
挖泥船SA1750CR高铬耐磨复合板焊接裂纹控制研究
2019-09-24 01:21罗进友刘桑詹映龙吴玉辉黄楚畅
广东造船 2019年4期
关键词:焊接技术
罗进友 刘桑 詹映龙 吴玉辉 黄楚畅
摘 要:本文通过适当的焊接方法、焊接材料、坡口形式、装配要求、焊道熔敷顺序、焊接参数、焊接顺序、操作要点,解决高铬耐磨复合板焊接易出现裂纹缺陷的问题,提高其焊接质量和焊接效率。
关键词:高铬耐磨复合板;焊接裂纹;焊接技术;挖泥船
中图分类号:U671.8 文献标识码:A
Abstract: In this paper, through appropriate welding process, welding consumables, groove type, fitting requirements, weld bead sequence, welding parameters, welding order and operation points, the problem of crack defects in the welding of high-chromium wear-resisting composite plates is solved to improve the welding quality and welding efficiency.
Key words: High-chromium wear-resisting composite plates; Welding crack; Welding technology; Dredger
1 前言
耐磨钢是耐磨损性能强的钢铁材料的总称,大体上可分为:高锰钢;中、低合金耐磨钢;铬钼硅锰钢;耐气蚀钢;耐腐蚀钢;特殊耐磨钢等。在船舶领域主要应用于挖泥船的泥管、抽舱通道、溢流筒等疏浚系统,主要材质为高铬耐磨复合钢(SA1750CR)和低合金耐磨钢(HARDO 400、HARDO 450)。
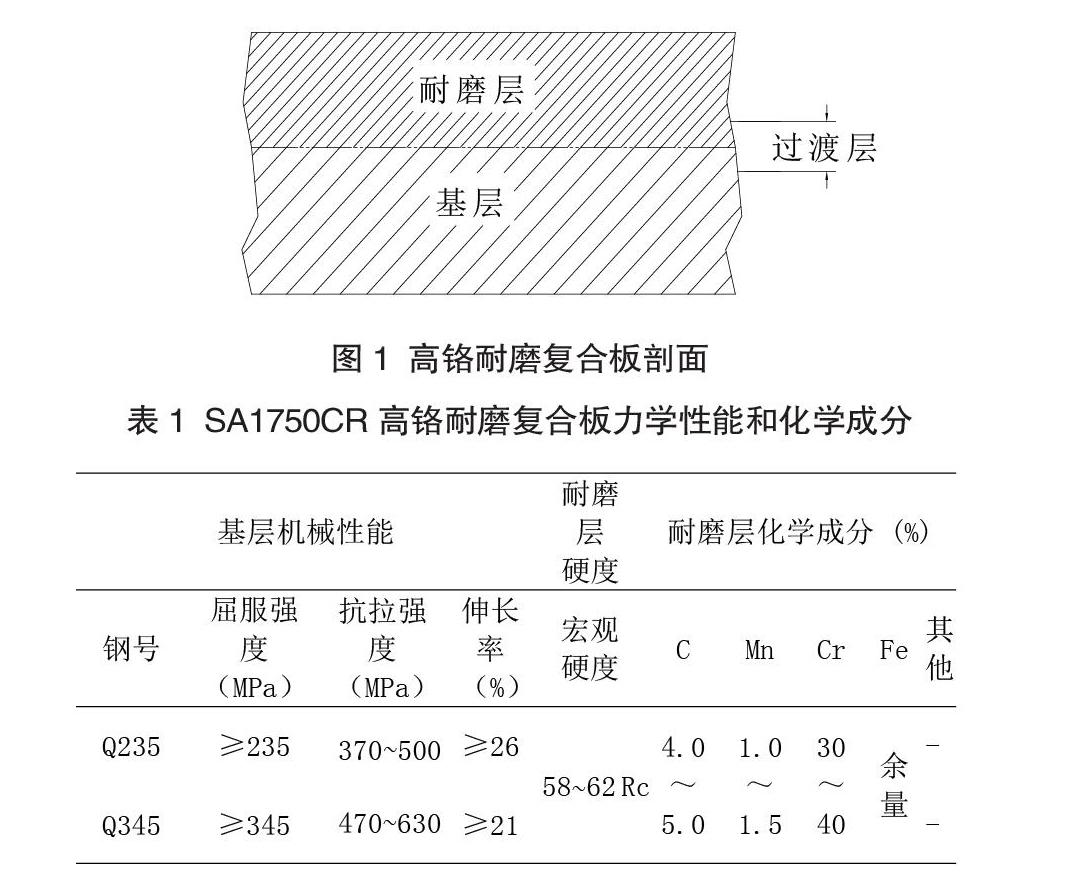
SA1750CR高铬耐磨复合板是由高铬耐磨层和碳钢基层两种不同金属材料分层构成的复合板(见图1):基层一般由碳素钢或低合金钢组成,起承担结构强度的作用;耐磨层承受流经结构的泥水和砂石冲刷,起提高结构耐磨性和耐腐蚀性的作用;过渡层是基层与耐磨层结合面附近人为划定的一个区域,包括基层和耐磨层各一部分。
2 SA1750CR高铬耐磨复合板的可焊性
SA1750CR高铬耐磨复合板耐磨层表面硬度极高,达到HRC 58~62(维氏硬度1 750 V);耐磨层碳含量也极高,达到4%~5%(见表1);焊接性很差,焊接过程中极易产生裂纹缺陷且难以修复,后续返工量大。
3 焊接方法选择
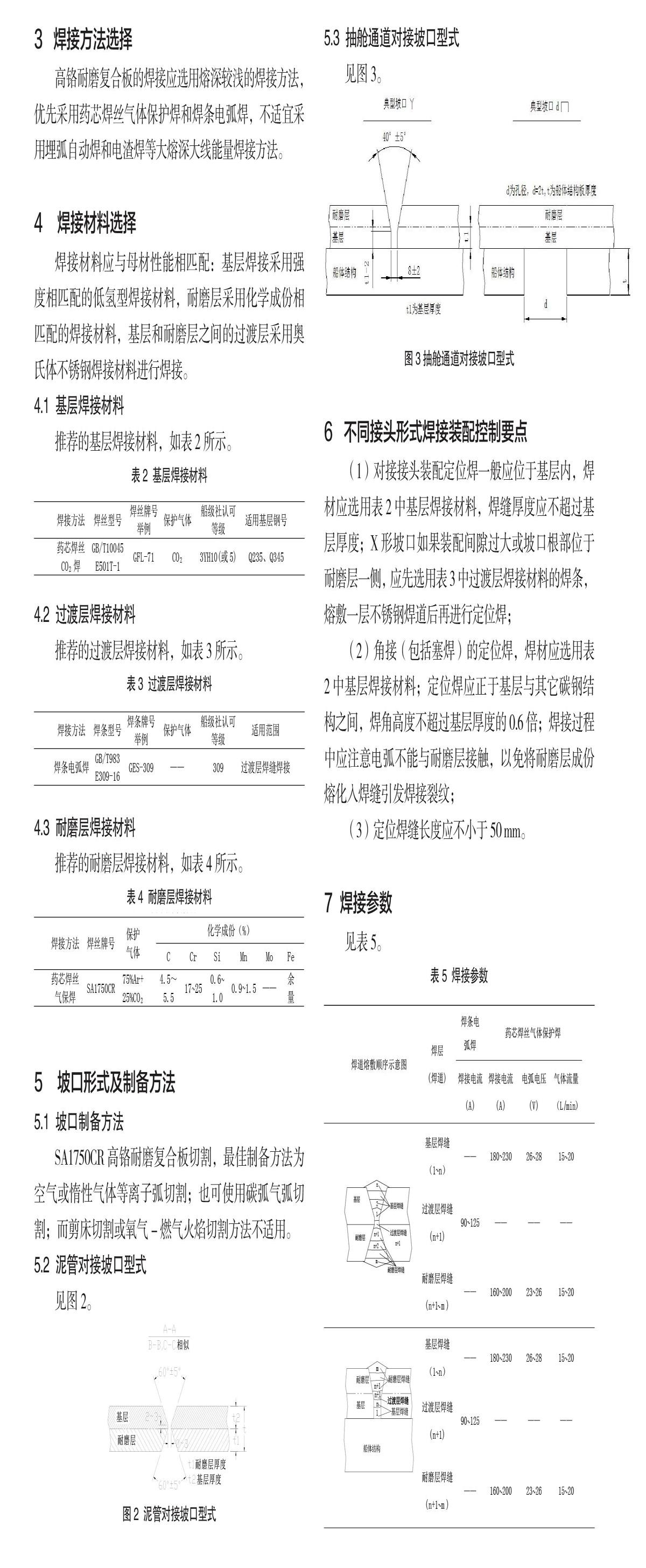
高铬耐磨复合板的焊接应选用熔深较浅的焊接方法,优先采用药芯焊丝气体保护焊和焊条电弧焊,不适宜采用埋弧自动焊和电渣焊等大熔深大线能量焊接方法。
4 焊接材料选择
焊接材料应与母材性能相匹配:基层焊接采用强度相匹配的低氢型焊接材料,耐磨层采用化学成份相匹配的焊接材料,基层和耐磨层之间的过渡层采用奥氏体不锈钢焊接材料进行焊接。
4.1 基层焊接材料
推荐的基层焊接材料,如表2所示。
4.2 过渡层焊接材料
推荐的过渡层焊接材料,如表3所示。
4.3 耐磨层焊接材料
推荐的耐磨层焊接材料,如表4所示。
5 坡口形式及制备方法
5.1 坡口制备方法
SA1750CR高铬耐磨复合板切割,最佳制备方法为空气或惰性气体等离子弧切割;也可使用碳弧气弧切割;而剪床切割或氧气-燃气火焰切割方法不适用。
5.2 泥管对接坡口型式
见图2。
5.3 抽舱通道对接坡口型式
见图3。
6 不同接头形式焊接装配控制要点
(1)对接接头装配定位焊一般应位于基层内,焊材应选用表2中基层焊接材料,焊缝厚度应不超过基层厚度;X形坡口如果装配间隙过大或坡口根部位于耐磨层一侧,应先选用表3中过渡层焊接材料的焊条,熔敷一层不锈钢焊道后再进行定位焊;
(2)角接(包括塞焊)的定位焊,焊材应选用表2中基层焊接材料;定位焊应正于基层与其它碳钢结构之间,焊角高度不超过基层厚度的0.6倍;焊接过程中应注意电弧不能与耐磨层接触,以免将耐磨层成份熔化入焊缝引发焊接裂纹;
(3)定位焊缝长度应不小于50 mm。
7 焊接参数
8 焊接顺序控制要点
(1)焊工必须严格遵守焊道熔敷顺序的规定,耐磨层焊缝一般在所有基层和过渡层焊缝焊完后进行;
(2)基层焊缝厚度严禁超过复合板基层厚度,在熔敷耐磨层焊缝之前必须在基层焊缝熔敷一层不锈钢过渡层焊缝;
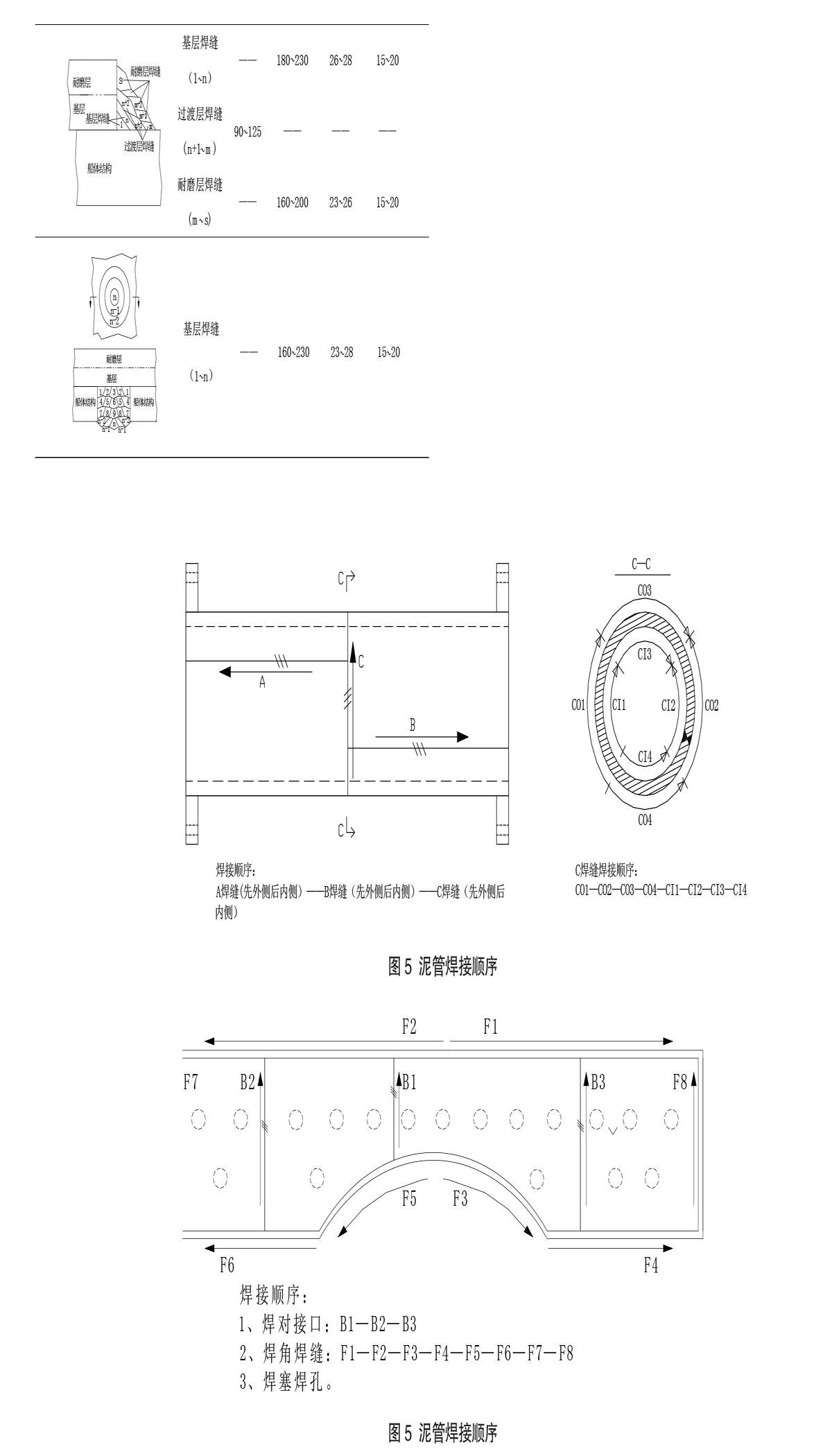
(3)结构焊接顺序为先焊收缩量大的后焊收缩量小的焊缝、先焊对接缝再焊角接缝;最后焊塞焊缝;在焊接周界角焊缝时,先留一条短边释放焊接应力,然后再焊接。
典型结构焊接顺序如图5、6所示。
9 焊接操作控制要点
(1)焊接过渡层和耐磨层焊缝时,应采用较小焊接电流参数进行焊接;
(2)宜采用低电弧电压操作;
(3)不锈钢焊条熔敷过渡层焊接前、过程中及后续耐磨层焊接的层间温度,应不超过150 ℃,基层焊道层间温度应不超过250 ℃;
(4)各层焊道的接头应错开至少30 mm,焊缝末端弧坑应填满,以防止产生弧坑裂纹;
(5)塞焊孔应用焊缝填满,焊缝表面不低于母材;
(6)如果塞焊开在复合板一侧,参照表5中Y型坡口焊道布置进行焊接。
10 结束语
通过对挖泥船高铬耐磨复合板的焊接技术研究,从焊接方法、焊接材料、焊工资质、焊接设备、焊前准备、焊道熔敷顺序、焊接参数、焊接顺序、操作要点等方面,解決高铬耐磨复合板焊接易出现裂纹缺陷的问题,提升了焊接质量及焊接效率。
猜你喜欢
科技与创新(2016年21期)2017-02-14
建材发展导向(2016年6期)2017-01-17
都市家教·下半月(2016年11期)2016-12-29
中国科技纵横(2016年20期)2016-12-28
科学与财富(2016年29期)2016-12-27
科技创新导报(2016年21期)2016-12-17
科技视界(2016年5期)2016-02-22
中国高新技术企业(2015年28期)2015-07-21
中国高新技术企业(2015年23期)2015-06-24
中国高新技术企业(2015年3期)2015-03-26
