
YL-335B自动线装配单元创新设计与实现
2019-09-24 07:17:26李志梅周圣林赵振鲁
沙洲职业工学院学报 2019年2期
李志梅 周圣林 赵振鲁
YL-335B自动线装配单元创新设计与实现
李志梅1周圣林1赵振鲁2
(1.沙洲职业工学院,江苏 张家港 215600;2.亚龙智能装备集团股份有限公司,浙江 温州 325000)
在不改变原有工作站功能的基础上,推出一种全新结构及控制驱动方式的工作站——装配单元Ⅱ。在机械结构上,改变原来装配单元的气动摆台结构,新装配单元Ⅱ采用步进电机+减速机驱动,装配工位由原来的1个扩至4个,待装配工件能流水线般依次装配,能为自动线整机提供更为灵活多样的实训扩展;在控制系统上,新装配单元Ⅱ的控制器从原来的S7-200 PLC升级为S7-200 SMART PLC,可与其他同类控制器单元进行以太网组网,更顺应工业自动线发展趋势。
自动线;装配单元;SMART PLC;步进电机
引言
亚龙YL-335B型自动化生产线作为全国职业院校技能大赛指定设备,能高度仿真模拟现代生产线实际生产控制过程[1][2]。系统是在铝合金导轨式实训台上安装:供料、加工、装配、传输和分拣5个工作单元。其中,装配单元主要用于将两个分散的物料进行装配[3][4]。原装配单元采用摆动气缸实现芯件转移,在不改变物料配送和装配工艺的前提下,基于步进电机与S7-200 SMART PLC,创新设计一种新型装配单元Ⅱ。一是扩展待装配工位,使自动线整机获得更为灵活的实训项目;二是弥补自动线整机没有步进电机,学生在此设备上接触不到步进驱动知识的缺憾;三是升级控制器,可与其他同控制器工作单元进行以太网组网[5][6][7]。
1 机械结构设计
新型装配单元Ⅱ主要由落料机构、旋转装配机构组成(如图1所示)。落料机构主要由管型料仓、顶料与挡料气缸、电磁阀组、型材托架等组成;旋转装配机构主要由旋转料盘、固定盘、减速机-步进电机组件等组成。其中,固定盘被安装在型材支架上,减速机-步进电机组件通过减速机前端法兰盘与固定盘螺纹连接。旋转料盘8个中心孔与减速机输出轴8个螺纹孔用螺纹连接。这样,步进电机输出动力由减速机减速后即传递到旋转料盘上。
旋转装配机构工作过程:(1)旋转料盘回原点(如图2所示),通过安装在固定盘上的松下PM-L25 U型光电传感器检测到旋转料盘下方安装的T型挡块实现。回零完毕后,旋转料盘刻度线与固定盘刻度线对齐。(2)输送单元送来的半成品工件放进前入料装配台1中。入料检测传感器检测到来料后,步进电机驱动旋转料盘旋转180°至落料机构正下方,由落料机构完成小圆柱芯件的落料,从而完成小圆柱芯件与半成品工件精准的装配动作。装配完毕后,装配台1载着已装配好的工件再旋转回初始位置,等待输送单元抓取移送到其他工作单元。
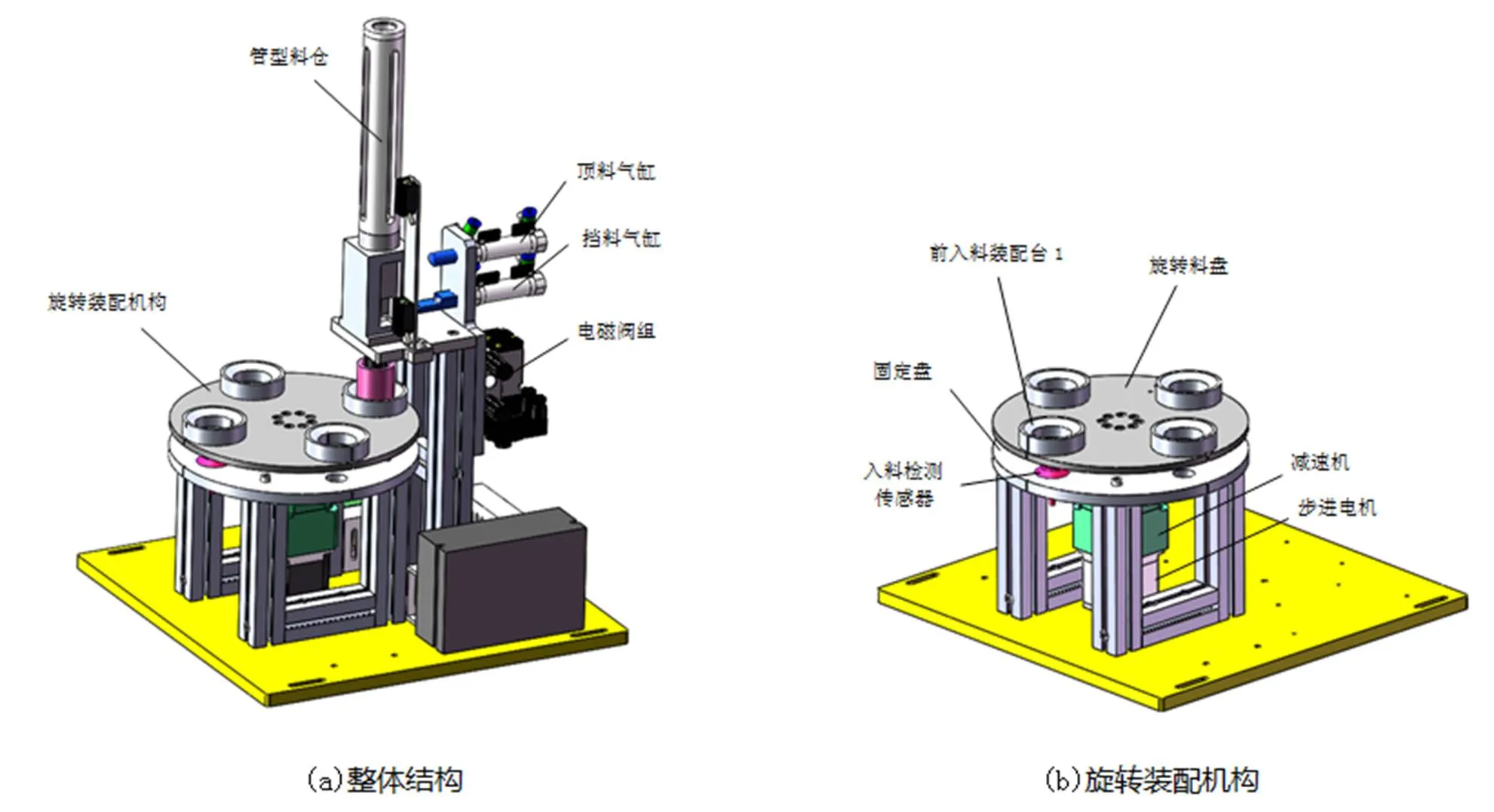
图1 装配单元Ⅱ
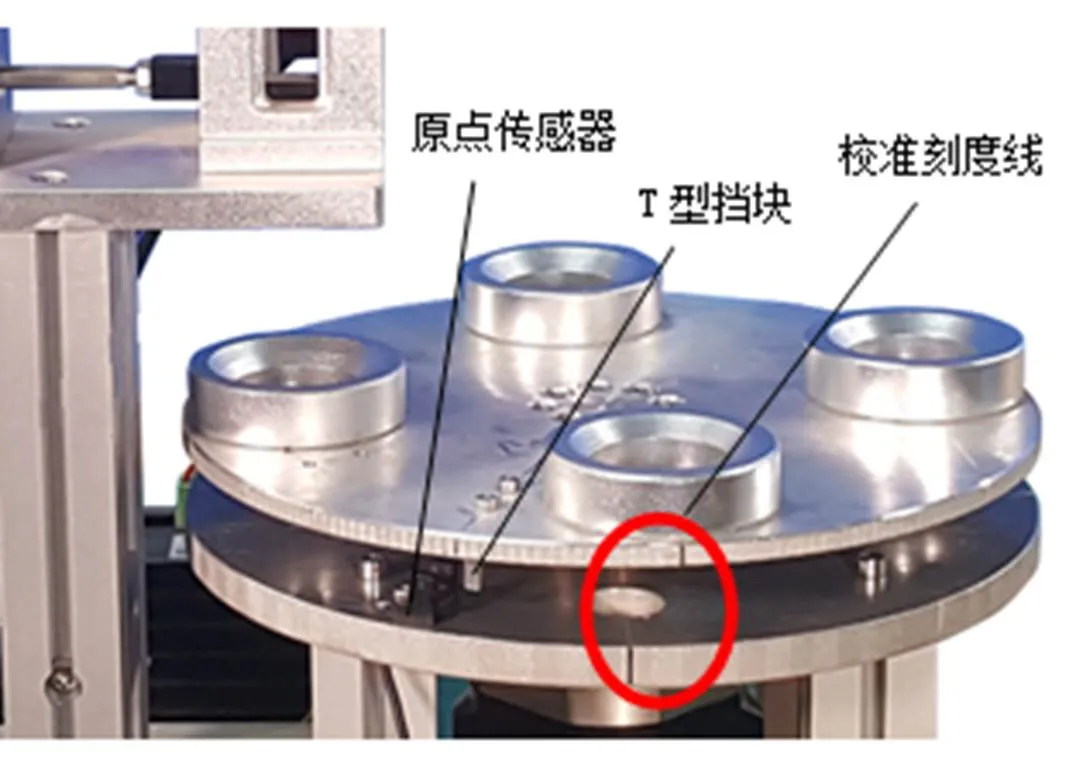
图2 原点检测及校准线
落料机构工作过程:小圆柱芯件预置于落料机构管型料仓内,当系统气源接通后,顶料气缸初始位置处于缩回状态,挡料气缸初始位置处于伸出状态。当需进行落料时,顶料气缸伸出,顶紧次下层芯件,挡料气缸缩回,下层芯件由于重力得以落下,从而实现落料,然后两气缸复位,完成落料控制。
2 硬件系统设计
2.1 硬件选型
随着产品的更新换代,西门子S7-200 PLC逐渐会被S7-200 SMART PLC所替代[8]。考虑有高速脉冲输出的需求,兼顾I/O实际需要点数,本系统控制器选用CPU ST40。该CPU模块本体输出端Q0.0,Q0.1,Q0.3可提供3轴20 Hz~100 kHz高速脉冲输出,Q0.2,Q0.7和Q1.0分别为其方向控制端[9][10]。
步进电机由于具有转子惯量低、定位精度高、无累积误差、控制简单等特点,已成为运动控制领域的主要执行元件之一[11]。根据驱动机械结构确定运动曲线,计算负荷转矩、负荷惯量、启动转矩等,最终选用Kinco的3S57Q-04056步进电机及配套3M458驱动器。步进电机部分技术参数如表1所示。

表1 3S57Q-04056部分技术参数
2.2 PLC的I/O分配
CPU ST40共有24输入点,16输出点。本系统实际分配使用如表2所示,其中输入点主要用于装置侧传感器检测信号,以及按钮指示灯模块的主令信号的采集;输出点主要用于步进电机脉冲/方向信号、顶料及挡料电磁阀的驱动信号,以及按钮指示灯模块上的状态指示灯等。
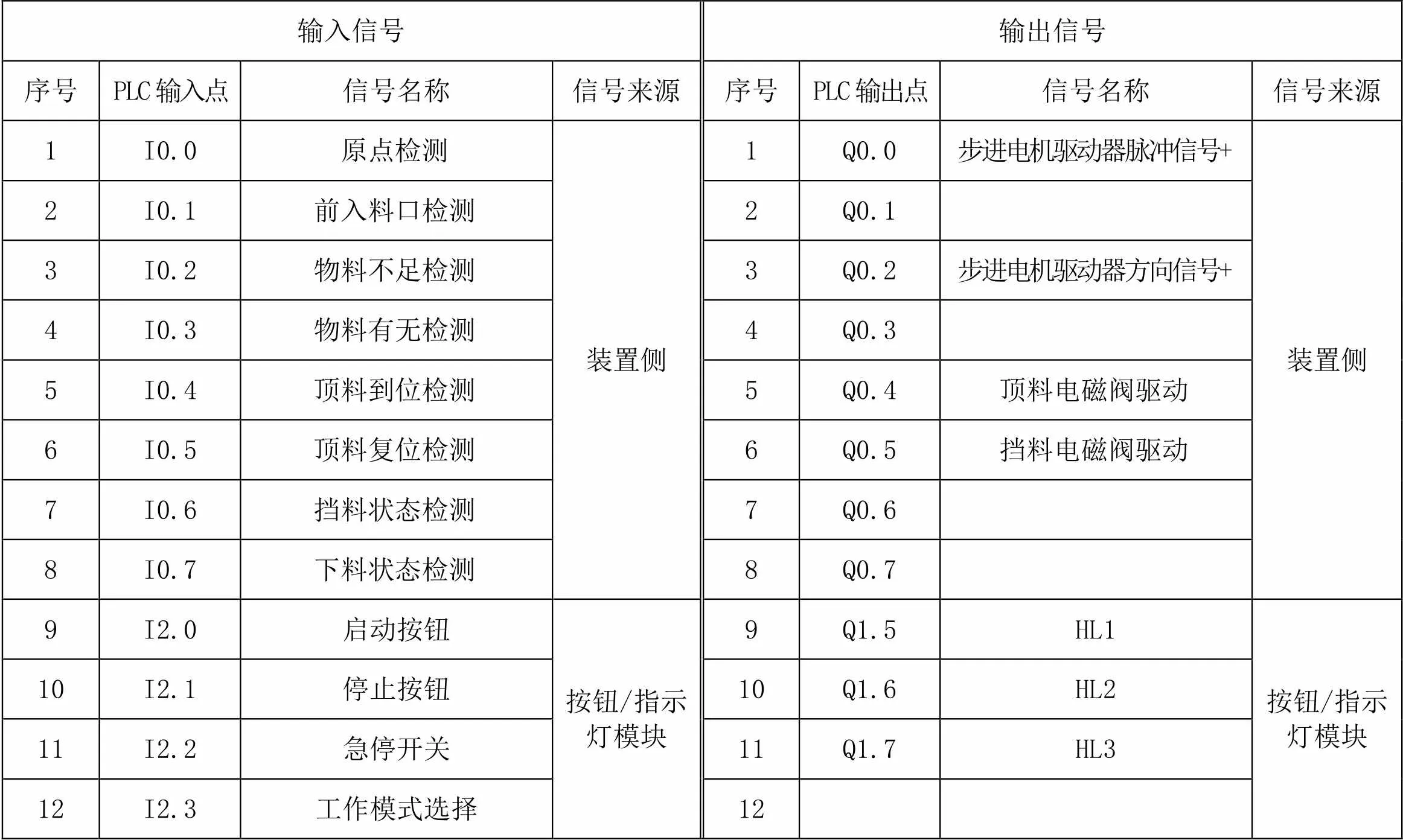
表2 PLC的I/O信号分配表
2.3 步进电机驱动接线
根据技术资料[12],设计CPU ST40与步进驱动器的硬件接线如图3所示。采用ST40的Q0.0端子作为脉冲控制信号,Q0.2端子作为方向控制信号,分别连接至步进电机驱动器Kinco 3M458的PLS+和DIR+端子。步进电机3S57Q-04056三相绕组的六根引出线,分别为红、银白、蓝、白、黄、绿色,按首尾相连的原则连接成三角形后,三根引出线分别连接至驱动器的W、V、U端子[13],如图4所示。
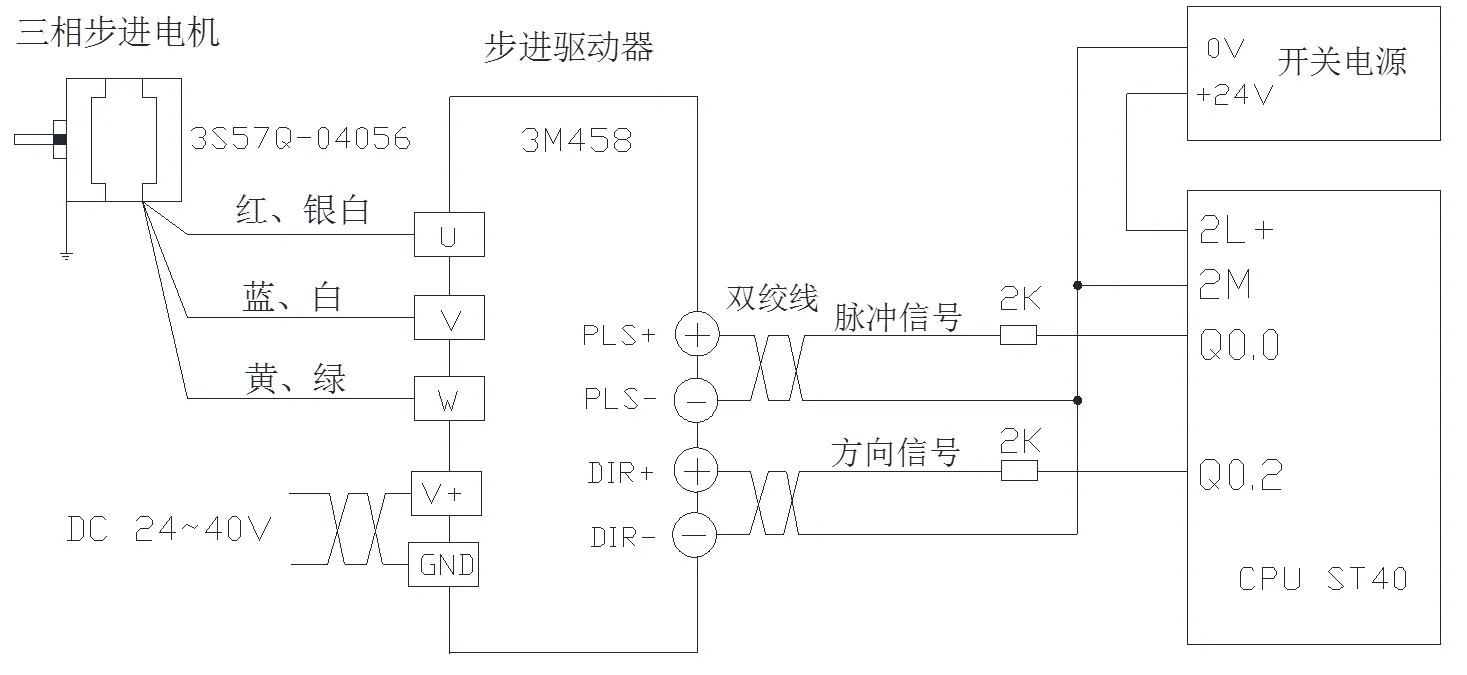
图3 步进驱动与ST40接线图
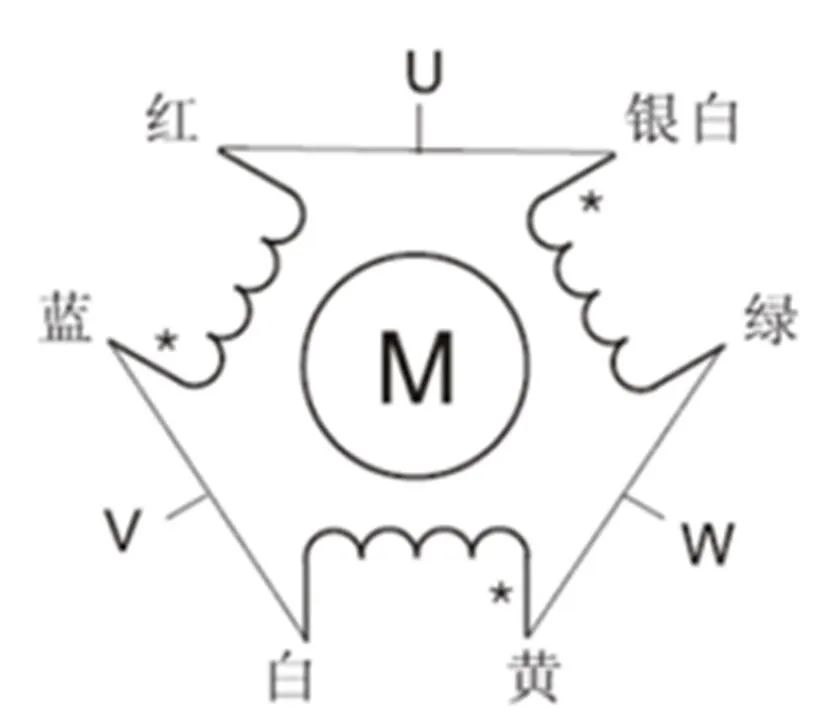
图4 3S57Q-04056的接线
步进驱动参数设置如表3所示。步进电机3S57Q-04056额定相电流5.6 A,实际使用时应比额定低一些,故设置为5.2 A。为减少电机和驱动器的发热,可设定静态电流半流,即DIP4为OFF。

表3 DIP开关设置
3 PLC程序设计
3.1 程序结构设计
控制程序结构:主程序MAIN调用3个一级子程序“初始化”、“旋转控制”及“状态显示”,其中“旋转控制”子程序又二级调用“落料控制”子程序。
主程序MAIN主要完成系统启停等主流程控制,包括欠缺料等状态检测、系统是否准备就绪检查、子程序的调用以及系统启动/停止等操作。子程序“初始化”主要完成系统的复位,即旋转料盘回原点。子程序“旋转控制+落料控制”主要完成装配工艺过程的步进顺序控制。其中,料盘旋转控制以及落料控制子程序流程设计如图5和图6所示。
3.2 运动控制向导组态
SMART CPU采用“运动”向导生成子例程实现PTO脉冲输出[14],以控制步进电机。在STEP 7-Micro/WIN SMART软件中,双击“工具”菜单下面的“运动”选项卡,打开运动控制向导[11],组态运动轴轴0:
(1)测量系统:选择“相对脉冲”。
(2)方向控制:相位选择“单相2输出”,极性选择“正”。
(3)输入RPS(参考点):勾选“已启用”,输入选择“I0.0”,有限电平“上限”。
(4)电机速度:MAX_SPEED设为“100000”个脉冲/s,SS_SPEED设为“5000”个脉冲/s。根据3S57Q-04056/3M458矩频曲线图[9],在扭矩范围内选择系统最大速度MAX_SPEED。启/停速度按MAX_SPEED的5%-15%选择。
(5)电机时间:ACCEL_TIME设为1 000 ms,DECEL_TIME设为50 ms。
(6)参考点:RP_FAST设为5 000 Pulse/s,RP_SLOW设为500 Pulse/s,RP_SEEK_DIR设为“负”,RP_APPR_DIR设为“正”,偏移量RP_OFFSET设为“0.0”度,参考点搜索顺序选方式“2”。

图5 旋转子程序流程

图6 落料子程序流程
此外,存储器分配采用系统自动建议VB93-VB185。组件中子例程选择三个:AXIS0_CTRL启用和初始化运动轴,每当程序扫描时都调用;AXIS0_GOTO命令运动轴按指定速度运行到指定位置;AXIS0_RSEEK用于查找参考点位置。
3.3 步进电机旋转脉冲数计算
步进电机经过减速机减速后,驱动旋转料盘旋转。装配站Ⅱ中选用SKISIA(欧得克)的圆法兰盘式行星齿轮减速机,该减速机减速比为7[15]。旋转料盘的旋转角度、PLC输出的脉冲数以及步进电机细分数三者之间关系如下:

由式(1)和式(2)可得:

上述各式中:P表示PLC输出的脉冲数;表示步进电机旋转角度;表示步进细分数;表示减速机的减速比,R表示旋转料盘的旋转角度。
根据式(3),旋转料盘若旋转180°,当步进细分数为5 000时,PLC输出的脉冲数应为175 000。
3.4 PLC程序编写
系统主程序中启用和初始化运动轴部分编程要点见图7,运动轴回原点子程序见图8。其中,初始化子程序执行结果须返回给调用它的POU,即主程序。所以,在子程序里需定义输出参数型局部变量(如图9所示)。在局部变量表中定义该局部变量时,只需指定变量类型和数据类型,不需指定存储器地址,存储器地址是由程序编辑器自动分配。后面的落料控制子程序同样如此。
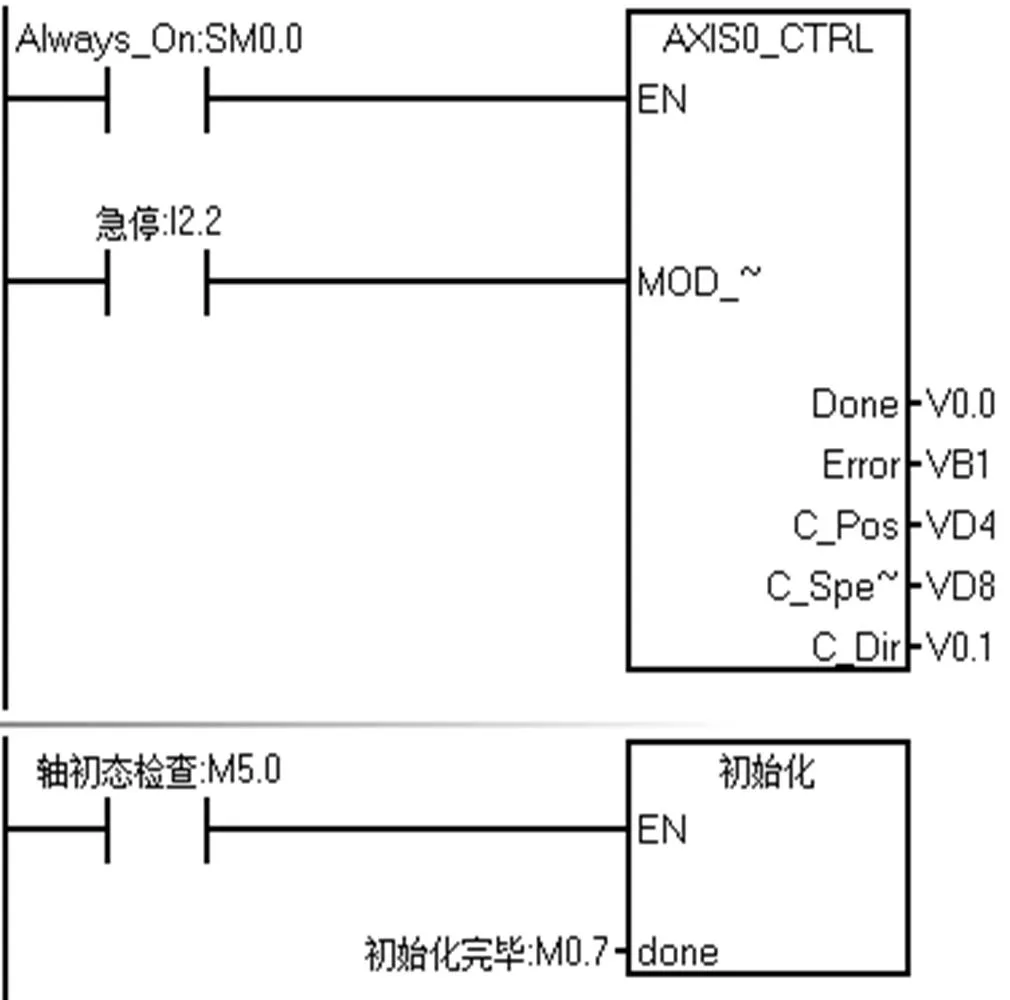
图7 启用和初始化运动轴
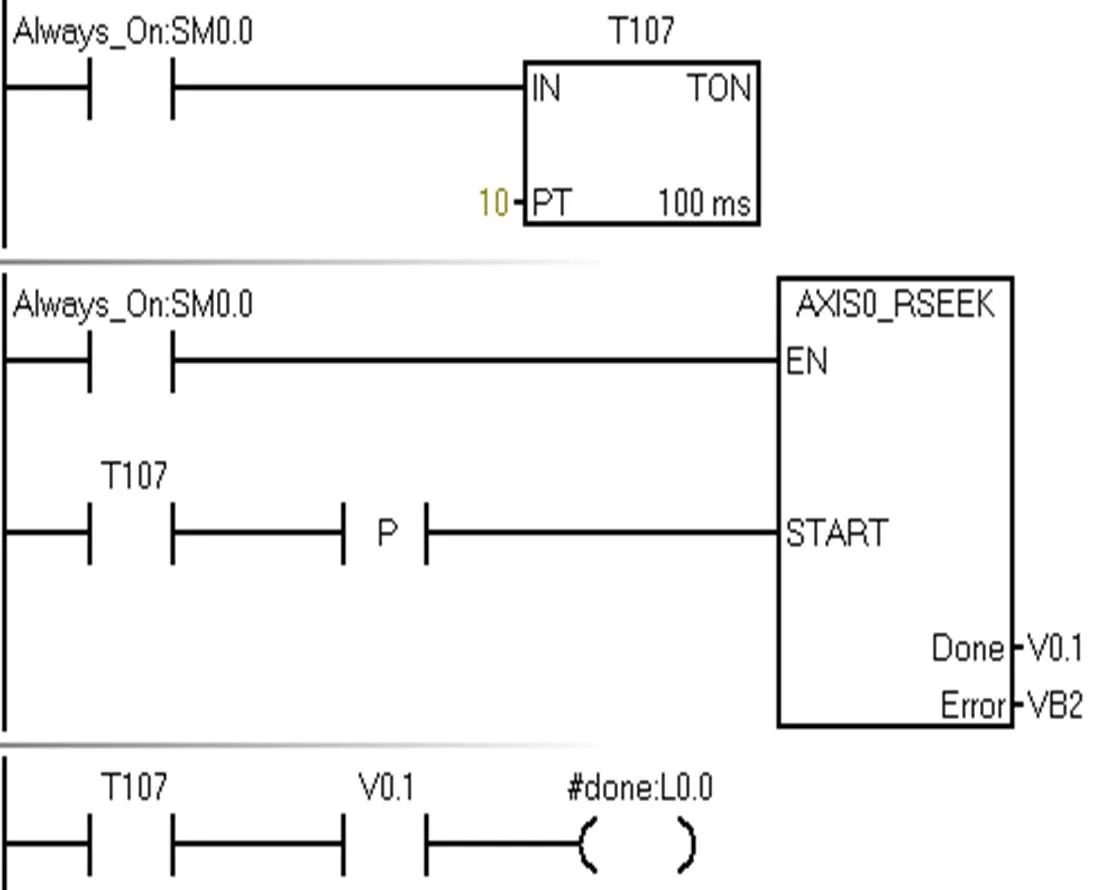
图8 初始化子程序
料盘旋转子程序中控制运动轴旋转180°编程要点如图10所示,料盘旋转子程序调用落料子程序如图11所示。

图9 初始化子程序局部变量定义
3.5 系统调试
系统实际调试运行时,初始化子程序通过运动轴回原点指令驱动转盘机构回零。回零完毕,经过一定的延时,可以看到,子程序输出参数done位为1。
此外,急停功能是通过在AXIS0_CTRL的MOD_EN参数输入处以及“旋转控制”子程序的调用EN处,两处均串接急停开关I2.2接点实现。所以按下急停时,能够实现紧急情况停止。
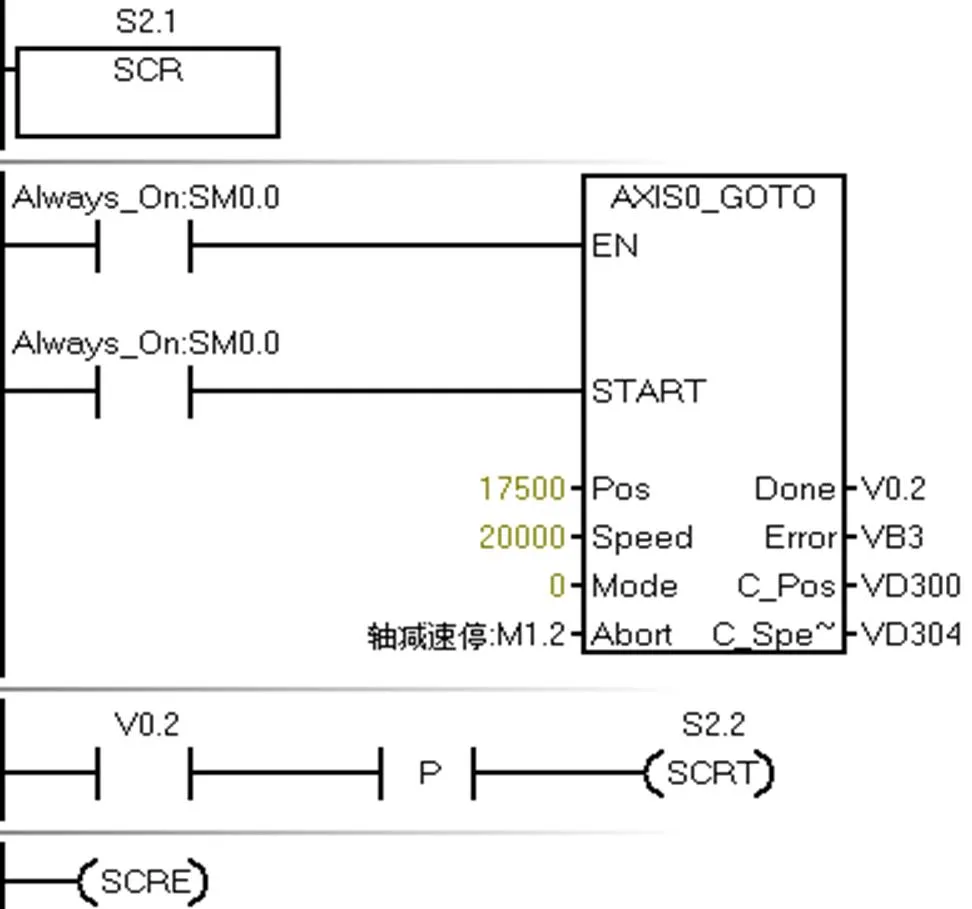
图10 料盘旋转180°

图11 落料子程序调用
注意一点:下料工作完成后,需考虑有一段时间的延时,然后再使子程序输出参数“落料完成”为1,以确保芯件落到位后,转盘再顺时针旋转。否则容易出现芯件还没落到位,转盘即旋转,从而造成旋转盘与固定盘之间的卡料现象。
4 结语
新装配单元Ⅱ可使整台生产线具有更灵活开放的控制结构。旋转装配机构中的旋转料盘扩至4工位,待装配工件可流水线般依次装配,配置合适供料与输送单元,可为整机提供更为灵活多样的训练项目。原有分拣单元三相异步电机、输送单元的伺服电机、加之新装配单元Ⅱ的步进电机,能够促进学生多电机驱动控制理论与实践的深入学习。
[1] 张同苏. 自动化生产线安装与调试实训和备赛指导[M]. 北京: 高等教育出版社, 2017: 2-3.
[2] 吕景泉. 自动化生产线安装与调试[M]. 北京: 中国铁道出版社, 2008: 103-115.
[3] 张同苏. 自动化生产线安装与调试(三菱FX系列第二版)[M]. 北京: 高等教育出版社, 2017: 2-3.
[4] 孙富森, 宋瑞娟. 亚龙YL-335B自动生产线设备改进[J]. 科技经济导刊, 2018 (1): 65.
[5] 党媚, 刘爱云. 基于MCGS触摸屏与S7-200的以太网小型自动化系统[J]. 自动化技术与应用, 2018 (3): 76-79.
[6] 董佳辉, 张顺星. 基于工业以太网的自动化生产线通信系统实现[J]. 工业仪表与自动化装置, 2017 (6): 88-91.
[7] 陶为明. 基于S7-200 SMART PLC及MCGS的生产线控制系统设计[J]. 自动化与仪器仪表, 2016 (5): 34-35.
[8] 西门子(中国)有限公司. 深入浅出西门子S7-200 SMART PLC[M]. 北京: 北京航空航天大学出版社, 2015: 288-289.
[9] 向晓汉. S7-200 SMART PLC[M]. 北京: 机械工业出版社, 2013 (8): 55-56.
[10] 西门子公司. SIEMENS SIMATIC S7-200 SMART系统手册[Z]. 2012.
[11] 陈婵娟, 等. 基于PLC的步进电动机单双轴运动控制的实现[J]. 机械设计与制造, 2009 (3): 178-180.
[12] Kinco步进驱动器3M458使用说明书[Z]. 上海: 步科, 2015.
[13] 上海步科电气有限公司. Kinco步进电机步进驱动器选型手册[Z]. 2015.
[14] 廖常初. PLC编程及应用[M]. 北京: 机械工业出版社, 2013: 200-202.
[15] 无锡市欧得克自动化设备有限公司. SKISIA直齿行星减速机选型手册[Z]. 2016.
Innovative Design and Implementation of Assembly Unit of YL-335B Automatic Line
Li Zhimei1, Zhou Shenglin1, Zhao Zhenlu2
( 1.Shazhou Professional Institute of Technology, Zhangjiagang 215600,China; 2.Yalong Intelligent Equipment Group co.,LTD.,Wenzhou 325000,China )
For YL-335B automatic assembly function, a new type of assembly unit Ⅱ has been proposed and implemented in this paper. Comparisons with the original: 1. Innovative changes are made to the traditional structure, replacing the original pneumatic swing table with stepper motor-reducer drive; 2. The assembly station of rotary plate is expanded from 1 to 4, so the workpiece can be assembled successively, providing a flexible and diverse training projects for the whole automatic line; 3. The controller is upgraded from the original s7-200 PLC to s7-200 SMART PLC, and Ethernet networking can be conducted with other controller units.
automatic line; assembly unit; SMART PLC; stepper motor
文献标识码:A 文章编号:1009-8429(2019)02-0009-07
2019-05-17
2016年江苏省教育厅高校“青蓝工程”资助项目(苏教师〔2016〕15号);2018年江苏高校“青蓝工程”优秀教学团队“机电一体化技术专业教学团队”项目。
李志梅(1979-),女,沙洲职业工学院机电工程系副教授;
周圣林(1996-),男,沙洲职业工学院机电工程系2016级机制专业学生;
赵振鲁(1989-),男,亚龙智能装备集团股份有限公司工程师,东盟技能大赛工业自动化项目专家组成员。
猜你喜欢
山东冶金(2022年1期)2022-04-19 13:40:50
锻压装备与制造技术(2021年2期)2021-07-19 08:50:50
装备制造技术(2019年12期)2019-12-25 03:06:56
模具制造(2019年4期)2019-06-24 03:36:42
山东工业技术(2016年15期)2016-12-01 05:31:50
山东工业技术(2016年15期)2016-12-01 05:30:44
设备管理与维修(2016年7期)2016-04-09 03:17:19
中国科技纵横(2015年2期)2015-11-05 02:30:11
筑路机械与施工机械化(2015年11期)2015-07-01 16:28:46
科学中国人(2014年16期)2014-11-20 02:50:00
