
异形截面3D管状机织物的设计与试织
2019-09-21 08:10王晶晶吕丽华王观桔
毛纺科技 2019年8期
王晶晶,吕丽华,王观桔
(大连工业大学,辽宁 大连 116034)
随着高性能纤维生产技术的进步和纺织加工技术的进一步发展,3D机织复合材料日益显示出巨大的应用潜力。3D机织复合材料由于其独特的横向特性,如刚度、强度、断裂韧性和抗损伤性,已成为多向承重和冲击应用有吸引力的结构材料[1]。3D管状机织复合材料以其优异的力学性能和结构优势,越来越来多地应用在航空、航天、生物医学工程以及汽车工业等领域[2]。作为3D管状机织复合材料的增强结构件——3D管状织物的设计尤其重要。ZHOU等[3]在管状针织横编织物的基础上设置不同位置段的管或以不封闭管的形式扩展针织横编机和各种针织横编机的服装织物,可以满足人们对3D结构、色彩鲜艳、外观独特新颖等方面的要求。陈贵翠等[4]采用脱胶及柔软处理将桑皮纤维制成工艺纤维,对丙纶(PP)采取必要的前处理工艺,然后利用2种纱线来加工局部管状针织物。将2种纤维混纺制备针织纱线并织造针织物。针织物立体感强,具有优异的延伸性和悬垂性,然而,目前针织管状的织物多用于服用领域,由于针织物易变形的特点,因此以针织物作为增强体的3D管状复合材料的研究较少。裴会成等[5]介绍一种双二步法3D管状织物编织机,与二步法编织机相比增加了1倍编织纱的数量,编织机编织单元在空间上排列成圆筒状并沿圆筒轴向扩展组成编织单元的3套拨盘的结构,但大小不随编织层数变化而变化,实现了编织单元的模块化,同时还对3D编织机编织口的位置进行了优化研究,推动了编织管状织物的发展。虽然编织管状织物的优点是制作截面尺寸较小但截面形状变化较大,轴向尺寸较长的预成型件,但是目前应用还不普及,需要特定的织机,其性能研究不足,特别是成本较高。3D机织工艺纤维基本呈正交排列[6],相对于针织和编织管状织物来说,机织管状织物的研究相对较多。朱红等[7]针对产业用多边形孔管状结构件的技术需求分别制作了三角形、菱形、方形和类圆形3D孔管状结构件,并通过分析得出孔管状结构件设计参数间的数学关系。研究结果为多排孔管类技术纺织品结构设计制作提供了技术支持。董敬贵[8]提供了三通管状织物的设计方法、织造的上机图,分析了织造过程中的问题,并提出了解决方案,完成了三通管机织预型件的结构与工艺设计,在小样织机上进行反复试织,结果证实了该设计方法的合理性。易洪雷等[9]利用“压扁—织造—还原”方法完成了3种管状机织预型件的结构与工艺设计,并在小样织机上进行试织,结果证实了该设计方法的合理性。刘佳[10]进行了圆管机织复合材料的拉伸、压缩和扭转试验,并分析了其细观结构和损伤破坏过程。研究表明::圆管机织复合材料拉伸、压缩试件在接近破坏时,弯曲的经纱会在拉伸载荷作用下由弯变直,或伸直的经纱会在压缩载荷作用下由直变弯,从而导致材料的部分基体与纱线分离而脱落;扭转试件随着扭转角的不断增大,环向纬纱会因基体与纱线的相互作用而在圆管径向产生不同程度的位移,所以扭转角的增大会在管的径向形成褶皱。但由于圆管机织复合材料试件不具有自由边界,所以其具有更好的整体性能和承载能力。王黎黎等[11]以经角连锁为织物的基本组织结构,将 166.55 tex(1 500旦)芳纶长丝织造一体成型的4层管状织物,在相同的层数条件下,通过拉伸测试表明所制备的复合管状材料与平纹织物卷绕成管状的管状复合材料相比,其力学性能明显提高。综上所述,3D管状机织织物目前的制造形状都是普通的圆管,异形管状的织物还比较少,对于特定环境下规则的管状织物并不是完全适用,如汽车领域的异形截面空心结构件[12],工业领域的异形截面钢管混凝土结构[13],建材机械领域的异形管钢筋骨架等很多领域[14],规则的管状织物并不能满足要求,因此结合3D管状机织复合材料的优点,开发异形截面的3D管状机织物复合材料是非常有必要的。开发异形3D管状机织物对3D复合材料的发展具有很大的推动意义,同时管状3D织物织造技术还有待进一步研究开发。
本文探讨在SGA598型小样织机(半自动)上,通过设计合理的上机工艺及织造方法,采用“压扁—织造—还原”方法制备2种异形截面的3D管状机织物,为异形3D管状机织物的发展提供了思路。
1 材料与仪器
经纬纱均为棉纱:296.2 tex。
SGA598型小样织机,电气系统采用PLC控制触摸屏,同时存贮6个纹板,每个纹板可达1 000行,并且预留电脑插口,可以实行PC和PLC通信。
2 设计方法与试织要点
异形截面的3D管状机织物的织造原理应用正交、正交分层,角连锁以及结合管状织物的织造方法,进行合理的经向截面图设计、上机图设计、上机参数选择。本文设计的2种异形截面3D管状机织物均为纬向管,首先根据设计的截面形状采用分区织造,根据设计图画出各区的经向剖面图,确定合理的打纬顺序,并绘制相应的组织图,进行上机织造。
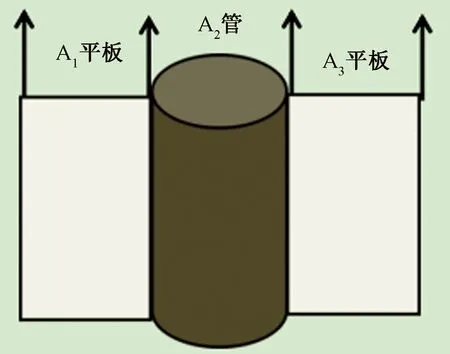
图1 平板—圆管连接的异形截面3D管状机织物模拟图
2.1 平板—圆管连接的异形截面3D管状机织物
平板—圆管连接的异形截面3D管状机织物模拟图如图1所示。将管状部分模拟成管状织物A2部分,将连接部分模拟为平板部分A1和A3。
2.1.1 经向截面图设计
平板—圆管连接的异形截面3D管状机织物的A1、A3区的组织结构相同,为4层角连锁结构,经向截面设计图如图2所示,平板—圆管连接的异形3D机织物的A2区的组织结构为双层角连锁结构,其经向截面设计图如图3所示。其中图中的曲线表示经纱,圆圈表示纬纱,圆圈里的数字表示引纬的先后,左边数字代表综框数量(下同)。
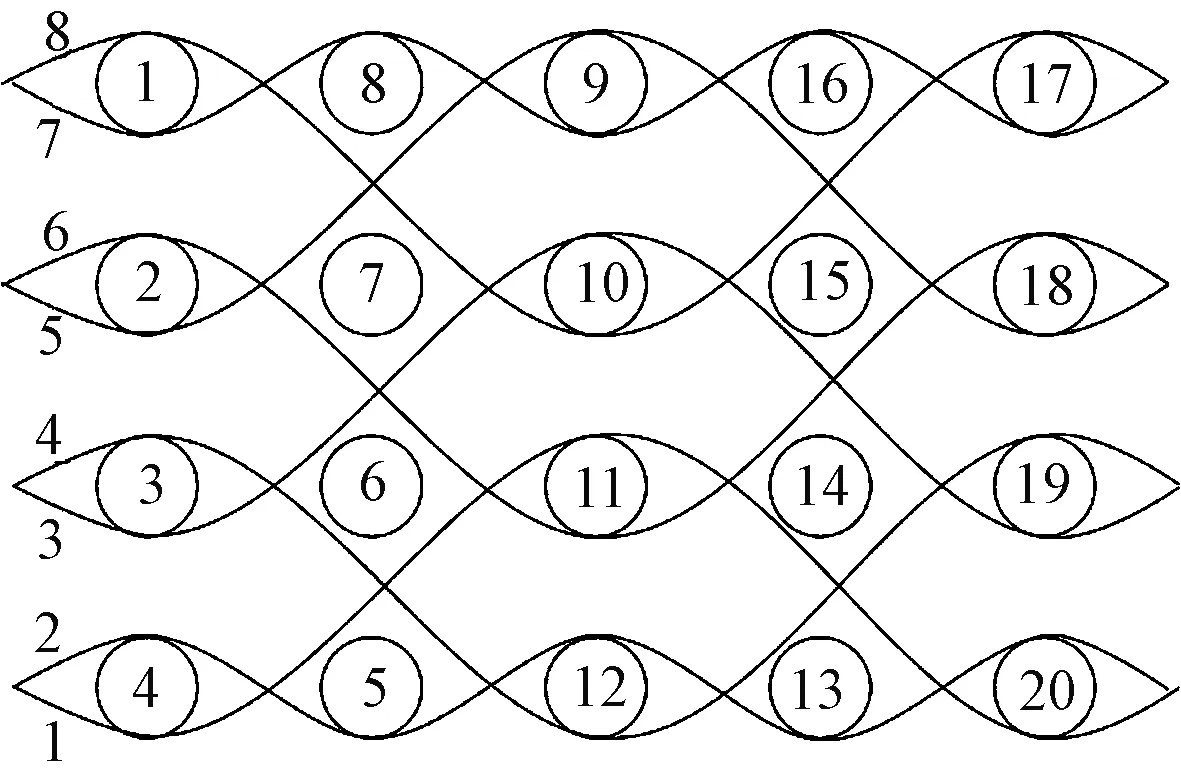
图2 平板—圆管A1、A3区的经向截面图

图3 平板—圆管A2区的经向截面图
2.1.2 组织图设计
平板—圆管连接的异形截面3D管状机织物组织图如图4、5所示,均采用顺穿法上机织造。
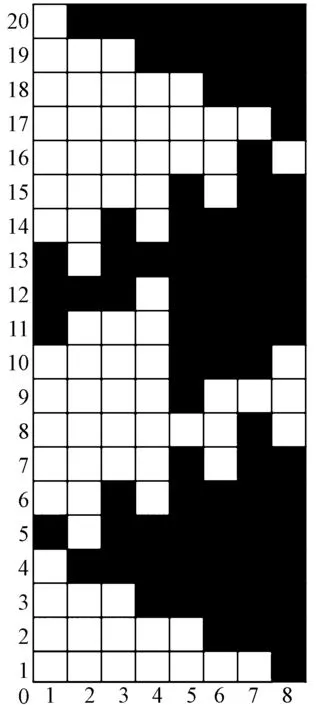
图4 A1、A3区组织图
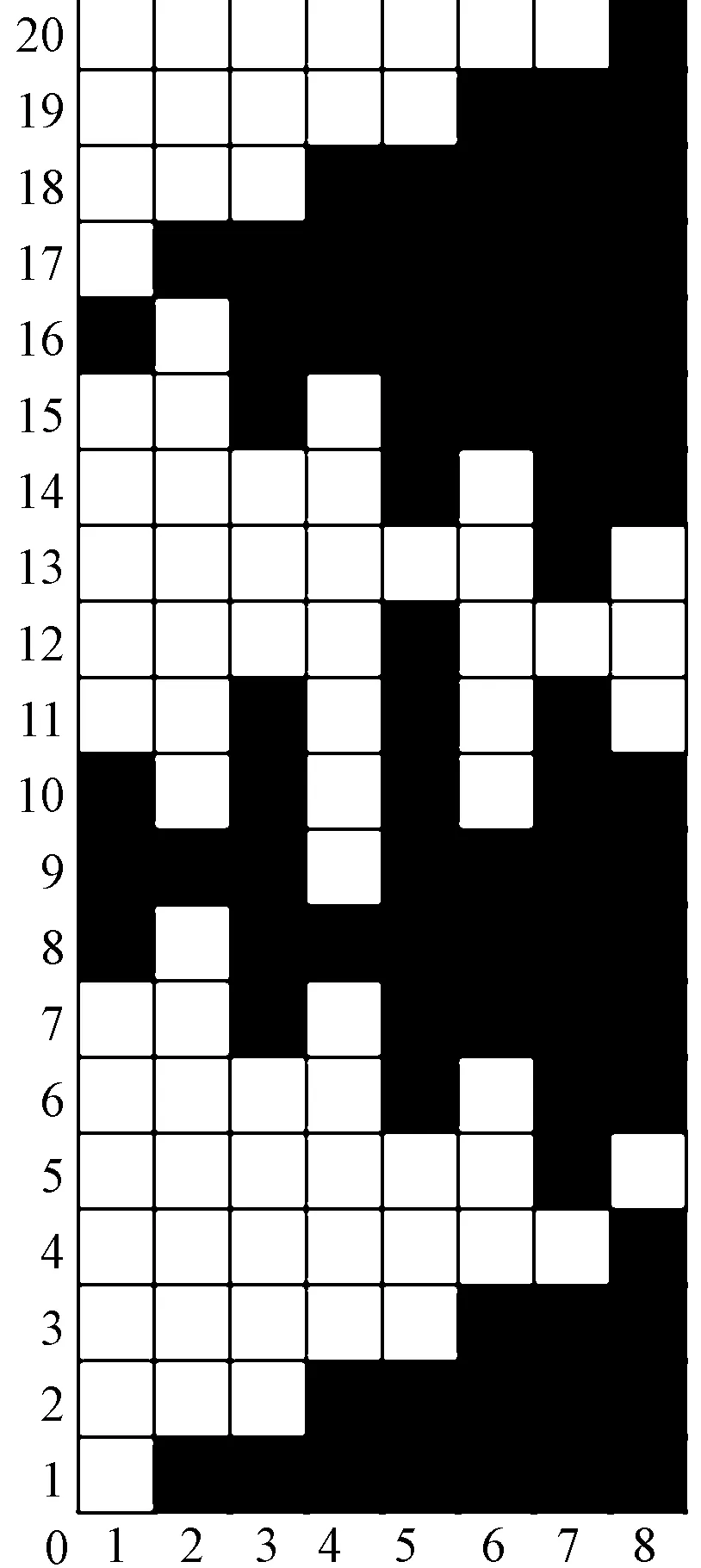
图5 A2区组织图
2.1.3 试织小样
织造时,总经根数为240根,经纱分为4层,每层60根。筘号为30齿/(10 cm)。共使用8页综框,每筘8入共穿30个循环。平板—圆管连接的异形截面3D管状机织物小样实物图如图6所示。

图6 平板—圆管连接的异形截面3D管状机织物的小样实物图
2.2 “工”字形平板—圆管连接的异形截面3D管状机织物
2.2.1 经向截面图设计
“工”字形平板—圆管连接的异形截面3D管状机织物模拟图如图7所示。
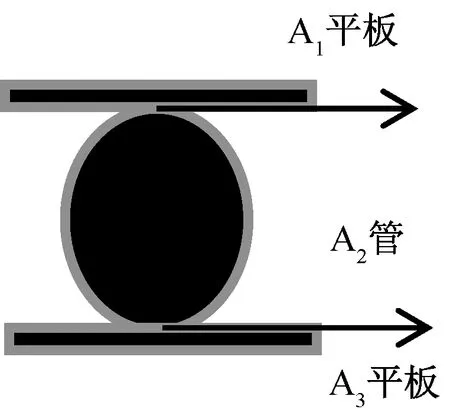
图7 “工”字形平板—圆管连接的异形截面3D管状机织物模拟图

图8 “工”字形A1、A2、A3区的经向截面图
“工”字形平板—圆管连接的异形截面3D管状机织物的A1、A2、A3区的组织结构相同,均为3层正交分层结构,经向截面图设计图如图8所示。“工”字形平板—圆管连接的异形3D机织物的区与区的连接处采用另一种组织4层角连锁结构,其经向截面设计图如图9所示,其目的是为了连接处更加结实牢固。

图9 “工”字形区与区的连接处的经向截面图
2.2.2 组织图设计
“工”字形平板—圆管连接的异形截面3D管状机织物组织图如图10、11所示,均采用顺穿法上机织造。
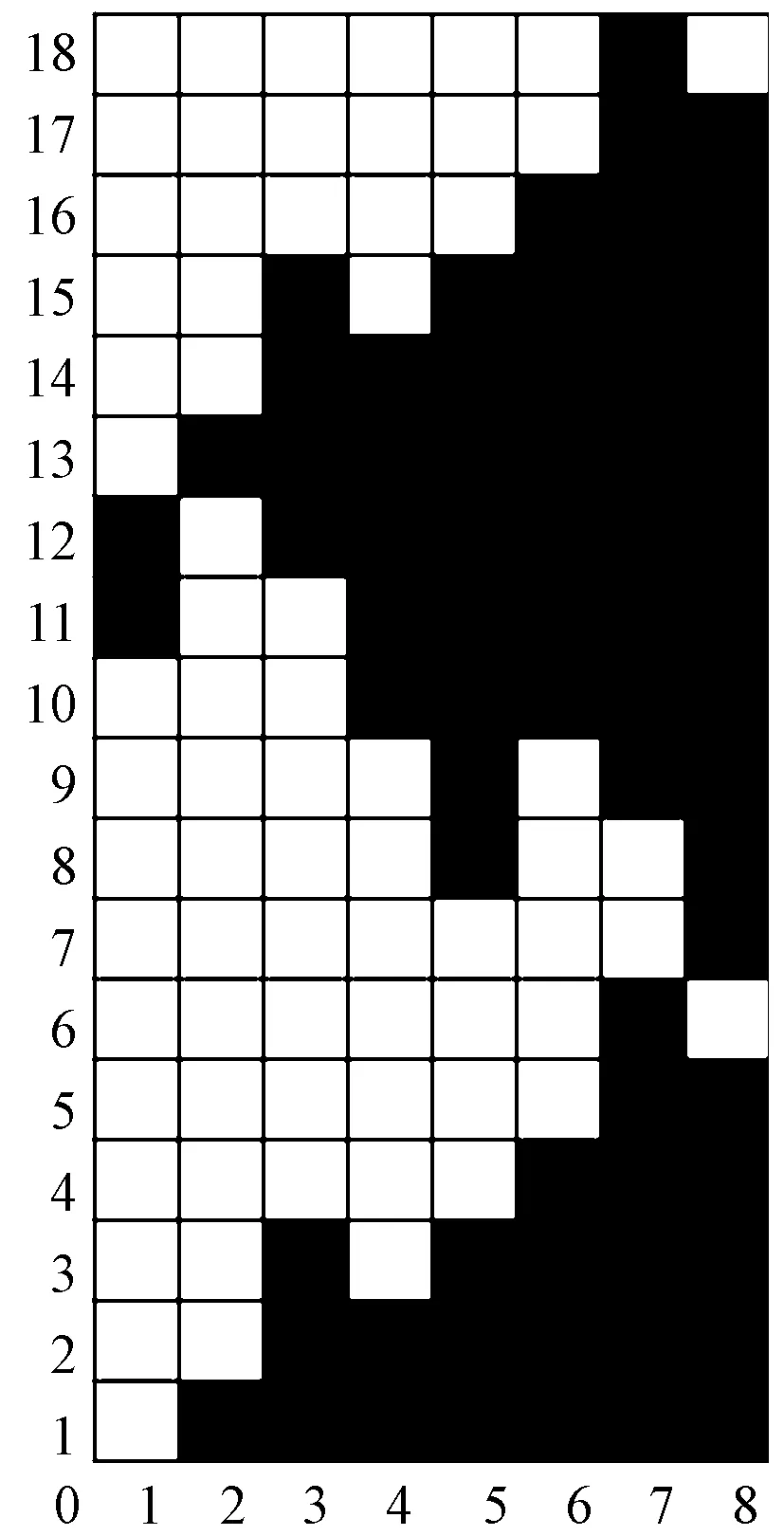
图10 “工”字形A1、A2、A3区的组织图

图11 “工”字形区与区连接处的组织图
2.2.3 试织小样
织造时,总经根数为240根,经纱分为4层,每层60根;筘号为30齿/(10 cm),共使用8页综框,每筘8入共穿30个循环,采用2根纬纱织造管的部分。区与区连接的部分不要织造过长,大概1~2个循环结构,否则会影响织物的外观。“工”字形平板—圆管连接的异形截面3D管状机织物织造的小样实物图如图12所示。

图12 “工”字形平板—圆管连接的异形截面3D管状机织物的小样实物图
3 结束语
通过在普通小样织机上设计与试织2种异形截面的3D管状机织物得出:通过应用正交、正交分层,角连锁以及结合管状织物的织造方法,在SGA598型小样织机上,可以织造出结构较好的异形截面的3D管状机织物,在织造过程中,要控制好打纬的力度,尽量保持均匀,否则会影响织物的外观形态以及力学性能。
猜你喜欢
舰船科学技术(2022年20期)2022-11-28
中国药学药品知识仓库(2022年8期)2022-05-09
电子乐园·上旬刊(2022年5期)2022-04-09
钢管(2021年2期)2021-11-30
纺织报告(2021年9期)2021-10-22
宝藏(2021年11期)2021-01-01
现代纺织技术(2019年3期)2019-09-10
发明与创新·小学生(2017年8期)2017-08-04
中国纤检(2017年1期)2017-03-07
中国纤检(2016年12期)2017-01-20
