
汽车涂装车间的自动控制组成
2019-09-13 09:36:02杨晨雨张乐
魅力中国 2019年29期
杨晨雨 张乐
(中国汽车工业工程有限公司,天津 300113)
中国汽车行业从21世纪开始发展迅速,据中汽协统计,2018年中国汽车产销分别完成2780.9万辆和2808.1万辆,如此庞大的产量需要汽车主机厂高度的自动化生产线,才能保障生产的可靠性。自动化作为工业4.0的基础,其重要程度不言而喻。本文以西门子公司产品构建符合现代化的汽车涂装车间,对汽车涂装车间自动化组成进行介绍。
一、机运电控系统概述
机运自动化系统的设计依照涂装机械工程师提供的自动化控制系统设计任务书完成。
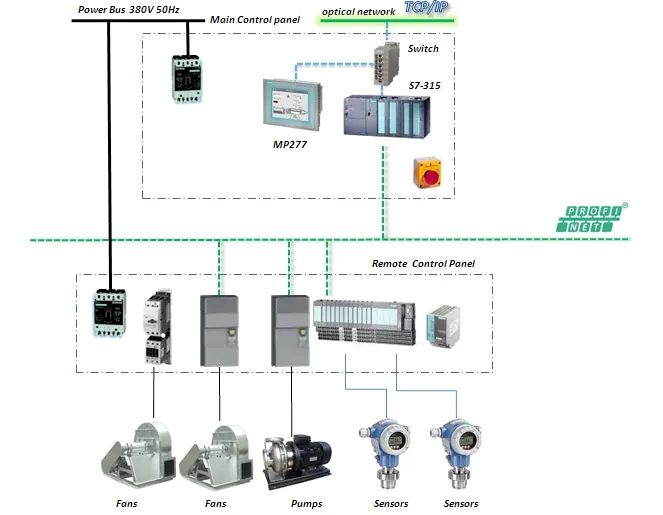
为了能对涂装车间机械化输送系统进行全面和可靠的自动控制,同时考虑到控制的灵活性、控制管理的方便性、控制系统规模的可行性和可靠性等方面的因素,涂装车间机运电控系统采用二级控制方式,第一级为下位实时控制处理级,第二级为上位控制数据管理级。下位实时控制处理级采用一套可编程控制器(PLC)来完成本区域内机运输送设备的实时手自动控制。上位控制数据管理级由中控室服务器及中控室1台以太网交换机,采用工业以太网连接,各区域机运PLC之间采用Profinet总线相连接,实现对下位实时级的数据采集、数据处理、图形界面显示、数据打印等。
二、机运电控系统组成
机运电控系统采用以PLC为核心的集中控制方式,控制区域内设备采用分段方式来单独供动力电,现场安全保护区域内的控制箱体和主控柜内设置有安全控制回路,主控柜内电源有两种供电方式,其中处理器电源、PLC I/O电源、总线电源、按钮操作站及柜内照明、插座都采用主开关不切断供电方式;控制回路电源、空调电源采用主开关切断供电方式,并且都经过变压器隔离。控制的核心由一台PLC完成,PLC包含有以太网通讯模块,Profinet总线模块、数字输入输出模块,CPU型号为CPU319F。现场设有机运远程控制柜RCP,按钮操作站BS,其远程IO模块均挂在Profinet总线上与PLC进行通讯。
远程控制柜,现场按钮操作站等这些子站都可以通过Profinet总线挂到PLC上。现场设备的接近开关信号分别接入相应的电子接线盒中,再由电子接线盒接入现场操作站中。这样PLC与下面的子站就可以进行数据交换和控制,同时PLC通过以太网模块上传信息给上位系统,通过上位机就可以监视该区域设备的运行状况,修改程序。
本区域控制柜分为MCP(主控柜)和RCP(远控柜),MCP与RCP柜采用联柜方式,该联柜由多个单体控制柜通过并柜件连接在一起,每个柜体配单独底座,柜内元件布置主要有断路器、接触器、变频器、PLC、变压器、直流电源、继电器,柜门上元件主要有总电源开关、控制按钮、指示灯及相应指示标牌,在MCP及RCP柜顶安装有三色柱状报警灯。主控柜及现场操作站急停按钮的触点接入柜内安全DI回路,现场急停按钮被按下或对于有消防连锁区域,当消防信号发出时,主控回路被切断,区域内所有设备380VAC动力电源和控制回路电源被切断,对于非变频设备,控制其运转的接触器全部由PLC输出的接触器触点来控制。
此外,机运控制区域还包含有多个按钮操作站。按钮操作站上设有“自动-手动-维护”、“转换开关”、“自动启动”按钮、“验灯”按钮、“故障复位”按钮、“急停”按钮以及设备动作按钮,此外还有设备运行状态指示灯、红色柱状报警灯等,操作站内布置有直流电源、总线模块和远程IO模块。

三、机运电控系统功能
(一)涂装输送线传输控制功能
1.可实现全自动生产方式下的机械化输送控制及生产节拍控制、路由控制、先入先出控制;2.自动实现工件在输送过程中的停止、放送;3.自动实现工件输送过程中的分流;4.自动实现工件在工艺段预定节拍和频率的处理和输送;5.自动实现存储区工件先入先出原则;6.自动实现工件在涂装线上的相对位置及部分位置工件数量的统计。
(二)安全保护功能
涂装车间一层升降机工位设有一对或两对光电开关,可实现对设备检修、人员非法进入、横穿设备、紧急情况下的安全保护,当人员穿过光电开关时,光电开关信号被切断,升降机停止运行。
(三)故障检测功能
1.传感器故障检测;2. 变频控制器故障检测;3. 总线站点故障检测;4.PLC I/O模块故障检测;5.电机过载检测。
(四)显示功能
1.操作主画面显示;2.控制区域设备状态显示;3.总线站点状态显示;4.控制区域设备实时报警和历史报警记录详细显示;5.各操作站状态历史记录显示;
四、设备电控系统概述
为了能对涂装车间设备电控系统进行全面和可靠的自动控制,同时考虑到控制的灵活性、控制管理的方便性、控制系统规模的可行性和可靠性等方面的因素,涂装车间工艺设备电控系统采用二级控制方式,第一级为下位实时控制处理级,第二级为上位控制数据管理级。下位实时控制处理级采用一套可编程控制器(PLC)来完成本区域内工艺设备的实时手自动控制。上位控制数据管理级由中控室服务器及中控室1台以太网交换机,采用工业以太网连接,实现对下位实时级的数据采集、数据处理、图形界面显示、数据打印等。
电控系统采用以PLC为核心的集中控制方式,主控柜内电源有两种供电方式,其中PLC处理器电源、PLC I/O模块电源、总线电源、柜内照明、插座都采用主开关不切断供电方式;控制回路电源、空调电源采用主开关切断供电方式,并且控制回路电源经过变压器隔离。控制的核心由PLC完成,PLC包含有以太网网模块、Profinet总线模块、数字输入输出模块、模拟量输入输出模块,CPU型号为CPU319F。通过以太网,上传信息给上位系统,通过上位机或其它以太网接口处就可以监视该区域设备的运行状况,修改程序。
五、设备电控系统功能
(一)可实现涂装车间设备系统全自动生产方式下的水泵、风机启动,温度、液位、阀门开、关控制
(二)故障检测功能
1.总线站点故障检测;2.PLC I/O模块故障检测;3.水泵、风机压力报警;4.液位、温度报警
(三)显示功能
1.操作主画面显示;2.控制区域设备状态显示;3.总线站点状态显示;4.控制区域设备实时报警和历史报警记录详细显示;
(四)操作方式
1.手动操作方式。将MCP(主控柜)上的模式转换开关切换到“手动”模式,该控制区域设备就处于"手动"操作方式,设备的运转就需通过联锁逻辑和动作按钮来完成。
2.自动操作方式。将MCP(主控柜)上的模式转换开关切换到“自动”模式,该控制区域设备就处于“自动”准备模式,此时按下“系统启动”按钮,设备的运转就通过联锁逻辑自动来完成。
六、结束语
汽车涂装车间作为汽车主机厂四大车间工艺最复杂,自动化程度最高的车间,代表了现代化主机厂技术发展水平,本文简单介绍了涂装车间最基本的自动化组成结构,其他组成版块在以后继续深入探讨。
猜你喜欢
经营者(2024年1期)2024-03-19 02:02:34
装备制造技术(2020年1期)2020-12-25 05:18:20
测控技术(2018年6期)2018-11-25 09:50:12
测控技术(2018年8期)2018-11-25 07:42:08
电子制作(2017年24期)2017-02-02 07:14:44
电源技术(2015年7期)2015-08-22 08:48:48
中国交通信息化(2015年11期)2015-06-06 06:51:33
汽车维修与保养(2015年2期)2015-04-17 01:30:41
电子设计工程(2015年8期)2015-02-27 12:05:26
武夷学院学报(2014年5期)2014-07-19 10:08:27
