
拼接方向对针织/机织拼接面料性能的影响
2021-10-22 01:26:26杨静芳
纺织报告 2021年9期
杨静芳
(常州纺织服装职业技术学院,江苏 常州 213164)
近年来,市场上机织和针织面料拼接的服装逐渐增多,因款式新颖、穿着舒适受到了消费者的喜爱[1]。机织和针织面料拼接不仅解决了针织面料不挺括、易变形和机织面料弹性差等问题,也很好地利用了针织面料的延伸性和弹性,穿着舒适。研究者从多方面探讨了机织和针织拼接在服装设计中的创新应用[2]。针织面料和机织面料的拼接不仅要注重美观与舒适感,还要注重拼接后的性能。本研究选择服装上常用的机织和针织面料从不同方向拼接,研究拼接后面料的悬垂性、抗皱性和强度。
1 实验
1.1 材料
平纹纯棉机织面料,纬平针纯棉针织面料。
1.2 仪器
工业平缝机,织物动态悬垂性风格仪(YG811型),数字式织物折皱弹性仪(YG541),电子织物强力机(YG026G)。
1.3 样品准备
机织面料的纬向为0°,针织面料的横向为0°,选取了机织面料的0°、30°、60°、90°方向分别与针织面料的0°、30°、60°、90°方向拼接缝合得到1#~16#样品。
2 实验结果分析
2.1 拼接方向对织物悬垂性的影响
拼接方向对织物悬垂性的影响测试结果如图1所示。

图1 拼接方向对悬垂性的影响
从图1可以看出,当机织面料与针织面料拼接方向不同时,悬垂系数差异很大。其中,当机织面料90°方向与针织面料30°方向拼接时,织物悬垂系数最小,悬垂性最好;当机织面料60°方向与针织面料60°方向拼接时,织物悬垂系数最大,悬垂性最差。这是因为从不同方向拼接时,机织面料的经纬纱与针织面料的线圈拼接角度不同,接缝处织物的硬挺度不同。
2.2 拼接方向对织物抗皱性的影响
拼接方向对织物接缝处抗皱性的影响测试结果如表1所示。从表1可以看出,当机织面料与针织面料拼接方向不同时,折痕回复角差异很大。其中,当机织面料30°方向与针织面料0°方向拼接时,织物接缝处回复角最大,为131.6°,抗皱性最好;当机织面料0°方向与针织面料60°方向拼接时,回复角最小,为79.4°,抗皱性最差。这是因为从不同方向拼接时,面料对折,机织经纬纱折的是不同角度,而针织面料折的是线圈的不同部位,导致织物回复角不同。当机织面料0°和30°方向与针织面料拼接时,回复角都较大。

表1 样品折痕回复角测试结果
2.3 拼接方向对织物断裂强力和断裂伸长率的影响
拼接方向对织物断裂强力和断裂伸长率影响的测试结果如表2所示。从表2可以看出,当机织面料与针织面料拼接方向不同时,断裂强力和断裂伸长率差异很大。其中,当机织面料0°方向与针织面料30°方向拼接时,织物的断裂强力最大,为273.2 N;当机织面料60°方向与针织面料90°方向拼接时,织物的断裂强力最小,为124.2 N;当机织面料60°方向与针织面料90°方向拼接时,织物的断裂伸长率最大,为100.80%;当机织面料90°方向与针织面料30°方向拼接时,断裂伸长率最小,为46.27%。断裂强力和断裂伸长率的不同,主要是由针织面料不同方向的延伸性差异较大引起的。
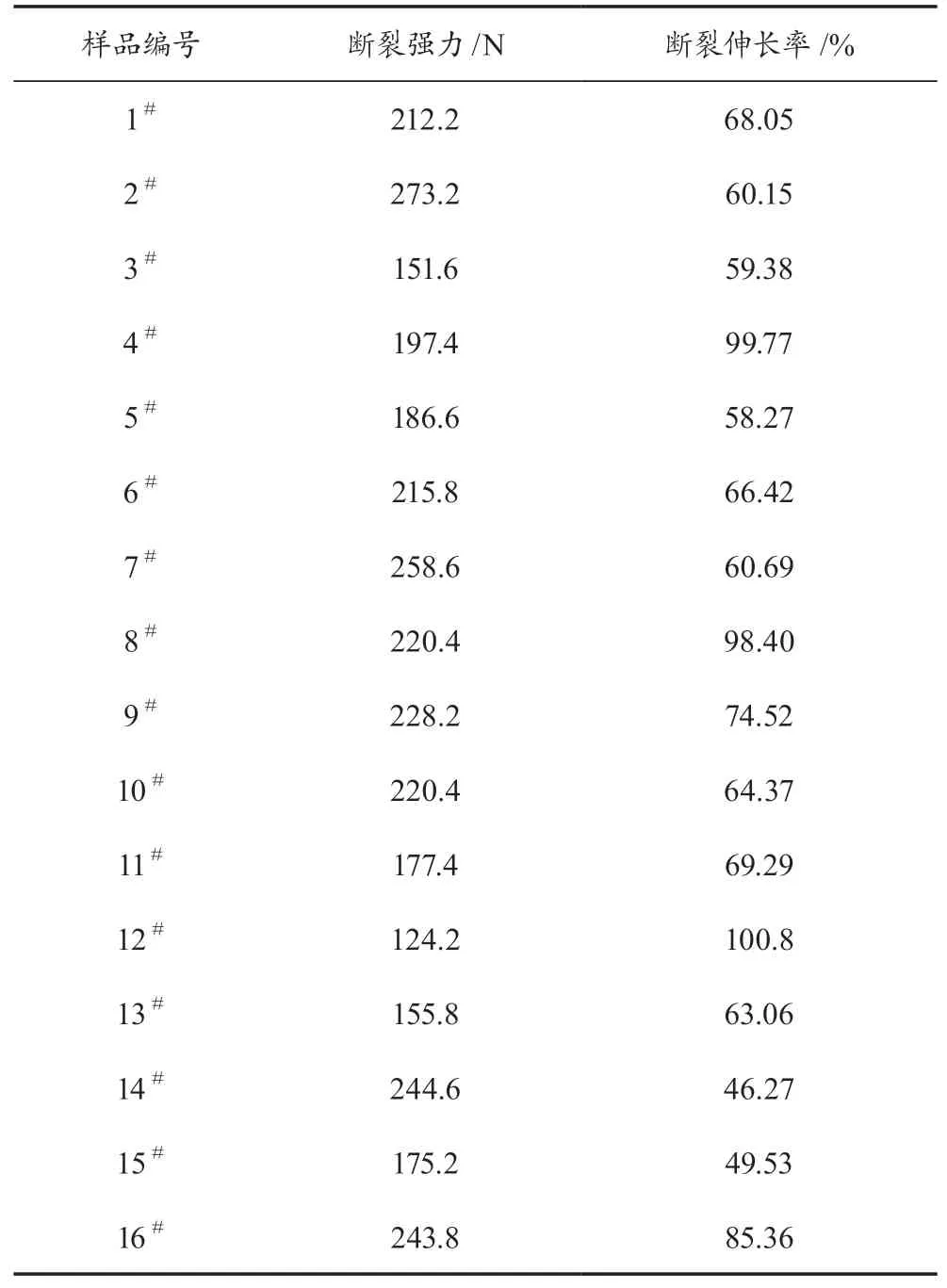
表2 样品断裂强力和断裂伸长率的测试结果
3 结论
针织面料和机织面料从不同方向拼接后性能差异较大,主要表现3个方面。
(1)当机织面料90°方向与针织面料30°方向拼接时,织物悬垂性最好;当机织面料60°方向与针织面料60°方向拼接时,织物的硬挺度最高。
(2)当机织面料0°方向和30°方向与针织面料拼接时,回复角都较大。
(3)当机织面料0°方向与针织面料30°方向拼接时,织物的断裂强力最大;当机织面料60°方向与针织面料90°方向拼接时,织物的断裂伸长率最大。
因此,在设计机织与针织面料拼接服装时,除了考虑服装外观的美感、生产的难易程度外,还要充分考虑机织与针织面料拼接后性能的变化,根据服装面料性能的需求合理选择拼接方向。
猜你喜欢
四川劳动保障(2021年9期)2022-01-18 05:11:30
环球时报(2020-09-11)2020-09-11 05:14:28
纺织科学与工程学报(2020年1期)2020-06-12 09:14:32
今日农业(2019年15期)2019-09-03 01:08:34
纤维复合材料(2018年2期)2018-12-07 00:41:18
小哥白尼(军事科学)(2018年2期)2018-05-25 03:12:52
风采童装(2017年12期)2017-04-27 02:21:21
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01 02:53:54
丝绸(2014年4期)2014-02-28 14:55:05
城市道桥与防洪(2013年7期)2013-03-11 15:17:31
