
C17410时效工艺研究
2019-09-12 08:17岳丽娟焦晓亮
中国金属通报 2019年8期
张 勇,岳丽娟,焦晓亮
(西北稀有金属材料研究院宁夏有限公司稀有金属特种材料国家重点实验室,宁夏 石嘴山 753000)
C17410(Cu-Co-Be)属于低铍合金[1],是目前使用较广的低铍合金之一,由于具有良好的成型性以及较高的导电率和力学性能,且生产成本较低(其中含铍量0.15%~0.5%,含钴量0.35%~0.6%),在近几年,逐渐替代了大部分的C17510合金。C17410带材最终配备在高端产品如汽车、手机、电脑等精密设备。材料的力学性能对客户使用起着至关重要的作用。
本文主要对材料施加不同的加工率,再配合时效工艺,研究材料在不同的变形量和不同的时效温度下的力学性能的变化。以期绘制时效硬化曲线,为工业化生产提供指导意义[1-3]。
1 材料选择
1.1 材料化学成分见表1
C17410低铍合金中含铍量较低(是QBe2.0或C17200的1/5),含钴量与17200类似,C17410低铍材料的力学性能。

表1 化学成分(%)
1.2 时效前加工率选择
由于需要系统的研究C17410的时效工艺,所以对加工率的选择尽量完整,选择10%,20%,30%,40%,50%,60%,70%七个加工率进行研究。
2 时效工艺的选择
选取440℃和480℃两个时效温度[2],2h,4h,6h,8h四个时效时间对C17410进行时效,观察材料性能变化情况
2.1 材料时效后性能见表2

表2 时效性能
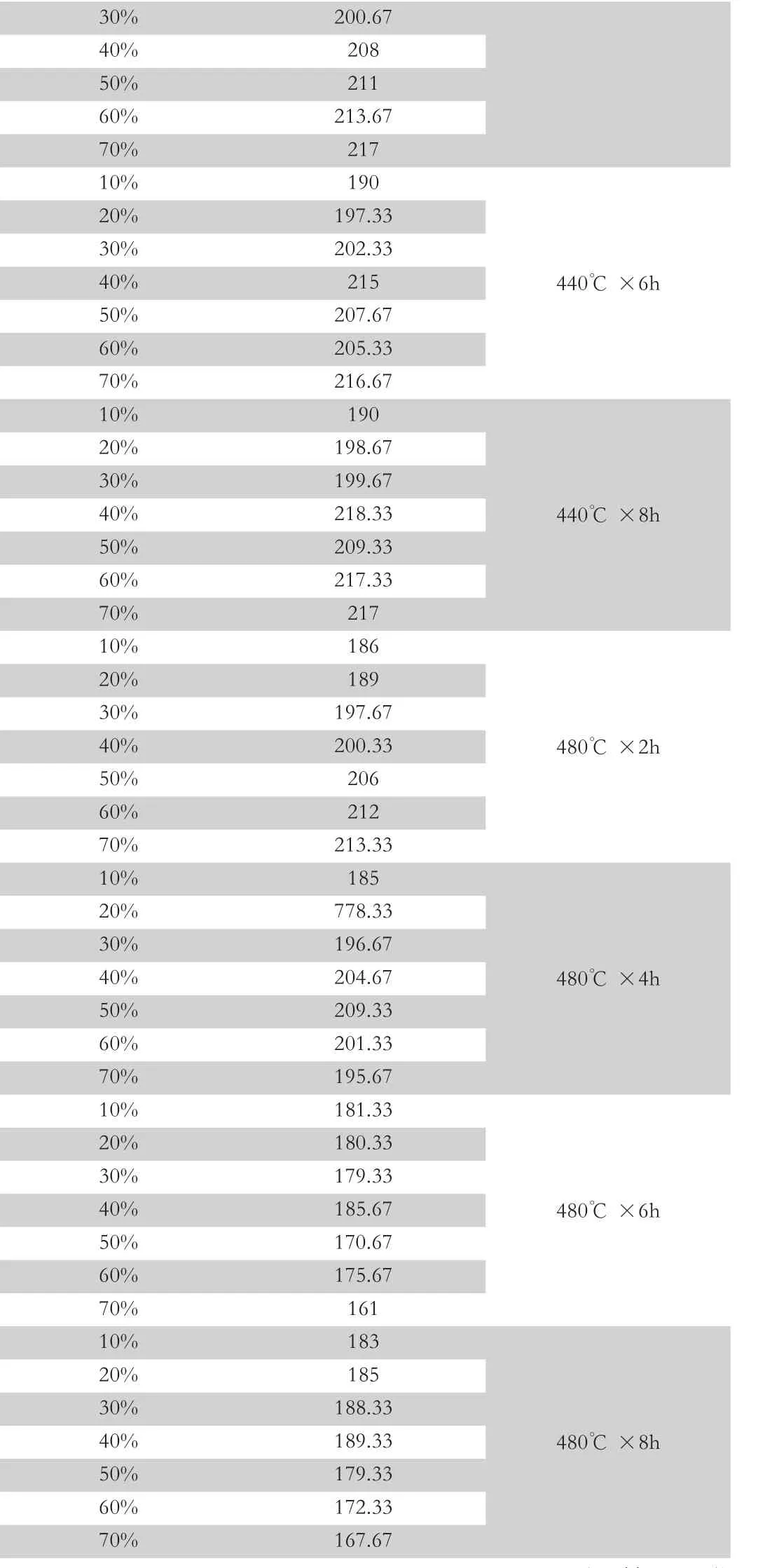
30% 200.67 40% 208 50% 211 60% 213.67 70% 217 10% 190 440℃×6h 20% 197.33 30% 202.33 40% 215 50% 207.67 60% 205.33 70% 216.67 10% 190 440℃×8h 20% 198.67 30% 199.67 40% 218.33 50% 209.33 60% 217.33 70% 217 10% 186 480℃×2h 20% 189 30% 197.67 40% 200.33 50% 206 60% 212 70% 213.33 10% 185 480℃×4h 20% 778.33 30% 196.67 40% 204.67 50% 209.33 60% 201.33 70% 195.67 10% 181.33 480℃×6h 20% 180.33 30% 179.33 40% 185.67 50% 170.67 60% 175.67 70% 161 10% 183 480℃×8h 20% 185 30% 188.33 40% 189.33 50% 179.33 60% 172.33 70% 167.67
2.2 时效后力学性能对比

图1 时效后力学性能对比
3 结论与分析
(1)440℃不同时效时间结论
①440℃×2h时效工艺下,随着加工率增大,硬度增加[3],但加工率大于67%时,硬度基本趋于稳定,硬度最高值达到HV:224,硬度符合ASTM中HT/2的要求;②440℃×4h时效工艺下,随着加工率增加,硬度增加,且加工率>78%时,硬度仍有上升趋势,加工率78%时HV:217,这一时效工艺下并未做到峰值,但硬度值满足ASTM中HT/2要求;③440℃×6h时效工艺下,随着加工率增加,硬度增加,但加工率>45%,随着加工率增加,硬度开始下降,加工率>67%,随着加工率增加,硬度率开始增加,这样上升下降偏差在10个点左右,这一时效工艺下HV:216,满足ASTM中HT/2的要求;④440℃×8h时效工艺下,随着加工率增加,硬度增加,这一时效工艺下HV:218,满足ASTM中HT/2的要求;⑤在440℃不同时效时间下,加工率>67%,时效时间2h可以得到硬度最高的材料,随着时间的增加,加工率>45%,硬度基本趋于稳定。
(2)480℃不同时效时间结论
①480℃×2h时效工艺下,随着加工率的增加,硬度增加,硬度最高值达到HV:213,满足ASTM中HT/2的要求;②480℃×4h时效工艺下,随着加工率的增加,硬度增加,但加工率>56%时,随着加工率增大,硬度下降,最高峰值HV:209,满足ASTM中HT/2的要求;③480℃×6h时效工艺下,随着加工率增加,硬度增加,加工率>45%后,随着加工率增加,硬度降低,下降幅度较大,硬度最高值达到HV:189,满足ASTM中HT/2的要求;④480℃×8h时效工艺下,随着加工率,硬度增加,加工率>45%后,随着加工率增加,硬度降低,下降幅度较大,硬度最高值达到HV:185,满足ASTM中HT/2的要求;⑤在480℃时效温度下,同一加工率下,随着时间的增加,硬度下降,加工率越大,下降幅度越大。
猜你喜欢
轻合金加工技术(2022年6期)2022-09-26
材料与冶金学报(2022年2期)2022-08-10
有色金属加工(2021年4期)2021-08-11
粉末冶金技术(2021年3期)2021-07-28
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
热处理技术与装备(2019年2期)2019-12-24
模具制造(2019年7期)2019-09-25
航空学报(2018年8期)2018-08-29
炎黄地理(2017年10期)2018-01-31
绿色科技(2015年4期)2015-04-22
