铝合金缸盖加工中心换刀系统故障分析
2019-09-27 02:01:12王雷
世界有色金属 2019年15期
王 雷
(利勃海尔(中国)有限公司,上海 200131)
铝合金缸盖加工中心的刀库换刀系统是加工中心的一个主要特点,自动换刀装置是保证铝合金缸盖加工中心多工序加工的基本条件。为了满足铝合金加工过程的高效,高速,高稳定性的要求,对刀库系统的设计要求很高,属于机床制造厂家的核心技术机密。
1 刀库换刀系统结构
(1)换刀程序与执行结构。Mazak铝合金加工中心刀库换刀系统控制程序两套:随机还刀选刀程序和固定地址还刀选刀程序,图1。固定地址换刀程序在任何时候,刀套号与刀具号始终保持静态对应关系,如5号刀套中始终是5号刀。随机换刀程序刀具号与刀套号为动态对应,系统通过数据表存储、刷新与读写动态更新对应关系,即刀具表中刀套号是固定的。涉及到的主要硬件有FANUC 18I-M数控系统、安川矢量位置控制变频器、主轴Spindle,刀库Magazine、滑座Shifter(又称中间套)、ATC换刀臂以及刀库电机。
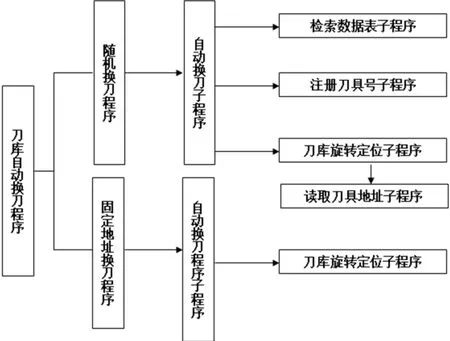
图1 换刀系统程序结构图
(2)铝合金缸盖加工程序运行机理。由于对铝合金缸盖的加工,随机换刀程序刀具刀套的动态对应关系,需要调用P147自动换刀子程序、P221检索数据表子程序,P222读取刀具地址子程序、P223注册刀具号子程序,P100刀库旋转定位子程序、数据搜寻(DSCHB)、数据检索与传送(XMOVB)指令完成映射数据表的读写寻址、读写等。运行流程如图3。
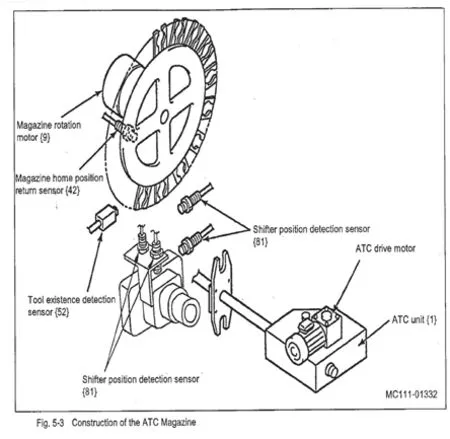
图2 换刀系统执行机构
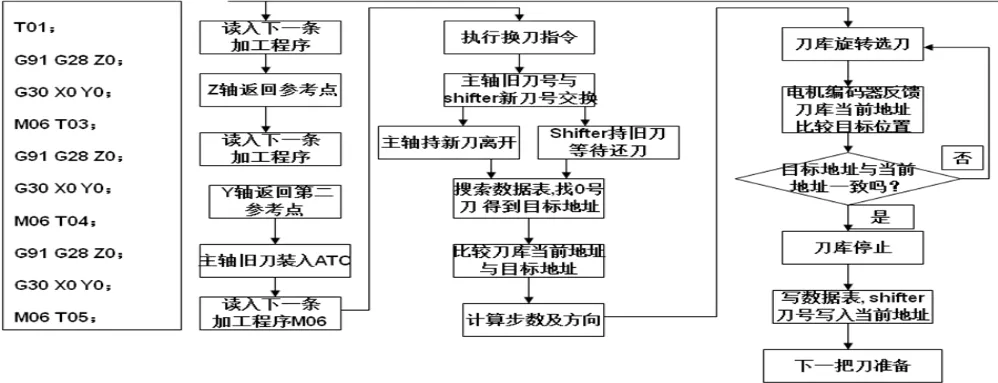
图3 换刀动作顺序与信号流图
2 MAZAK刀库换刀系统故障分析与维修
当我们深入了解刀库换刀系统的动作顺序与信号流程的关系与脉络后,就可以有针对性地解决一些平时看起来比较复杂的疑难故障。
2.1 铝合金缸盖加工过程常见电气故障诊断
(1)“AL062 CANNOT SELECT TOOL”( 不 能 选 刀 )报警。在对铝合金缸盖进行加工时,通过反查换刀选刀程序可以知道,这个报警可能由三种情况引起:第一种情况,当刀库刀套命令指令的数据大于刀库最大容量时,即CDMGPK>MAXTNO.D2500。如果是这个原因引起报警,就应该分别检查CDMGPK与MAXTNO.D2500的值,当检查CDMGPK时,首先考虑程序是运行在随机换刀还是固定地址换刀状态,因为这两种情况下,CDMGPK数据的来源是不同的。如果是随机换刀,如果是固定地址选刀状态,数据的传递过程如下:T-CODE>CDTN01>CDTN03>CDMGPK反查这条数据链可以知道数据出错原因。
第二种情况,是MAXTNO D2500出现了问题,当PMC参数出现问题时会改变刀库最大容量的设置,当这种改变使刀库容量变小时,现在是16把刀容量,这时就会出现CDMGPK>MAXTNO D2500,出现报警。第三种情况,CDMGPK=0时也出现报警,因为刀库的刀套中没有0空刀套,所以如果出现这种情况,应该分别按照第一种情况的随机、固定两种数据传送途径分别分析。
(2)A24.0“刀具搜索失败”。在执行铝合金缸盖加工时,在对选刀过程要具有随机性,曾经出现过“A24.0”即“刀具搜索失败”,通过对随机选刀换刀程序的分析,发现A24.0报警与R219.6“NO DATA”中间继电器有关,当它变为1时,在其他辅助条件下(刀库搜索新刀具命令),使A24.0变为1引发报警。R219.6是在执行“DSCHB”即数据表搜索指令时产生的,进一步的分析可以知道,当刀库选刀时会用到这个指令,在数据表中搜索目标刀具,如果发现目标刀具,就把它在数据表中地址传给D2508,再将D2508内容传给刀库刀套指令即CDMGPK,使刀库按照此命令进行旋转搜索目标刀具,进行选刀并定位。
(3)铝合金缸盖表面损伤及控制方法。铝合金缸盖损伤形式主要包括:缸盖顶面损伤、缸盖地面损伤、缸盖前后端面损伤等等。根据铝合金缸盖表面损伤的形式不同,缸盖的损伤措施分为一下几种:①原因分析。铝合金缸盖顶面在加工中心精心加工之后,顶面的粗糙度要求要小于Ra1.6,如果表面存在轻微碰撞,将影响零件的表面粗糙度,严重的情况下竟会造成缸盖顶面与缸盖罩密封不严导致缸盖泄露现象的发生。②控制方法。要每个月对铝合金缸盖清洗机滚到进行检查并调整,在输送杆上包裹着塑料,防止输送杆压伤零件。
2.2 常见机械故障诊断
(1)第二参考点位置偏移引起的换刀故障。当主轴与滑座交换刀具时,必须回到第二参考点的位置,第二参考点就是主轴的换刀点,但如果由于某种原因使第二参考点发生位置偏移时,就会使主轴还刀给ATC换刀臂时发生位置误差,不能准确的交接,刀具与ATC机械手抓刀部位不能准确的吻合,发出大的声响,严重的情况下,会发生掉刀的事故,这时就应该重新调整换刀点。
(2)滑座与ATC换刀臂的位置偏差引起的换刀故障。使ATC换刀臂处于等待位置,手动使滑座下降到位,此时处于交接刀的位置,用特制心轴测试滑座刀套的中心孔与ATC换刀臂中心孔是否重合,如果不重合,可以根据上下左右的偏差调整滑座的位置知道重合为止。调整完后还可以用抓取刀套柄来验证。
(3)刀库刀套与滑座刀套在换刀位置处的位置偏差。首先在滑座刀套上安装特制的刀柄,上升至刀库侧观察与刀库刀套的配合是否顺畅,如果有较大且不正常的响声,说明二者的相对位置有偏差,这时可以进行刀库的零点补偿,方法是根据偏差的角度进行相应的补偿,补偿后用心轴检查是否同心,再用特制刀柄进行实验,如果已经达到了补偿的极限还不能调整好时,可以调整刀库零点减速接近开关,直到调整完成。
猜你喜欢
价值工程(2022年27期)2022-10-10 08:49:30
湖北农机化(2020年19期)2020-12-14 02:29:26
制造技术与机床(2019年8期)2019-09-03 01:14:40
精密制造与自动化(2018年3期)2018-09-19 08:01:06
制造技术与机床(2018年9期)2018-09-19 06:48:10
柴油机设计与制造(2018年1期)2018-04-20 07:30:47
中国铸造装备与技术(2017年3期)2017-06-21 11:33:44
工业设计(2016年6期)2016-04-17 06:42:53
橡胶工业(2016年6期)2016-02-24 12:15:10
上海金属(2015年5期)2015-11-29 01:13:43