PROTOS1-8卷接机组水松纸刮削装置的设计
2019-09-27 01:19:32陈琳琳赵斌周继武韩永齐建宾张兴华
商品与质量 2019年23期
陈琳琳 赵斌 周继武 韩永 齐建宾 张兴华
山东中烟工业有限责任公司济南卷烟厂卷包车间 山东济南 251014
PROTOS1-8卷接机组是德国虹霓公司推出的新一代卷烟设备,该机型的额定生产速度为8500支/分钟,97mm细支烟生产机型的额定生产速度为6500支/min。它将送丝系统送来的烟丝进行松散、除杂、除梗后制成连续均匀的烟丝束,与卷烟纸汇合包卷后,涂上胶水卷制成烟条,切割后的烟条与嘴棒对接,并由上好胶水的水松纸片包卷、搓接形成滤嘴烟支,经过检测系统检测后,剔除不合格的滤嘴烟支,制成符合工艺要求的滤嘴烟支[1]。其中,水松纸供给系统是将水松纸连续、均匀地按照预定速度输送,经过表面涂胶后,切割成所需长度的纸片,用于包卷压缩后的“组烟”。
1 问题分析
1.1 原理分析
水松纸供给系统主要由纸盘支架、自动接纸装置、水松纸卷曲器、供纸辊、上胶装置、水松纸加热器、切纸轮与切刀等组成。
自动接纸装置的作用是实现新旧水松纸的自动拼接,检测水松纸有无拼接段,并在水松纸上胶前将其上胶面刮毛、展平。自动接纸装置主要由储纸盒、压纸辊、加速辊、胶带架、下切刀、搭纸辊、支座、连杆、卷曲器、气缸、上切刀、感应式离合器等组成。在加速辊后面装有感应式离合器,搭纸辊通过偏心轴装在支座上,支座通过连杆机构与气缸连接,卷曲器通过凸轮机构与气缸连接[2]。接纸时,气缸推动卷曲器座转动,使卷曲器迅速转离水松纸以防止刮断接纸段,当接纸段通过卷曲器后,卷曲器又慢速转回,使卷曲器陶瓷刮刀刃口与水松纸接触,对水松纸涂胶面进行刮削,被刮削后的水松纸经过供纸辊进入水松纸涂胶系统。
1.2 问题描述
随着烟草行业的不断发展以及消费者对卷烟产品要求的不断提高,卷烟产品的多样化和各种新材料已普遍应用于生产中,如水松纸表面有镀层及印刷图案等。由于镀层和印刷以及表面光滑度及亮度的增加,使水松纸在搓接后出现粘贴不牢、翘边、漏气等现象,严重时滤嘴脱落,从而严重影响卷烟产品质量[3]。
水松纸上胶之前,卷曲器上陶瓷条对水松纸的内表面进行刮削,而新的水松纸材料被切割后,水松纸片的抗拉伸和抗弯曲能力也有明显提高,有的水松纸采用两面压光技术生产,内表面光亮度也有了较大增强,致使水松纸涂胶不够,弯曲性不好,搓接后出现水松纸粘贴不牢、翘边、漏气等质量缺陷。水松纸虽然是经过了卷曲器上陶瓷条的刮削,仅凭目前设备上的卷曲器无法达到对新型水松纸的刮削要求。
2 改进方法
2.1 改进思路
由于有些品种的水松纸不易弯曲,也不容易上胶,而对水松纸进行刮削就是使水松纸容易弯曲和上胶,因此,希望能够进一步对水松纸进行刮削。利用设备水松纸拼接装置处的空间,添加一套水松纸刮削装置,与原设备自带的卷曲器一起对水松纸涂胶面进行两次刮削、卷曲,以达到良好的涂胶和卷曲效果。
2.2 改进措施
2.2.1 卷曲器陶瓷条的改进
设备上原有的卷曲器陶瓷条为一块矩形长条结构,根据PROTOS1-8卷接机组细支卷烟用水松纸和纸片剪切长度的现状,首先将90°矩形陶瓷条改为对角为60°的菱形形状陶瓷条(如图1所示),相对尖锐的菱形棱角对水松纸的刮削力度有一定程度提升。
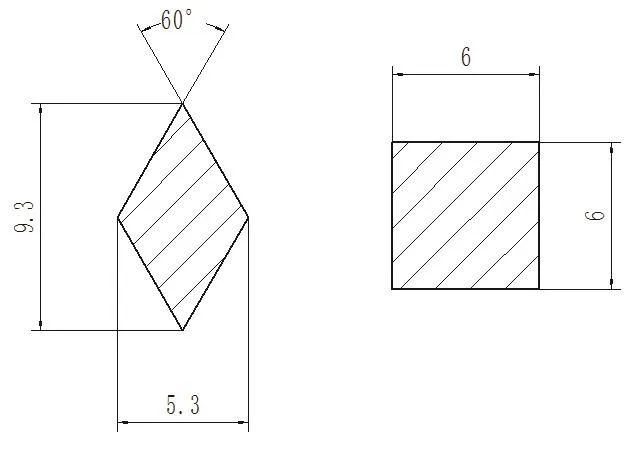
图1 陶瓷条截图尺寸示意图
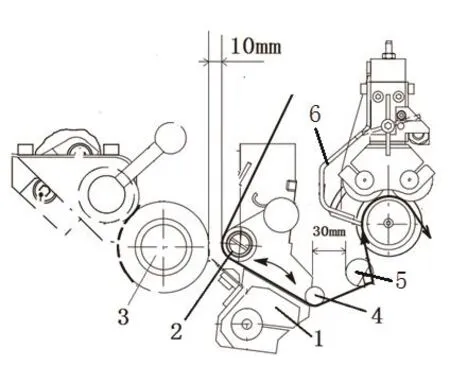
图2 拼接装置空间尺寸示意图
2.2.2 新刮削装置的添加位置
通过对水松纸拼接装置和卷曲器结构和位置空间的分析和测量,发现,在拼接装置和卷曲器之间有相对较大的空间,可供安装新刮削装置。如图2所示,拼接装置导向条4上侧与卷曲器转轴5外圆的间距为30mm,上部无阻挡部件,拼接装置动作时压轮向左摆动10mm,与上部挡板有较大的空间,因此决定利用导向条4的位置安装新的刮削装置[4]。
2.2.3 新刮削装置刮削条的选用
卷曲器上使用的陶瓷条虽然截面积小,但在实际应用中发现其对水松纸表面的刮削效果一般,而且容易变钝,需要经常更换。因此新刮削装置选择使用水松纸切刀,该切刀为硬质合金材料,当切刀刃口经过水松纸的摩擦后也会出现棱角面,但金属材料与陶瓷材料在同等摩擦条件产生平面的条件下,金属材料远远大于陶瓷材料的摩擦力,对水松纸抗弯曲力消除更好,能够起到更好的刮削效果。
2.2.4 新刮刀的固定
依据导向条的长度、直径和固定孔的位置设计制作半圆型固定座,固定座上设有两M3螺孔用于固定切刀固持架。
根据拼接装置动作时与卷曲器转轴5和上部挡板的距离空间和老式水松纸切刀外形尺寸,设计了切刀式刮削条固持架,压板设有一斜面将切刀式刮削条扣压固持,在固持架内侧设有直径3mm的圆柱销用于切刀式刮削条的限位。切刀固持架通过螺钉与固定座合为一体装入原水松纸导向条的位置上。
3 结果分析
新的水松纸刮削装置安装后,能够与设备自带的水松纸卷曲器一起,对水松纸涂胶面进行两次刮削,将光滑的水松纸涂胶面彻底刮毛,保证水松纸涂胶全面、均匀、足量,并且使水松纸预先卷曲,保证了后续的搓接质量。
如表1所示,在水松纸刮削装置安装之前,细支烟水松纸搓接质量差,7.5%左右烟支都会存在漏气、水松纸搭口翘边的质量缺陷,尤其是在生产泰山(儒风细支)时,因其水松纸材料光滑,搓接质量缺陷更加严重;而水松纸刮削装置安装之后,质量缺陷率降低到0.5%左右,细支烟漏气、翘边的问题显著改善。

表1 改进前后质量缺陷对比表
猜你喜欢
——基于波特五力模型理论的视角
现代工业经济和信息化(2023年8期)2023-10-23 03:10:46
科技创新与应用(2022年21期)2022-07-19 12:05:52
江苏安全生产(2022年12期)2022-02-06 02:43:28
设备管理与维修(2019年4期)2019-05-16 03:16:48
商品与质量(2018年44期)2018-04-16 03:01:02
新商务周刊(2017年17期)2017-12-24 14:47:19
设备管理与维修(2015年2期)2015-12-25 01:49:36
人间(2015年34期)2015-12-10 07:36:50
机械工程师(2015年10期)2015-02-02 01:14:27
中国造纸(2014年1期)2014-03-01 02:10:11