
胶黏剂黏附性能试验指导的研究
2019-09-09 09:35:26彭丽军
智能城市 2019年16期
邓 超 彭丽军
(株洲九方装备股份有限公司,湖南 株洲 412001)
1 适用范围
本试验适用于弹性模量E小于10 MPa、断裂伸长率大于100%的柔弹性胶黏剂。
2 规范性引用文件
下列文件对于本研究的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本 (包括所有的修改单) 适用于本文件。
《轨道车辆及其部件的黏接 ——第1部分:基本术语,基本规程》(DIN 6701—1);
《轨道车辆及其构件的黏接——第2部分:使用企业的资格认证,品质保证》(DIN 6701—2);
《轨道车辆及其构件的黏接——第3部分:铁路车辆黏结连接的设计和验证指南》(DIN 6701—3);
《轨道车辆及其构件的黏接——第4部分:执行规则》(DIN 6701—4);
GB/T 2918塑料试样状态调节和试验标准环境;
0C1350000225城轨车辆紧急疏散门FRP零部件采购技术规范;
Q/TX 69—031轨道车辆及其零部件的黏接 工艺性评定;
DIN 54457结构胶黏剂黏接接头的剥离试验。
3 试验原理
将胶黏剂以胶条形式在基材黏接面上施胶,固化完全后,对胶黏剂进行剥离测试,根据失效模式判断胶黏剂与基材的黏附性能是否满足要求。
4 试验方法
按相关基材试片技术规范进行黏接试片采购,按DIN 54457进行黏附性检查。
4.1 基材
样件基材应保持与实际黏接基材相同的材质和表面处理,基材规格尺寸可参考Q/TX 69—031执行。
4.2 样件制作
(1) 根据黏接接头的工艺要求,准备好操作场地,并对基材进行表面准备、表面前处理、表面后处理。基材表面处理工艺和胶黏剂黏接工艺应与实际部件的黏接工艺一致。
(2) 在基材黏接面的一端贴上一条遮蔽胶带。
(3) 注胶时应确保胶黏剂充分润湿黏接面,胶条截面底部宽度约10 mm的三角形或半圆形 (见图1),胶条长度不小于80 mm。在所有情况下,基材胶条的高度应达到5 mm,而且应将胶条高度超过5 mm的部分去掉,或者将高度压低到这一尺寸 (见图2)。每批次制作5个样件(见图3)。
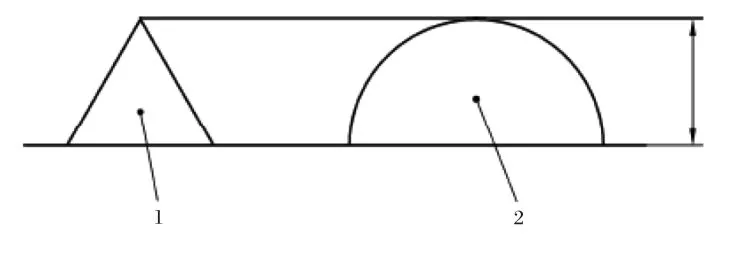
图1 注胶胶条截面图

图2 检测胶条截面图
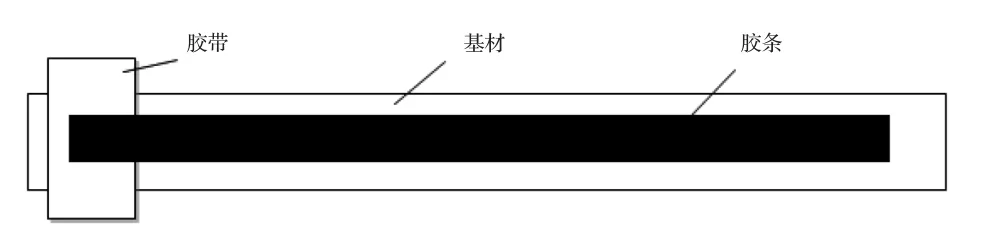
图3 制样示图
胶黏剂的应用和固化应按其制造厂商的要求或其他适当的材料标准进行。当没有特殊要求时,建议按GB/T 2918推荐的 (23±2) ℃和 (50±5) %相对湿度下进行样件制作及固化。胶黏剂固化7 d后送检。
4.3 调节
样件检测前建议在GB/T 2918中规定的 (23±2) ℃和(50±5) %相对湿度下调节24 h并在此环境下进行检测。
4.4 试验步骤
用锋利的刀具以与剥落方向呈45 °角斜切至基材面,在涂油漆或打底涂的试件中应切至支撑底板,同时用倒角了的尖钳子卷剥胶条 (剥离角度为130°~160°)。剥离力应持续增大,使得裂纹能够不断向前延伸。切口应继续在胶条和被粘物表面之间呈锐角向前延伸,直到扩大到黏接面的一半处。在每个切割过程中应间隔约3 s,因为期间材料会继续受到负荷。每条胶条检验的长度应至少保证50 mm。
4.5 结果表达
试验结果以剥下的黏接带长度和断裂图用目测方式来评估,统计黏附破坏的百分比。试验结果下列描述信息 (黏附性能表示方式及代码):
代码1,评估:附着力合格;破坏界面图:超过95%面积上有胶黏剂残余。
代码2,评估:附着力合格;破坏界面图:超过75%面积上有胶黏剂残余。
代码3,评估:附着力不合格;破坏界面图:75%及以下面积上有胶黏剂残余。
代码L,评估:漆层组织结构失效。
代码P,评估:底涂从本底脱落。
代码BK,评估:胶黏剂里有气泡。
代码B,评估:附着面上有气泡/缩孔。
代码T,评估:边缘附着。
代码K,评估:附着面的胶黏剂没有完全固化。
代码FH,评估:薄膜粘着。
代码S,评估:附着面上有泡沫结构 (细泡) 。
代码R,评估:边缘断脱。
代码n,评估:未检验。
4.6 试验报告
试验报告应包括以下内容:
(1) 试验标准 ;
(2) 被测胶黏剂的完整表述,包括型号、来源、批号、形态等;
(3) 基材的完整表述,包括材料性质和表面处理;
(4) 黏接过程的描述,包括胶黏剂的使用方法、干燥和预处理条件、固化时间、固化温度和压力;
(5) 胶条成形后的平均宽度、高度;
(6) 样件的完整描述,包括黏接部位的尺寸、构造;
(7) 样件制备及测试的环境参数;
(8) 测试速度 (剥离角度);
(9) 每个胶条的黏附破坏百分比,每批样件黏附破坏百分比算术平均值和标准偏差;
(10) 描述任何与规定程序的差异和任何有可能影响结果的事件;
(11) 附照片说明。
4.7 试验结果评判
试验完成后,试验人员输出报告后交黏接监督,黏接监督对试验结果进行评判。当试验结果异常时,反馈给采购质量部门,采购质量部门负责组织相关人员进行分析、处理。
4.8 试验报告保存
试验报告及试验样件交采购质量部门负责保管。样件保存期限1年,报告保存期限5年 (如客户有要求,则按要求执行)。
5 结语
文章对胶黏剂黏附试验的指导进行了研究,并作出具体操作要求,能够有效指导胶黏剂对应基材的黏附性能,从而更好地选择胶黏剂型号来满足产品的黏接要求。
猜你喜欢
石油沥青(2023年4期)2023-09-21 07:18:12
橡胶科技(2023年2期)2023-04-06 03:46:14
石油沥青(2023年4期)2023-02-27 12:42:02
中国设备工程(2021年22期)2021-12-20 06:39:46
现代畜牧科技(2021年10期)2021-11-19 08:42:16
中国建筑金属结构(2021年8期)2021-09-05 01:19:14
商品与质量(2021年7期)2021-04-02 12:40:34
上海公路(2019年1期)2019-06-18 11:05:06
现代农业(2016年5期)2016-02-28 18:42:35
现代农业(2015年5期)2015-02-28 18:40:42
