延长打捆机导位针使用时间
2019-09-07 02:35朱纵柯
冶金与材料 2019年4期
朱纵柯
(马钢钢铁集团公司,安徽 马鞍山 243000)
1 设备简介
瑞典森德斯PCH-4KNB是由4个打捆头对线材盘卷进行压制,并自动扭结,捆扎的设备。线卷依靠C型钩进行运输至打捆机处的平衡梁上。其典型的结构为驱线轮结构,该结构也在其它的打捆装置上使用。
打捆机驱线轮结构如图所示,驱线轮提供动力,直径6.5mm的铁丝通过导位针的引导进入打捆头。
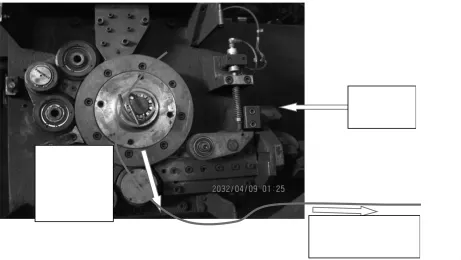
图1
2 存在的问题
在穿线过程中,发现打捆线有时会从导位针下面传过去,并且随着导位针不断磨损,特别是头部贴近驱线轮的地方向上翻卷如图2所示。
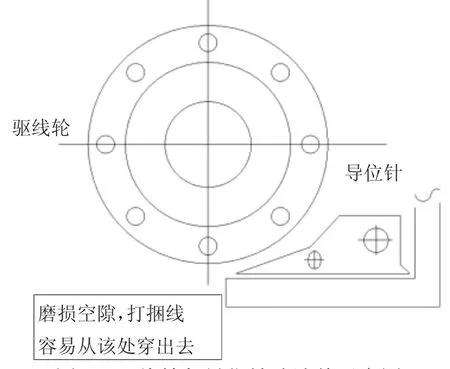
图2 驱线轮与导位针改造前示意图
当它们不再紧密叠合时,打捆线就更容易从导位针下面穿过去,这时就需要半个月左右就需要更换一次导位针。并且驱线轮也在不断磨损,而导位针是固定不动的,原驱线轮工作一个月后,导位针就无法与其配合,这时必须更换驱线轮,否则打捆线无法顺利穿过打捆机,影响生产。导位针原来半个月更换一次,驱线轮一个月更换一次。
3 解决的办法
导位针原来由两个销轴固定,将其中一个小销轴改为椭圆形,使其能够在某一方向上自由活动,在导位针的另一端则用弹簧压紧,使导位针的尖端紧紧的贴合在驱线轮的凹槽里,如图3所示。
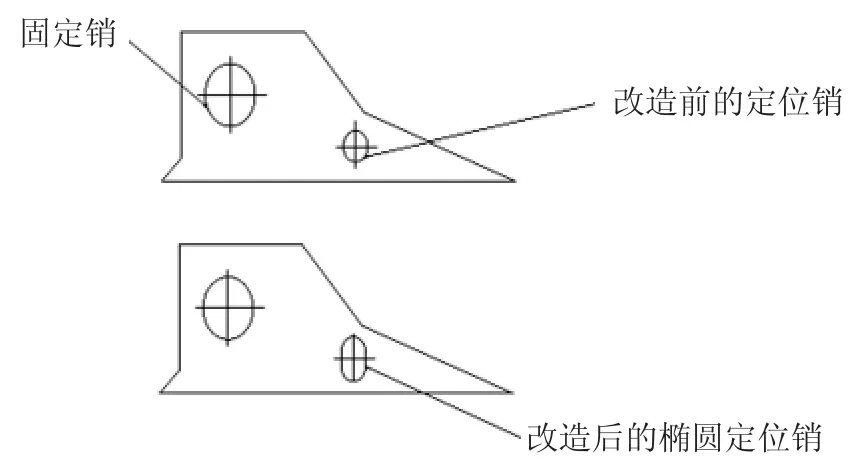
图3 导位针前后改造对比图
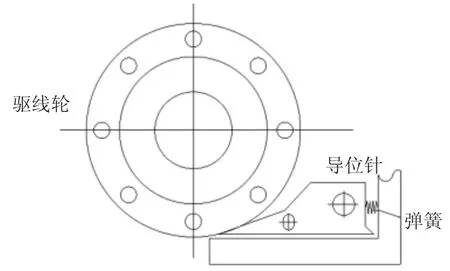
图3 驱线轮与导位针改造后示意图
4 效果检查
4个导位针都改造后,驱线轮与导位针配合更加紧密,导位针的损坏大大减少,从原来 半个月更换一次,改造后,导位针一个月更换一次,驱线轮也更加耐用,从原来的一个月更换一次,变成现在2个月更换一次。并且很少发生打捆线从导位针下面穿过去的情况。
5 结语
打捆机属于自动化程度比较高的设备,而且属于进口设备,备件都比较昂贵,通过简单改造,即降低工人劳动强度,又节省大量备件费用。
猜你喜欢
江西农业(2022年12期)2022-11-24
现代畜牧科技(2021年4期)2021-07-21
商品与质量(2020年18期)2020-11-27
羽毛球(2019年9期)2019-09-10
羽毛球(2019年8期)2019-09-10
装备制造技术(2018年5期)2018-07-11
农家科技中旬版(2017年8期)2017-11-09
山东工业技术(2017年20期)2017-10-17
发明与创新(2016年22期)2016-10-13
发明与创新·中学生(2016年6期)2016-05-14