硅酸钙板辊压的力学特性研究
2019-09-10 07:22李健李昱宏李新
广西科技大学学报 2019年1期
李健 李昱宏 李新
摘 要:针对硅酸钙板辊压的理论和方法前人研究较少,文章对硅酸钙板辊压的力学特性进行分析与计算.通过对硅酸钙板坯料的反弹特性及硅酸钙板辊压的力学特性分析,得出挤压区辊筒表面压力分布和反弹区辊筒表面压力分布,根据前人的实验材料压缩实验数据和推导方法,得出其压缩特性的计算公式和辊压力的计算公式后,计算出硅酸钙板的辊压力.可为硅酸钙板辊压机的设计如电机选择、轴承选用、辊筒设计、机架设计提供理论基础.
关键词:硅酸钙板;辊压;特性;研究
中图分类号:TH113 DOI:10.16375/j.cnki.cn45‐1395/t.2019.01.010
0 引言
上世纪30年代,已有学者提出了辊压机的设想,但直到1977年,才由德国科劳斯特尔大学的K.Schonert教授[1]提出了辊压机技术理论,并获得了专利,1984年,德国研究生产了地球上第一台辊压机.随着世界各国经济的快速发展,日本和法国也先后制造了自己的辊压机.目前国外一些发达国家的辊压机设计制造水平已经非常成熟.辊压机技术不仅在国外发展很快,在国内也得到了快速发展.1987年,国内几个大型机械厂和水泥工业设计院合作,从德国洪堡公司引进了辊压机设计制造技术,经过多年的学习研究,于1992年研究生产出国内第一台辊压机[2],并广泛应用于水泥、矿山、冶金等行业.硅酸钙板是美国OCDG公司发明的一种性能稳定的新型建筑材料.20世纪70年代在发达国家推广使用并发展起来.经过30多年的应用,已经证明是一种耐久可靠的建筑材料.我国一些科研单位和大专院校在20世纪80年代初开始对硅酸钙板的机理和生产工艺进行了研究,直到1990年才由武汉建材工业设计院和三明新型建材总厂合作,建成国内第一条完整的设计能力为年产150万平方生产线.本文拟研究辊压机技术辊压绿色环保建材——硅酸钙板[3-4],经查阅有关文献,几乎查不到有关硅酸钙板辊压的反弹特性和力学特性的研究,大部分厂家根据经验来生产.为此本文借鉴前人对一般物料的反弹特性和力学特性对硅酸钙板辊压的力学特性进行研究与计算,为硅酸钙板辊压机的设计提供理论基础.
1 硅酸钙板辊压机简介
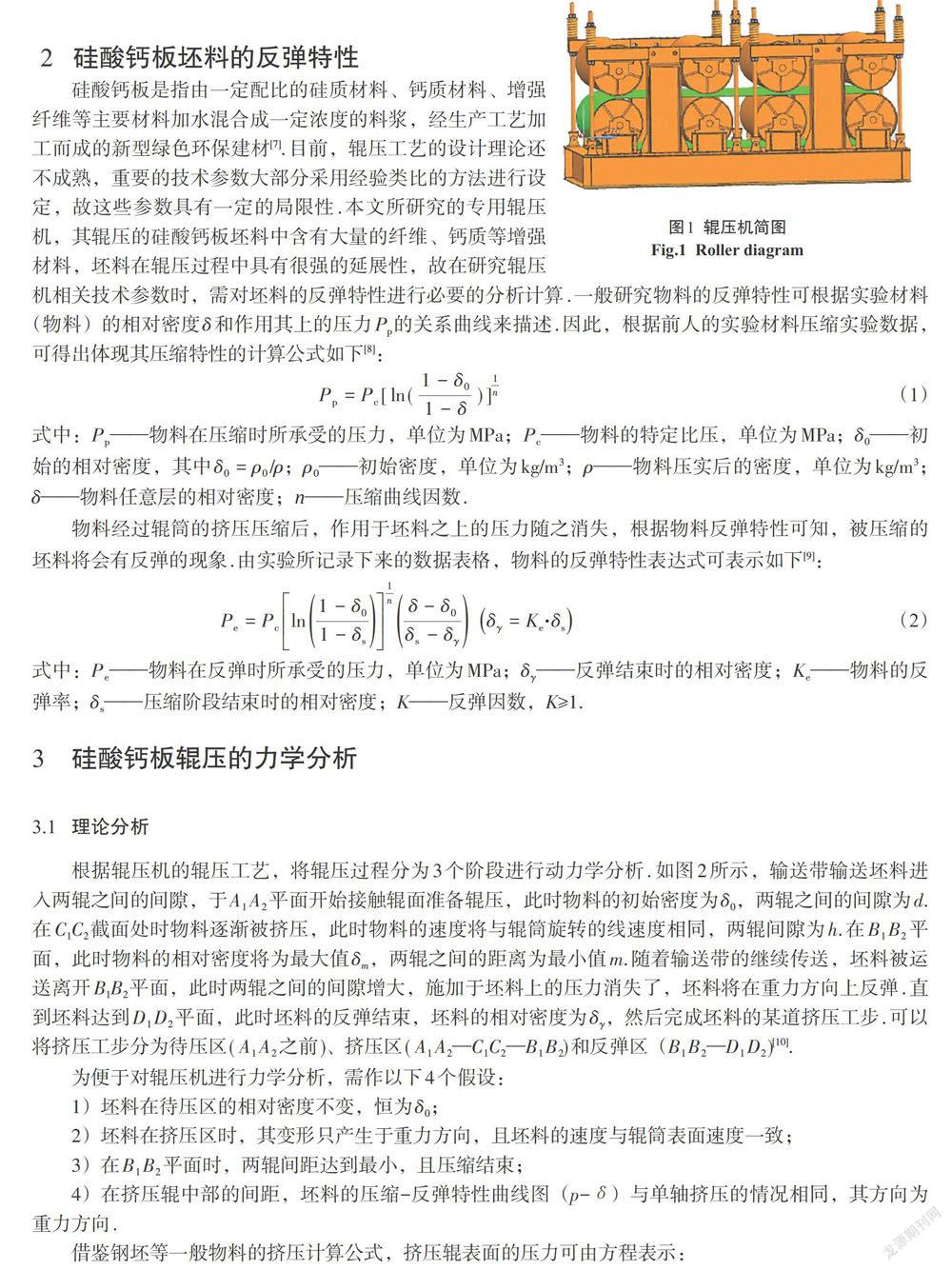
硅酸钙板专用辊压机是借鉴一般的辊压机和传统轧钢机的工作原理而设计出的一种基于以上两种机械器械的用于硅酸鈣板生产的专用机械[5-6].整台设备由传动装置、轴辊系、钢带,关节臂螺纹调节装置,防跑偏装置,机架等主要部件构成,其中轴辊系、关节臂螺纹调节装置,防跑偏装置是辊压机的关键技术.辊压机的大致结构如图1所示.其工作原理为硅酸钙板从两辊轮之间送入,下面的四辊由电机-链条带动转动,上面的四辊通过关节臂螺纹调节装置可以调节与下面四辊的相对距离,每对滚筒可根据实际需求单独调节其间距,硅酸钙板半成品在下面的转动辊的带动中缓慢进入辊与辊中,在压力与摩擦力的作用下被轧制,从而能够制造出具有一定厚度的硅酸钙板.
2 硅酸钙板坯料的反弹特性
硅酸钙板是指由一定配比的硅质材料、钙质材料、增强纤维等主要材料加水混合成一定浓度的料浆,经生产工艺加工而成的新型绿色环保建材[7].目前,辊压工艺的设计理论还不成熟,重要的技术参数大部分采用经验类比的方法进行设定,故这些参数具有一定的局限性.本文所研究的专用辊压机,其辊压的硅酸钙板坯料中含有大量的纤维、钙质等增强材料,坯料在辊压过程中具有很强的延展性,故在研究辊压机相关技术参数时,需对坯料的反弹特性进行必要的分析计算.一般研究物料的反弹特性可根据实验材料(物料)的相对密度δ和作用其上的压力Pp的关系曲线来描述.因此,根据前人的实验材料压缩实验数据,可得出体现其压缩特性的计算公式如下[8]:
物料经过辊筒的挤压压缩后,作用于坯料之上的压力随之消失,根据物料反弹特性可知,被压缩的坯料将会有反弹的现象.由实验所记录下来的数据表格,物料的反弹特性表达式可表示如下[9]:
3 硅酸钙板辊压的力学分析
3.1 理论分析
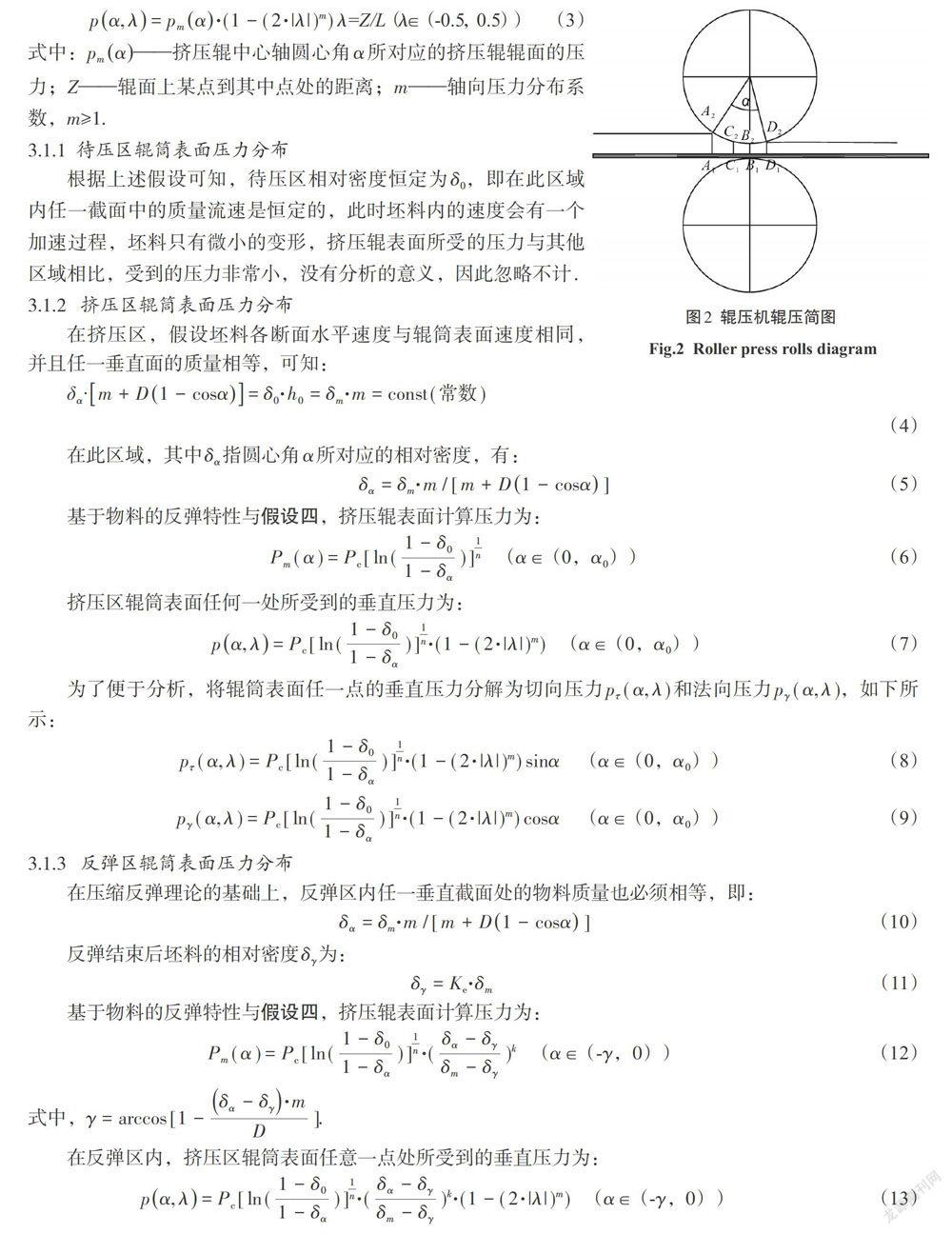
根据辊压机的辊压工艺,将辊压过程分为3个阶段进行动力学分析.如图2所示,输送带输送坯料进入两辊之间的间隙,于[A1A2]平面开始接触辊面准备辊压,此时物料的初始密度为[δ0],两辊之间的间隙为d.在C1C2截面处时物料逐渐被挤压,此时物料的速度将与辊筒旋转的线速度相同,两辊间隙为h.在[B1B2]平面,此时物料的相对密度将为最大值[δm],两辊之间的距离为最小值m.随着输送带的继续传送,坯料被运送离开B1B2平面,此时两辊之间的间隙增大,施加于坯料上的压力消失了,坯料将在重力方向上反弹.直到坯料达到[D1D2]平面,此时坯料的反弹结束,坯料的相对密度为[δγ],然后完成坯料的某道挤压工步.可以将挤压工步分为待压区[(A1A2]之前[)]、挤压区[(A1A2]—C1C2—[B1B2][)]和反弹区([B1B2]—[D1D2)][10].
为便于对辊压机进行力学分析,需作以下4个假设:
1)坯料在待压区的相对密度不变,恒为[δ0];
2)坯料在挤压区时,其变形只产生于重力方向,且坯料的速度与辊筒表面速度一致;
3)在[B1B2]平面时,两辊间距达到最小,且压缩结束;
4)在挤压辊中部的间距,坯料的压缩-反弹特性曲线图(p-δ)与单轴挤压的情况相同,其方向为重力方向.
借鉴钢坯等一般物料的挤压计算公式,挤压辊表面的压力可由方程表示:
3.1.1 待压区辊筒表面压力分布
根据上述假设可知,待压区相对密度恒定为[δ0],即在此区域内任一截面中的质量流速是恒定的,此时坯料内的速度会有一个加速过程,坯料只有微小的变形,挤压辊表面所受的压力与其他区域相比,受到的压力非常小,没有分析的意义,因此忽略不计.
3.1.2 挤压区辊筒表面压力分布
在挤压区,假设坯料各断面水平速度与辊筒表面速度相同,并且任一垂直面的质量相等,可知:
3.2 辊压力的计算
根据上面理论分析,辊压力的具体计算如下:辊筒所施加的挤压压力与坯料反作用于辊筒表面的压力相平衡,由此可得辊筒压力的方程等式,由辊筒自重、挤压区和反弹区辊筒表面各微元压力的积分求得[11]:
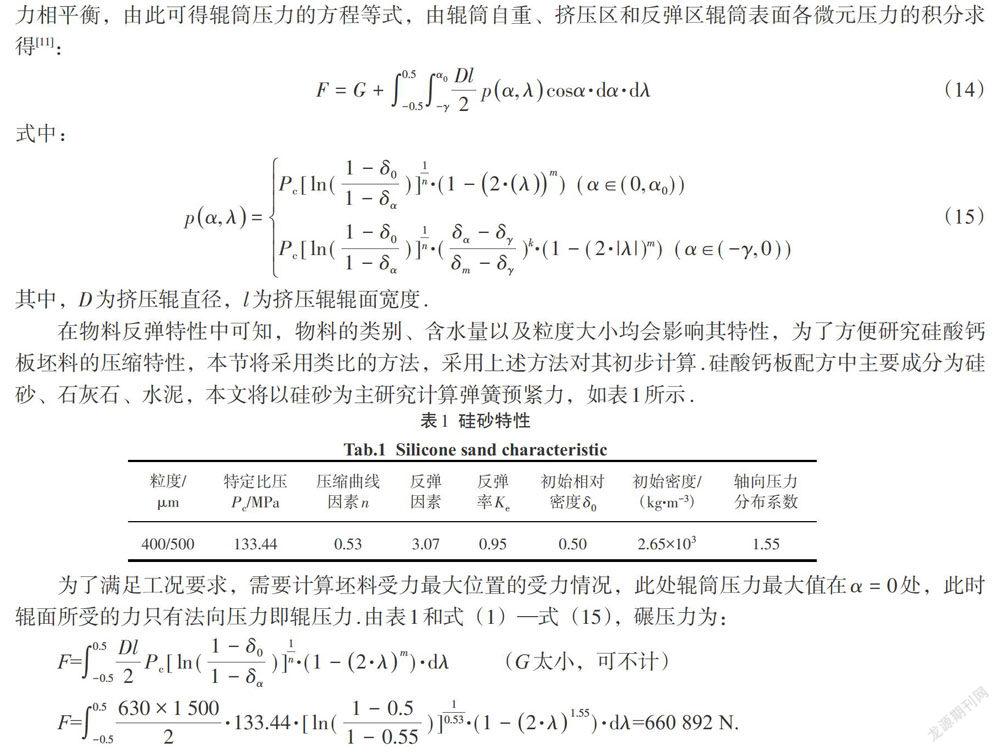
在物料反弹特性中可知,物料的类别、含水量以及粒度大小均会影响其特性,为了方便研究硅酸钙板坯料的压缩特性,本节将采用类比的方法,采用上述方法对其初步计算.硅酸钙板配方中主要成分为硅砂、石灰石、水泥,本文将以硅砂为主研究计算弹簧预紧力,如表1所示.
为了满足工况要求,需要计算坯料受力最大位置的受力情况,此处辊筒压力最大值在[α=0]处,此时辊面所受的力只有法向压力即辊压力.由表1和式(1)—式(15),碾压力为:
4 结束语
通过硅酸钙板坯料的反弹特性和硅酸钙板辊压的力学特性分析,计算出其辊压力为660 892 N,得出如下结论:1)硅酸钙板坯料是一种反弹性和延展性较强的材料,其压缩特性可用一般物料的计算公式计算;2)计算得出的辊压力较大,可为后续整个辊压机的设计如电机选择、轴承选用、辊筒设计、机架设计提供了计算依据.由于相关实验验证工作量巨大尚难完成,所以所提理论及公式得在實验验证或实践中得到验证后方可,但可以作为硅酸钙板辊压机设计的理论基础.
参考文献
[1] SCHONERT K.A first survey of grinding with high-compression roller mills[J].International Journal of Mineral Processing,1988,22(1-4):401-412.
[2] 黄喜生.波形辊压机的开发研究[D].绵阳:西南科技大学,2010.
[3] 李新,赖玉活,李健,等.一种新型专用滚压机的设计[J].机械研究与应用,2016,29(2):148-149,154.
[4] 李新.硅酸钙板专用辊压机的结构分析与参数优化[D].柳州:广西科技大学,2016.
[5] 李健,张宝,徐敏,等. 软轴摩擦力计算公式的结构参数优化设计[J].广西科技大学学报,2016,27(3):21-25.
[6] 龚运息,覃敏.基于反求工程的某MPV车身A面建模与分析[J].广西科技大学学报,2016,27(3):33-38.
[7] 章锦安,林明通.流浆法硅酸钙板生产中的几个问题[J].新型建筑材料,1996(8):40-42.
[8] 孙钿科.赤泥保温外墙体砌块生产线机械系统的设计研究[D].淄博:山东理工大学,2014.
[9] 马燕.高压辊磨机磨辊堆焊修复过程的有限元分析[D].南京:南京航空航天大学,2013.
[10] 李欣.高压辊磨机工作机理研究及磨辊强度有限元分析[D].长春:吉林大学,2004.
[11] 杨广雪,谢基龙,周素霞,等.车轴设计参数对轴毂配合接触压力影响的研究[J]铁道学报,2009,31(3):31-35.
猜你喜欢
中学生天地(A版)(2022年5期)2022-05-27
煤气与热力(2022年4期)2022-05-23
茶道(2022年3期)2022-04-27
中学生数理化·高一版(2021年11期)2021-09-05
证券市场红周刊(2018年17期)2018-05-14
军事文摘·科学少年(2017年4期)2017-06-20
CHIP新电脑(2017年6期)2017-06-19
地震研究(2017年1期)2017-04-10
地震研究(2017年1期)2017-04-10
数学学习与研究(2017年2期)2017-03-06