
浅谈汽轮机安装检修中的间隙测量与调整
2019-09-24 09:25张立祥苏首淼
中国设备工程 2019年17期
张立祥,苏首淼
(新疆独山子石化公司热电厂,新疆 独山子 833600)
汽轮机是利用蒸汽热能做功的旋转式原动机,汽轮机本体结构通常由转动部分和固定部分组成。转动部分主要有:叶片、叶轮、主轴和联轴器等部件;固定部分主要有:汽缸、蒸汽室、喷嘴组、隔板、隔板套、汽封、轴承、轴承座和机座等部件组成。
汽轮机的大修及安装施工复杂,要求精度高。汽轮机大修、安装中过程中按照技术要求,对台板,键,汽封,轴瓦等配合间隙调整。这些间隙影响的汽轮机的振动,热膨胀,中心及效率等,此项工作是汽轮机安装检修的重要内容。
1 汽轮机安装中台板垫铁间隙的消除
汽轮机安装过程中用于放垫铁的混泥土基础与垫铁,垫铁与台板,台板与汽缸或轴承座接触面都必须充分的接触。消除间隙,有效减少机组运行时的振动。
1.1 基础的研磨
基础研磨在土建基础检查合格交接后进行,确定垫铁位置。以研磨好的垫铁做基准,用磨光机打磨垫铁轮廓内的区域,再垫铁上涂红丹,与垫铁位置研磨后打去高点。研磨时要同时保证这个区域的水平度和平面度,与垫铁面接触面积75% 以上,0.03mm 塞尺塞不进。
1.2 垫铁及台板研磨
研磨垫铁以台板为基准,在台板上涂红丹,然后将垫铁放在台板上研磨,用磨光机打去高点,反复直到高点均匀分布,接触面积75% 以上合格。
1.3 间隙消除
在轴承座和缸体找平找正后用0.03mm 塞尺检验基础与垫铁,垫铁与垫铁,垫铁和台板以及台板和轴承座之间的间隙,如果有要及时消除。方法和研磨台板类似,处理时要兼顾到调好的水平和中心。
2 汽轮机安装检修中间隙的测量调整
2.1 滑销系统间隙的调整
机组在启动或加负荷时,由于受热,汽缸以各个膨胀死点为中心向四周移动膨胀,本体设置的各个横向、纵向键进行引导,确保按照规定方向膨胀,保证汽轮机各部件不跑偏,产生动静碰磨,滑销系统需设置合适的间隙配合。
各键的间隙要严格按照规定调整,一般键与落地式结构(如台板)连接处要求过盈配合。键的上部与轴承座或汽缸的连接为间隙配合,间隙一般为0.04~0.08mm,安装时要采用研磨的方式保证配合间隙,注意所有键的间隙都要留到同一侧,以保证膨胀时不卡涩。
除了这些外,各轴承座和汽缸之间还有立销定位,膨胀间隙也为0.04~0.08mm,它保证了汽缸和轴承座膨胀时中心不变。
2.2 汽封及通流间隙的调整
汽封和通流部分的间隙应严格按照制造厂的要求进行调整。如果间隙过小,机组运行中动静部套发生相互摩擦,间隙过大时,出现轴封漏气、机组效率降低问题。其调整原则为:在留出间隙的安全裕度后,间隙尽可能做小些。
2.2.1 汽封间隙的调整
汽缸内装有轴端汽封和隔板汽封,上半和下半的汽封一般用贴胶布法测量调整。如调整下半的方法为:在下半的0°、45°、90°、135°、180°上分别贴胶布,胶布厚度为要求汽封间隙的上限值。胶布贴好后,将转子吊入汽缸,在转子与汽封相对应的部位涂红丹,安装轴瓦防转挡板,转子盘车一到两圈。根据压痕判断间隙大小,间隙过小用专用的刮刀修刮汽封。上半调整方法与下半类似。
比如,下图2-2,图2-3 分别为高压前汽封,高压后汽封汽封间隙示意图。调整时低压缸,高压缸内气封可以分别同时调整,提高检修效率。
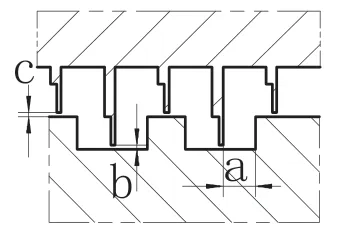
图2-2 高压前汽封间隙示意图
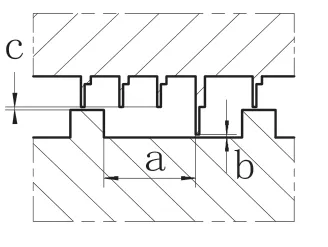
图2-3 高压后汽封间隙示意图
此外汽封间隙调好后,用深度尺测量调整上下半汽封高低值,整圈汽封留出0.1mm 的膨胀间隙。
2.2.2 通流间隙的调整
汽封调整完毕,复核通流间隙(动静间隙),根据下图a 值定位。定位后复核其他通流部分的间隙,对照厂家给定的标准是否合格。如:图2-4、2-5 分别是机组高压喷嘴间隙和第2~6 级通流间隙标准值。图2-4 中a=b=1.5mm。图2-5 中,a=7.15mm,b=7.92mm。
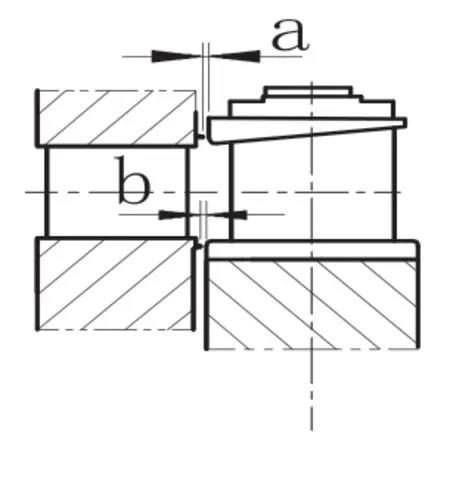
图2-4 高压喷嘴间隙
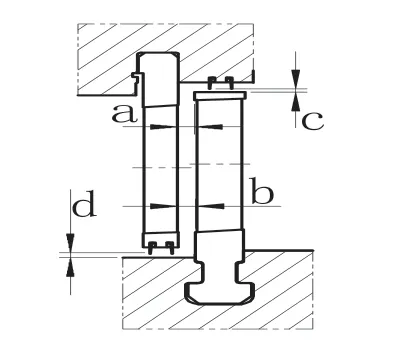
图2-5 第2~6 级,第8~11 级
完成通流间隙调整,转子就定位了,这时找到一个基准点(一般以中箱处),测出转子和它之间的距离,用来以后通过推力轴承将轴定在测量好的位置,保证推力轴承紧固后的动静部分相对间隙准确。
2.3 隔板间隙的调整
隔板间隙的调整是在隔板找正找中心后进行的。
2.3.1 隔板的轴、径、辐向间隙的测量与调整
隔板间隙包括径向间隙,轴向间隙和辐向间隙。
轴向间隙的的测量方法为将隔板沿轴向撬向一侧,使隔板紧贴汽缸上隔板槽的一侧面,在隔板两侧架百分表,再撬回隔板至汽缸隔板槽的另一侧,记下两表读数的变化值求平均值即为轴向间隙。记下数值和标准值比较,并进行调整。
径向间隙即为隔板及持环底键间隙,只有下隔板有底键。测量方式与轴向间隙类似。
辐向间隙为隔板持环圆周方向间隙,通过压橡皮泥的方法测得,通过掉入持环,测量橡皮泥被压后的厚度测量,若超出标准值需处理。
2.3.2 上隔板坠落值挂耳间隙调整
所谓坠落值是指低压上内缸翻转扣上后低压下隔板将对应上隔板顶起的高度值,坠落值可以保证上下两隔板中分面的汽密性。坠落值的测量方法是测量上下隔板高低值,测量上下半隔板挂耳高低值,调整后保证坠落值在0.5~1mm 内,挂耳间隙保证在0.1mm 左右。
2.4 推力瓦间隙的测量与调整
汽轮机多采用金斯伯雷式推力轴承,推力盘的前后两侧装有推力瓦块,前侧为非工作面,后侧为工作面。
应先研磨推力瓦块。要求接触面积达到75% 以上,以推力盘为标准研磨,刮削方法是分别顺两个侧45 度刮削高点,刮好后再按这两个方向刮直线,这样做主要是为了研磨同时再瓦面刮出油路,利于接触面研磨。
推力瓦研磨后调整推力瓦间隙。将汽轮机转子推向前后两个极限位置,计算测量,通过磨垫在推力瓦块后的垫子来调整推力瓦轴向间隙。
2.5 衬瓦,球面瓦,瓦枕的间隙及紧力的测量与调整
轴承盖应严密的压住轴瓦,并有一定的紧力。轴瓦因为压力不够会产生额外振动。瓦口间隙及衬瓦与轴的顶部间隙也需按照标准调整。
瓦口间隙可用塞尺直接测出,不合格需修挂的规定值。顶隙a 可用压铅丝的方法测得,在下衬瓦中分面上和轴顶部放铅丝,在下球面瓦中分面上放塞尺片计算高度差,若不符合要求则通过打磨中分面,中分面加垫片等方式调整。
轴承紧力的测量通常用压铅丝的方法测量。方法与上面压顶隙的方法相同。也是用铅丝的厚度减去塞尺的厚度得来,要求配合过盈量为0.02~0.04mm
此外,汽轮机安装中的间隙还有联系螺丝间隙、汽缸结合面间隙、油挡间隙等,联系螺丝在机组运行过程中是松开的,以便机组自由膨胀,它与接合面要有0.1mm 左右的膨胀间隙,汽缸的结合面间隙必须消除,否侧漏气,油挡间隙的调整可以直接用塞尺塞,然后调节到规定值。
3 结语
本文通过自己对汽轮机检修安装的研究,结合理论知识,对本体安装技术进行总结,改进一些不合理的做法,将实际上升到理论阶段,对间隙的测量和调整确定了更合理的方案,按照本文阐述的间隙调整方法,可以准确定位汽轮机本体的各个部件,使汽轮机平稳高效的运行。
猜你喜欢
北方交通(2022年3期)2022-03-20
中国设备工程(2022年3期)2022-02-13
石油化工设备技术(2021年6期)2021-11-23
科技经济导刊(2021年11期)2021-05-26
化工设计(2021年1期)2021-03-13
佛山陶瓷(2018年8期)2018-11-07
IT经理世界(2017年20期)2017-10-21
山东工业技术(2016年10期)2016-09-06
人间(2016年13期)2016-07-07
科技视界(2014年7期)2014-08-15
