EPKS(Experion PKS)过程知识系统是Honeywell新一代的过程自动化系统,它将人员与过程控制、经营和资产管理融合在一起。Experion PKS为用户提供了远高于集散控制系统的能力,包括嵌入式的决策支持和诊断技术,为决策者提供所需信息;安全组件保证系统安全环境独立于主控系统,提高了系统的安全、可靠性。
CAB(Custom Algorithm Block开发环境是基于Microsoft Visual Studio软件构建的。CAB为用户提供了一个面向工业控制的环境,与Experion PKS控制系统的Experion平台紧密集成。用户可以通过CAB自行定义控制算法和数据结构,这样可以减少创建复杂和高效控制策略所需的工作量。CAB可以在Experion应用程序控制环境(ACE)节点或C 300控制器中工作,从而大大提高了控制系统冗余的可靠性。CAB开发环境创建的控制策略功能块与Experion控制器中的其他功能块一样可以在C300控制器中工作。
(二)纺丝生产工艺简介。纺丝是将聚合车间制备的纺丝原液处理加工而成的长丝束。吉化某公司采用湿纺二步法工艺生产纺丝。湿纺二步法纺丝工艺的一般流程包括纺原液制备、纺丝、凝固浴、三级牵伸、上油、干燥、收丝。第一,原液制备:配置纺丝原液,净化形成的纺丝原液再对其进行脱泡处理去除杂质;第二,纺丝:原液流经过纺丝箱进入计量泵由计量泵的喷丝口喷出,进入纺丝浴中纺丝成形;第三,凝固浴:凝固浴箱中的含有DMAC凝固剂,纺丝原液与DMAC接触后瞬间凝固形成初生纤维;第四,三级牵伸:牵引拉伸纺丝提高韧性,牵伸时水洗纺丝分离纺丝中的凝固剂;第五,上油:减少纺丝与设备的摩擦力,提高集束性;第六,干燥:烘干箱中烘干纺丝;第七,收丝:纺丝经过反复缠绕,制作为丝饼。
二、旧配方简述及新配方系统的设计与实现
(一)旧配方。旧配方系统需要配置一台工程师站(Sur)、三台操作站(D站两台、F站一台)、一台配方站(Rep)。配方数据以EXCEL表格的形式存放在配方站中,选择生产配方时操作工需要在配方站找到存储配方数据的EXCEL表格,选择传送配方到DCS选项,配方就会通过DCS系统网络传输到DCS控制系统的各个服务器及操作站。配方传输完成后操作工便可以在操作站Station画面选择配方然后将配方信息通过FTE网络下载到控制器中。
FTE(Fault Tolerant Etherent)容错以太网是DCS控制系统的冗余控制网络,FTE具有容错、网络快速响应和控制应用安全性高等特点,FTE网络的各个网络节点都有四条通讯路径,相比于普通的以太网通讯具有突出的优点。
(二)新配方系统的设计与实现。基于Honeywell的CAB(Custom Algorithm Block)开发环境。通过CAB平台利用VB.NET语言开发新型数据块(DB块)与新型算法功能块,应用在霍尼韦尔系统中。
新配方中DB1、DB2、DB3、DB4、DB5用来存储一次输入的实际生产数据以及经过四层计算得到的数据。第一层计算得出纺丝生产线高速生产的57项数据;第二层计算得出纺丝生产线低速生产的45项数据;第三层计算得出纺丝生产线低速生产的45项数据;第四层计算偏差,生产数据的最大值与最小值。
四层计算过程在新开发的算法功能块中实现,计算结束后数据分别存储与对应的DB块中。新型DB块与算法功能块完全取代了旧配方中的EXCEL表格的功能将配方数据直接存储于控制器中。
在CAB开发环境中创建控制策略。使时序控制、联锁控制等复杂控制在CAB中实现并集成为新的控制功能块,完成纺丝控制系统的设计。纺丝控制系统有以下控制要求。
1.电机转速。计量泵机组、集束辊机组、四棱辊机组、烘干辊机组的电机转速由变频器控制。
2.凝固浴。传感器检测凝固浴中DMAC浓度,通过改变调节阀的开度控制DMAC的补加量调节凝固浴的浓度。另外换热器冷却水的流量用于控制凝固剂的温度。
3.温度控制。在纺丝的烘干过程中,当温度传感器检测到烘干箱实际温度低于设定温度时,调节阀开度增加;当烘干箱温度高于设定值时,调节阀开度减小,通过PID控制调节阀开度从而调节高压蒸汽的流量,控制纺丝烘干箱的温度。
4.切换速度生产时序控制。更换配方或者切换生产速度时,电机转速变化会对纺丝的拉力造成影响。速度变化太快容易使纺丝在牵伸时出现断头甚至造成纺丝断裂等结果。因此系统需要根据牵伸机组的转速,确定速度切换时序步骤。在一定周期内各个电机速度达到目标值,使系统波动最小,保证纺丝的质量。
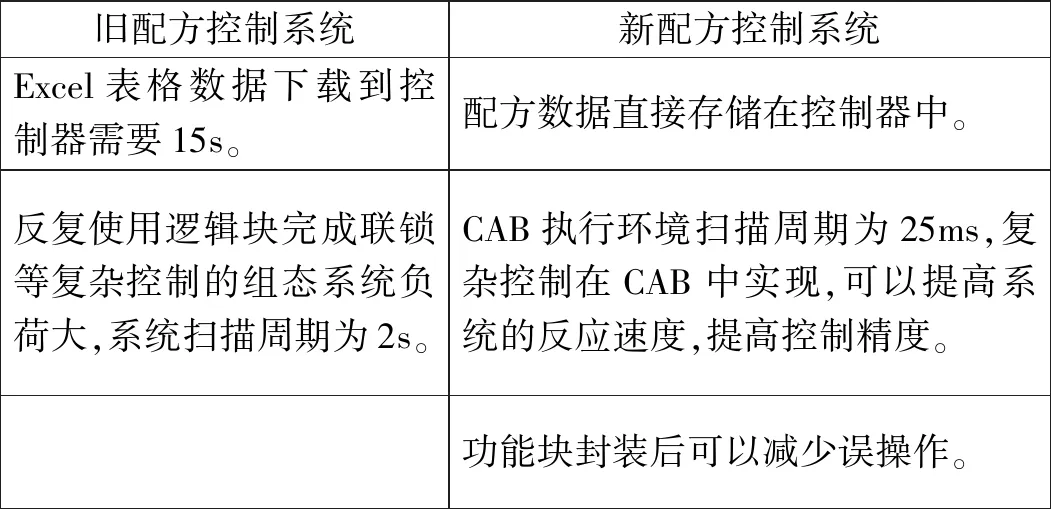
表1
5.故障停电机。生产过程中有电机出现故障时系统会判断现场状况联锁停电机:当故障电机后的纺丝出现问题则故障电机之后的电机全部联锁停;反之则联锁停故障电机之前的电机。
(三)新旧控制系统比较。如表1所示。
三、结语
新配方控制系统整体性能优于旧系统。新系统基于CAB实现了复杂的计算和更严格的控制,操纵简单、控制精度高、增强了系统的安全性能和反应速度、降低了生产成本、增加了产量、实现了对纺丝控制系统的自动化改造。
猜你喜欢
仪器仪表用户(2022年11期)2022-11-03
仪器仪表用户(2022年10期)2022-09-29
仪器仪表用户(2022年9期)2022-08-30
仪器仪表用户(2022年4期)2022-04-01
仪器仪表用户(2020年8期)2020-08-05
纺织科学研究(2020年1期)2020-05-21
纺织科学研究(2020年1期)2020-05-21
休闲读品·天下(2020年4期)2020-02-04
科技与创新(2017年14期)2017-08-09
合成纤维工业(2016年3期)2016-12-28
