MEMS加速度计的封装建模与粘胶优化
2019-09-25 01:37李博洋孙国良王帅民牛昊斌孙俊杰
导航与控制 2019年4期
李博洋,孙国良,王帅民,牛昊斌,孙俊杰
(中国航空工业集团公司西安飞行自动控制研究所,西安710076)
0 引言
经过几十年的飞速发展,MEMS加速度计已经在航空航天、工程机械、消费电子等诸多领域获得了十分广泛的应用[1-3]。由于传感器的工作环境极其恶劣,在航空航天领域,不仅对MEMS加速度计的精度要求高,还对MEMS加速度计的环境适应性有着非常苛刻的要求,尤其是对加速度计的零位温度性能。
MEMS传感器会敏感环境温度的变化,这是因为MEMS器件的刻蚀、键合、粘接固化等工艺装配过程都需要在不同的温度环境下完成。而不同材料的热膨胀系数、泊松比和杨氏模量都不尽相同,所以在MEMS器件内部会有残余应力。这些应力在环境温度变化时会带来器件机械结构的变形,将直接导致输出信号的偏移。西安交通大学的蒋庄德、赵玉龙等对MEMS传感器芯片的封装应力进行了研究,认为增加粘胶厚度与胶溢出的厚度可以减小封装应力对传感器性能的影响[4]。中国工程物理研究院电子工程研究所、北京航天控制仪器研究所等在加速度计封装中也做了很多创新性的研究。
造成加速度计输出温度漂移的原因主要有3个:1)表头材料热膨胀系数不匹配[5-6];2)电路有温度系数;3)封装应力[7-8]。本文关注的是封装应力对温度性能的影响,通过COMSOL建模,对不同温度点下表头结构的热应力形变进行了仿真。以仿真结果为指导,对之前使用的全面粘胶与仿真结果最好的远三点粘胶这两种粘胶方式进行了装表测试[9]。远三点粘胶加速度计的温度性能明显优于全面粘胶加速度计,实测结果与仿真结果相符。
1 玻璃-硅-玻璃梳齿加速度计
1.1 加速度计表头的制备工艺
本文所研究的加速度计为梳齿式结构,采用深反应离子刻蚀(Deep Reactive Ion Etching,DRIE)工艺制备。加速度计结构芯片的制备工艺如图1所示,具体的加工流程为:1)在器件层的一侧刻蚀出可动结构所需的间隙;2)将器件层一侧与上玻璃盖板进行键合;3)将器件层的另一侧剪薄;4)在剪薄后的器件层上进行DRIE刻蚀,刻蚀出梳齿加速度计的核心结构;5)通过湿法刻蚀将上玻璃盖板腐蚀出空腔;6)将玻璃盖板与器件层正面键合,完成表头的制备。
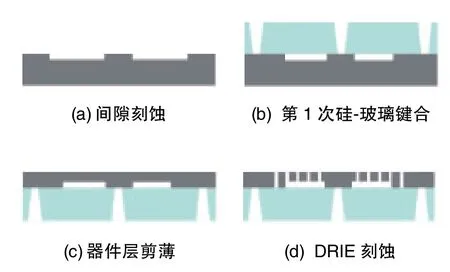
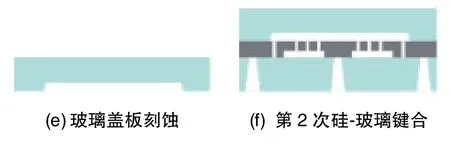
图1 加速度计表头加工工艺流程图Fig.1 Processing flowchart of accelerometer head
1.2 加速度计的结构与工作原理
如图2所示,该加速度计为电容式梳齿加速度计。带有动齿的质量块通过4个弹性筋与锚点相连,并限制质量块与动齿只能在Y方向移动,即限定了该加速度计的敏感轴为Y轴方向。当沿Y轴方向加速度输入时,由Hooke定律与Newton第二定律可知,质量块将沿敏感轴发生位移。单根折叠量刚度计算公式如下

式(1)中,E为硅的杨氏模量,h为弹性梁的厚度,Ws为弹性梁的宽度,Ls为弹性梁的长度。

图2 加速度计核心敏感单元结构示意图Fig.2 Structure schematic diagram of the core sensing unit of accelerometer
该位移将改变5个检测电容的电容极板间隙,电容的计算公式为

式(2)中,ε为空气的相对介电系数,ε0为真空介电系数常量,h为梳齿的厚度,Lj为动定梳齿之间的重叠长度,d0为梳齿之间的间距。
电容变化量将通过C/V转换电路与校正网络被转化为与之等比例的电压信号。该电压信号经过反馈回路的力矩器,通过加力电极将反馈力矩施加到质量块上,使质量块重新回到平衡位置。力矩器提供的静电力计算公式如下
式(3)中,V为预载电压。
1.3 加速度计封装
加速度计表头与闭环测试电路封装于陶瓷管壳内,由金属盖板密封,其外形如图3所示。

图3 加速度计实物照片Fig.3 Photo of the accelerometer
如图4所示,玻璃-硅-玻璃加速度计表头先通过环氧树脂粘接剂粘在一个陶瓷垫片上,陶瓷垫片再与陶瓷管壳底部通过环氧树脂粘接固定,然后管壳的金属盖板同样通过环氧树脂完成与管壳侧壁的粘接。本文主要针对表头与陶瓷垫片之间的粘胶形式进行了优化设计(图4中的红色箭头位置为粘胶层)。

图4 加速度计封装结构示意图Fig.4 Schematic diagram of accelerometer packaging structure
2 加速度计的封装建模
2.1 加速度计的封装结构
如图5所示,本文基于COMSOL5.3多物理场有限元仿真环境,对该梳齿加速度计底面粘胶封装方式进行了建模。主要使用了固体力学中对线弹性材料热膨胀研究的模块,完成了对加速度计封装结构的简化建模,将陶瓷管壳简化成了最下方的陶瓷平板。为了尽量与实际情况相符,固定约束选为该平板的四个立面。

图5 加速度计模型材料示意图Fig.5 Schematic diagram of accelerometer model material
2.2 加速度计模型材料对比分析
该模型共选取用了4种材料,这4种材料与热力学相关的材料属性差异较大。为了更好地评判温度变化后材料之间的热应力大小,引入热应力系数这个概念来进行横向对比。
热应力的计算公式为

式(4)中,α为热膨胀系数,E为杨氏模量,Δt为温度变化量,λ为泊松比,K为热应力系数。故有

在常温(293K)条件下,选用的4种材料的属性如表1所示。
由表1可知,陶瓷的热应力系数是玻璃热应力系数的87倍,相差接近2个数量级,是4个材料中两两之间热应力系数相差最大的一对。而在加速度计的装配过程中,加速度计表头的下层玻璃与陶瓷垫片之间是通过环氧树脂间接粘接的。
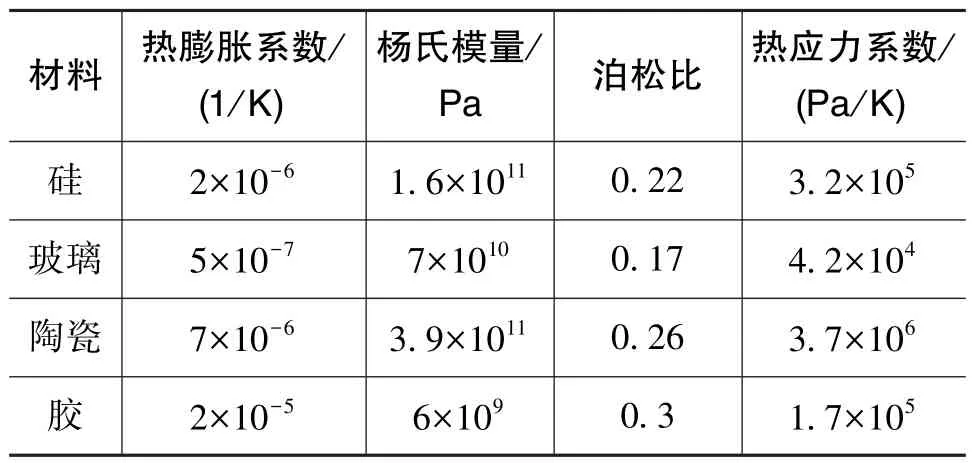
表1 模型中选用的4种材料属性Table 1 Four material attributes selected in the model
基于上述分析,想要降低该加速度计的温度系数,就要对玻璃与陶瓷垫片之间的粘胶层进行优化设计,包括粘胶的位置、形状与胶量的多少。由于表头玻璃-硅-玻璃的总体结构已经确定,所以本文不考虑表头材料热膨胀系数不匹配对加速度计温度系数的影响。
2.3 器件层结构的简化
除了陶瓷管壳外,其余结构尺寸均与实际相同。 如图6(a)和图6(b)所示, 由于器件层中包含了大量的梳齿结构,在进行有限元分析时会占用大量的内存资源,所以将梳齿结构进行了等效简化,只保留了关注的几组特征梳齿,用来观测结构的形变。另外,三层结构的透明示意图如图6(c)所示。
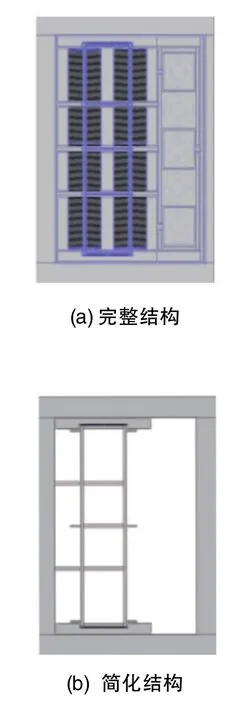
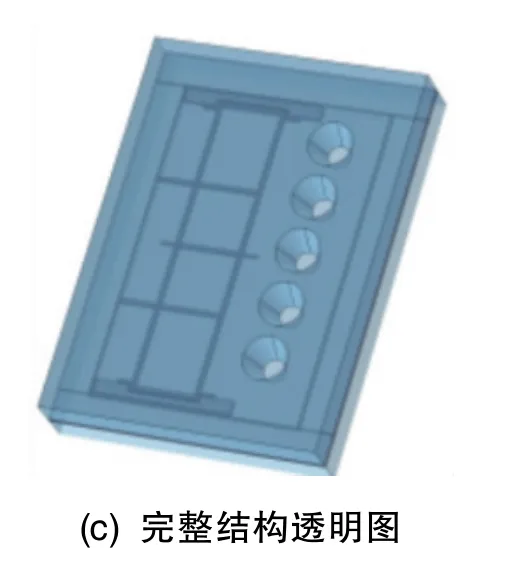
图6 加速度计结构模型示意图Fig.6 Schematic diagram of accelerometer structure model
3 不同粘胶情况的仿真与实测结果对比分析
3.1 全面粘胶仿真结果
做热应力变形仿真,首先需要选择1个参考温度,本文选取20℃。仿真的温度场温度为-40℃~70℃,共110℃的变化范围。本文所用的梳齿加速度计一直采用的粘胶方式为全面粘胶,即表头下层玻璃涂满胶,然后粘在陶瓷垫片上,其粘胶示意图如图7所示。

图7 加速度计粘胶层示意图Fig.7 Diagram of accelerometer viscose layer
图7中,蓝色的薄层是全面粘胶的胶层,即本文主要研究的粘胶层。在高温70℃情况下,全面粘胶表头的应力分布、总形变量与弹性筋形变情况分别如图 8(a)、图 8(b)和图 8(c)所示。
在低温-40℃情况下,全面粘胶表头的应力分布情况与形变趋势如图9所示。
对比图8(a)与图 9(a)可以看出, 无论在高温环境还是低温环境,应力主要集中在表头下层玻璃与陶瓷垫片之间的粘胶层,这与之前理论分析的情况相符。对比图8(b)与图 9(b), 高温与低温情况下,表头形变的趋势相反。对比图8(c)与图9(c),易得到高温与低温时弹性筋的形变方向相反,这使得质量块的位移方向相反,从而致使加速度计零位的偏移方向相反,即在全温变化过程中加速度计零位单调漂移。
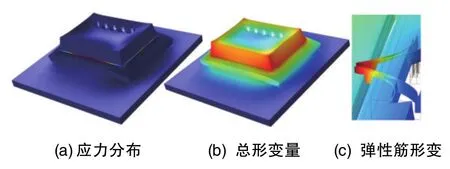
图8 加速度计70℃时的应力分布与形变趋势Fig.8 Stress distribution and deformation tendency of the accelerometer at 70℃

图9 加速度计40℃时的应力分布与形变趋势示Fig.9 Stress distribution and deformation tendency of the accelerometer at 40℃
3.2 所用5种粘胶方式仿真结果对比
通过仿真可以看出,当温度变化时,梳齿之间的间距与重叠高度都发生了改变。所以本文从这2个维度来综合观测电容的变化,从而判断加速度计温度系数的大小。本文针对研究的加速度计结构自身的特点,除了对全面粘胶进行了建模,还对另外4种粘胶方式进行了建模仿真,其粘胶方式如图10所示。
图10中,深色的部分是粘胶层形状。包含全面粘胶,本文共涉及5种粘胶方式。图10所示的4种粘胶方式,其涂胶形式的半径、空间的相对位置都是由表头结构特点与锚点位置的选择决定的。以低温情况的仿真结果为例,这5种粘胶方式给表头电容间距、重叠高度带来的影响如图11所示。


图10 本文提出的4种粘胶方式Fig.10 Four viscose methods proposed in this paper
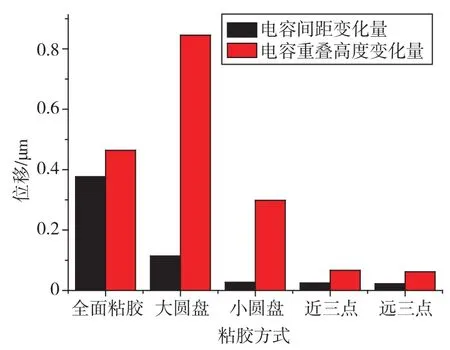
图11 5种粘胶方式的仿真结果对比Fig.11 Comparison of simulation results of five viscose methods
由于梳齿原始重叠高度为50μm,而最大不足0.9μm的重叠高度变化量对于电容的影响很小(不足2%)。梳齿原始间距是2μm,所以引起电容变化的主要因素是电容极板间距的变化。在图11中,左侧的黑色柱状图的高度越高,对应的电容变化量越大,反之则电容变化量越小。
从仿真对比结果可以得出,全面粘胶加速度计的输出温度系数最大,远三点粘胶加速度计的输出温度系数最小,全面粘胶的温度系数是远三点粘胶的10倍左右。
3.3 全面粘胶与远三点粘胶温度系数测试结果对比
本文选取同批次加工的加速度计表头与同样规格的电路和管壳共20套,全面粘胶和远三点粘胶这2种粘胶方式各装配了10套。这20支加速度计同时完成了高低温测试,得到了温度系数的性能指标,如图12所示。
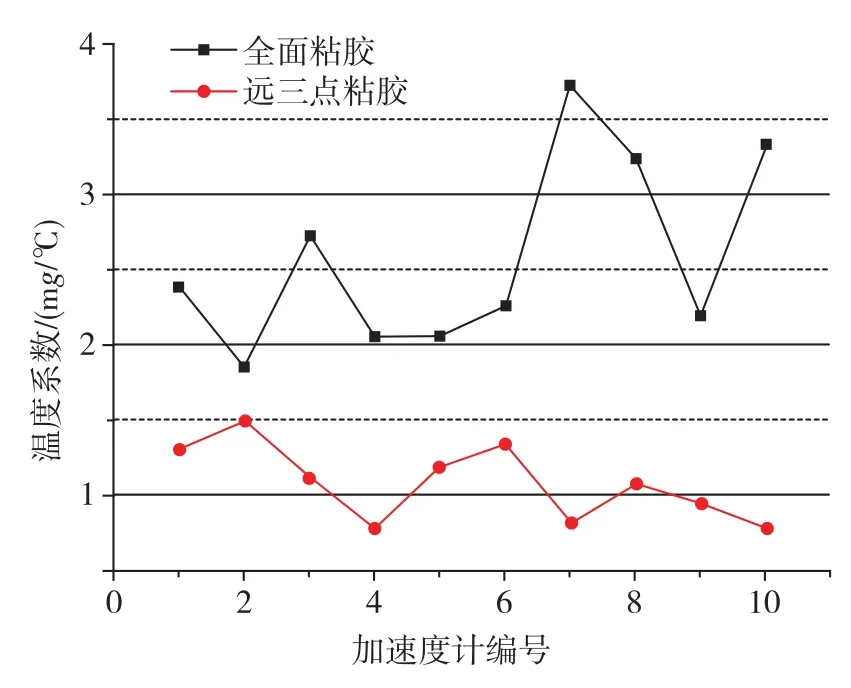
图12 10支全面粘胶与10支远三点粘胶加速度计温度系数测试结果Fig.12 Test results of temperature coefficient with 10 full-viscose accelerometers and 10 far-three-pointviscose accelerometers
由图12可知,全面粘胶加速度计的温度系数(黑色曲线,平均值为2.62mg/℃)明显大于远三点粘胶加速度计的温度系数(红色曲线,平均值为1.05 mg/℃)。仅改变粘胶方式,将全面粘胶换成远三点粘胶,可以将加速度计的温度性能提升2.5倍。
4 结论
本文首先对玻璃-硅-玻璃加速度计的表头结构与工作原理进行了介绍,并对该加速度计的完整封装形式进行了建模。通过分析,封装结构中最可能影响加速度计温度性能的是表头与陶瓷垫片之间的粘胶层。然后对5种不同的粘胶方式进行了仿真,发现全面粘胶的温度系数最差,远三点粘胶的温度系数最好。对这2种粘胶方式都进行了装表与测试,实验结果与仿真结果的趋势相吻合。远三点粘胶加速度计的温度性能相较于全面粘胶提升了2.5倍,这说明本文使用的优化粘胶方案已经很大程度上隔离了由于封装粘接给加速度计表头引入的热应力。
该工作在玻璃-硅-玻璃表头上已经得到了验证。在理论上,本文建立的加速度计封装热应力形变仿真模型也同样适用于其他底面粘胶的加速度计及其他MEMS传感器,未来还可以围绕垫片的厚度、材料及不同的环氧树脂粘接剂来进行进一步的优化设计。
猜你喜欢
石河子大学学报(自然科学版)(2021年4期)2021-12-06
工业加热(2021年9期)2021-10-21
甘肃农业大学学报(2021年3期)2021-07-19
纺织科学研究(2021年6期)2021-07-15
建筑与装饰(2020年18期)2020-10-20
妇女生活(2019年4期)2019-04-19
读书文摘·经典(2018年1期)2018-01-10
思维与智慧·下半月(2017年9期)2017-09-29
科技创新与应用(2016年34期)2016-12-23
科技视界(2016年22期)2016-10-18