转载机中间槽再制造技术研究
2019-09-07 10:55李强黄松
山东煤炭科技 2019年8期
李 强 黄 松
(1.兖矿集团大陆机械有限公司,山东 济宁 272109;2.兖州煤业股份有限公司济宁三号煤矿,山东 济宁 272169)
顺槽用刮板转载机是综采工作面成套设备中的基础性关键设备之一,它的性能可靠性和使用寿命周期将直接影响到整个综采工作面生产的进度和产量。现有中间槽的形式多为铸焊封底式结构,此种中间槽的中板和底板采用国产或进口耐磨板,这些材质的耐磨板虽然具有良好的可焊性,但耐磨性(硬度均低于HRC50)还有待提高。现有中部槽的中板磨损较快,磨损后因难修复而报废造成了资源浪费,不利于降低采煤的生产成本,不利于提高经济效益,急需将转载机再制造技术产业化。
1 刮板转载机中间槽失效现状
铸焊式和焊接式刮板转载机的中间槽主要由铸造端头(铸焊式,用于落地可弯曲段)、侧板、中板、底板等部件组成(见图1)。

图1 刮板转载机组成示意图
刮板转载机是一种利用挠性牵引机头运行的连续运输机械,通过转载机的动力部带动封闭在转载机中间槽和机头尾的刮板链进行循环运转而完成运、卸煤(粒度物)的功能。
通过对失效中间槽磨损部位和磨损程度分析研究,总结制定了几种刮板转载机再制造方案,融合物理换件修理法、尺寸修理法和表面工程修理法,将已经报废或即将报废的后半生资源通过清洗、检测、再制造和后加工,实现废旧产品“资源→产品→再生资源”的良性循环。
2 中间槽失效机制
刮板转载机中间槽的磨损通常发生在中板、底板及侧板上,是由物料(煤、矸石、岩石)和活动物体(刮板、链环等)与中间槽产生相对运动而造成的一种磨粒磨损和金属间磨损同时存在的混合式磨损。在此过程中,发生磨损最为剧烈、最先导致失效的结构部件是中板和底板。中板、底板等磨损后的外观特点为:(1)中板或底板整体变薄;(2)链道下方出现与链环相对应的“沟槽”。当中板厚度减薄到一定程度,或链道下方沟槽达到一定深度时,中板、底板的整体承载能力不足以抵抗设备运行产生的叠加外力时,就意味着中间槽已经失效(如图2 所示)。此种失效中间槽将报废或经过再制造实现资源循环利用。
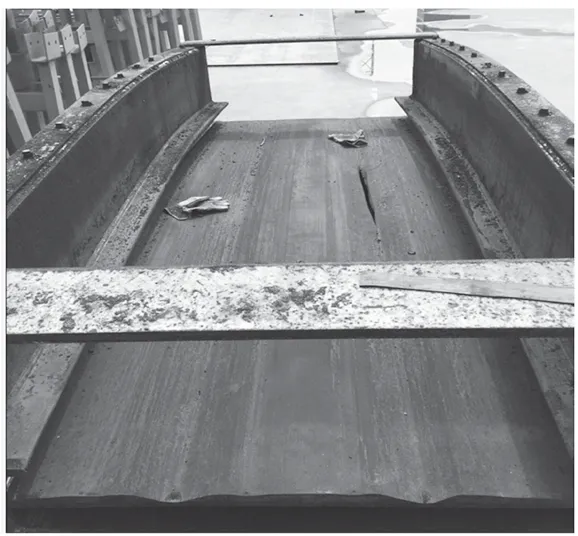
图2 失效中间槽

图3 修复后中间槽
3 再制造技术方法
国内外综采工作面用刮板转载机中间槽的再制造技术主要包括换件修理法、尺寸修理法及表面工程修理法。兖矿集团大陆机械有限公司(简称大陆公司)根据兖矿集团内部设备使用情况确定转载机中间槽再制造方案,中板、底板磨损超过原始厚度1/2 的采用换件修理法为主的再制造方法。再制造工序为:工件清理→测量中间槽部件的磨损量→制定再制造方案及操作要求→失效中间槽再制造→磨损强化修复→整体检验→喷丸→喷漆。具体的方法如下:
(1)换件修理法。将失效的部件更换成新的部件,去除失效部件,达到或接近新品的再制造方法。转载机中间槽的换件修理法是指将磨损严重的中板和底板更换成新的中板和底板,新的中板和底板的性能(如表1 所示)等于或高于原中板和底板的材料,由于失效的中板和底板被更换,使得再制造的中间槽具有很高的性能和高寿命。

表1 常用的再制造材料参数
失效中间槽由于中板和底板磨损严重,并且已经严重变形,在更换过程中需要用到气刨、电焊等引起热变形的手段,使经过更换中板和底板后中间槽易发生变形,从而引起配合尺寸的精度,再制造后易出现搭接困难的问题,这也是换件修理再制造方法的难点所在。为解决此问题,大陆公司对中间槽的结构、性能和使用效果进行综合分析,并到国内重点矿、局综采工作面进行调研,认真听取矿方的意见和建议,最终设计出一种适合兖矿集团实际需要的“防变形互为支撑分段式更换”再制造方法。具体为在清理完毕的中间槽的两侧板间根据需要加8~14 根防变形支撑,用气刨将磨损失效的中板分次(先中间后两段)沿侧板处的焊缝刨除,并将刨割处打磨平整,修复(补焊)磨损的底板、侧板、翼板(如附图4 所示),在切割处换上新的加工到所需尺寸的中板(刨掉一段,更换一段),采用同样的方法将两端的中板更换成新的中板,并将三块中板焊接到一起,最终完成“防变形互为支撑分段式更换法”中间槽再制造(如图3 所示)。
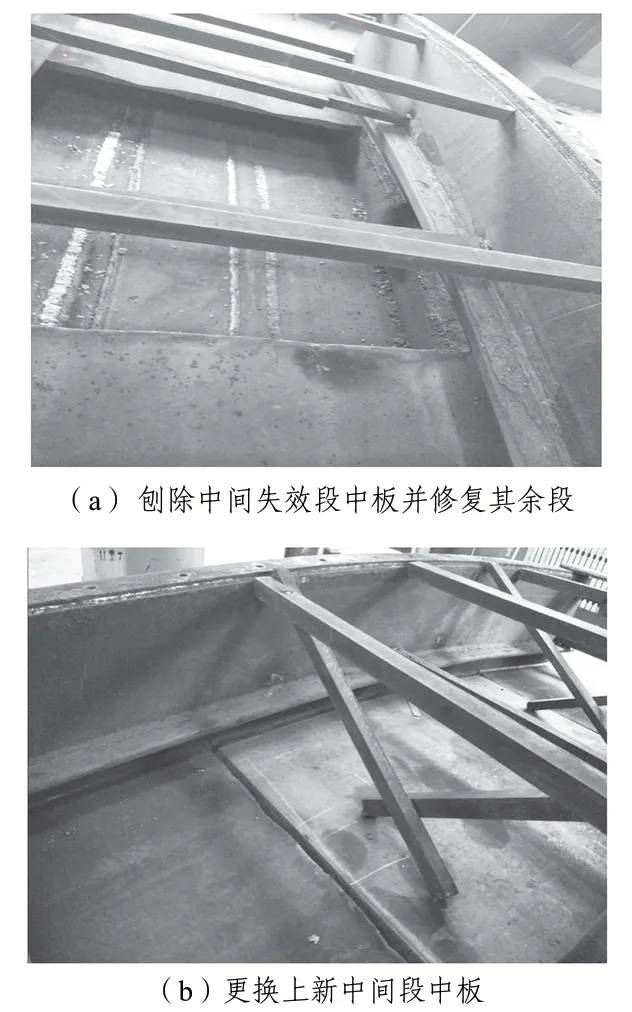
图4 失效中间槽再制造
经过此方法再制造的中间槽,能有效地解决中间槽再制造过程中的变形和尺寸位移的问题,能很好地适应兖矿集团用转载机中间槽再制造的需要,方法简便实用,具有推广价值。
(2)尺寸修理法。将失效部件表面通过加工、焊接等手段修复尺寸到一定的范围内,使失效部件的性能达到或接近新品的再制造方法。大陆公司通过与国内多家知名及其所属的研究和设计、制造团队密切合作,利用国内、国际先进材料特别是威海三盾耐磨科技工程有限公司的耐磨材料和技术相配合的形式进行研究攻关。当在磨损后的中板、底板上堆焊耐磨材料时,可以将磨损的中板、底板看成是基体,堆焊的耐磨层就是抵抗磨损的硬质点,基体起支撑硬质点的作用,硬质点也有保护基体的所谓“阴影效应”。基体与硬质点之间是相互依存的关系,二者之间要求有合适的硬度配合。如果基体硬度过低,将出现基体磨损过快,使硬质点因缺少支撑保护,更多的暴露在磨损环境中而加剧磨损,甚至出现整体脱落,过早失效。基于以上分析和试验结果最终确定耐磨焊接材料的配方,得到一种新型耐磨损焊接材料FB-01,其硬度达到≥HRC60(高于目前刮板机所用链轮硬度HRC55),用此耐磨材料修复的中间槽的耐磨性能接近新中间槽的性能和寿命。
(3)表面工程修理法是基于复合表面工程技术、纳米工程技术对失效部件的表面特别是易磨损表面进行表面处理的一种再制造方法。此种方法采用表面熔敷喷涂技术,将熔敷的合金NiCrSiB 粉末用化学粘接剂调和,然后用激光辐照进行熔敷。
4 效益分析
一件新的现有中间槽(以1000mm 槽宽为例)的生产成本约为3.5 万元,经测算因磨损失效中间槽的再制造成本约占中间槽生产成本的40%左右,同时经再制造的中间槽性能和使用寿命均能达到或接近新品,中间槽的投入节省60%。一台SZZ1000型长度为75m 刮板转载机中间槽的投资成本约为160 多万元,利用再制造技术修复中间槽可节省设备开支约96 万余元。兖矿集团有此种设备60 余台套,按此计算每年仅SZZ1000 型号刮板转载机可节省中间槽设备投资5760 万元。推广到兖矿集团内其他型号的转载机,节省的设备投资非常可观,具有很高的经济效益。
利用大陆公司研究制定的以上几种再制造技术,中间槽再制造生产周期远远短于新品的生产周期,更能为兖矿集团煤矿生产提供设备和技术支持。据大陆公司统计,利用以上几种再制造技术修复中间槽再制造可节约成本60%,节能60%,节材70%,几乎不产生固体废物,大气污染物排放降低80%以上,经济效益、社会效益和生态效益显著。
5 结束语
利用以上几种再制造技术,大修的刮板转载机中间槽已应用在兖矿集团的赵楼煤矿、兴隆煤矿、鲍店煤矿、天池煤矿等多处煤矿。实践证明,用此几种转载机中间槽再制造技术能降低中间槽的生产成本,提高耐磨性,增强运行平稳性,便于维护,能很好地满足煤矿安全生产需求,能很好地发挥作为刮板转载机关键部件的综合效能,有利于实现工作面的安全生产和高产高效,有利于推动我国的矿山机械事业不断发展进步,有利于提升国际竞争力和影响力。
猜你喜欢
广州化工(2022年20期)2022-12-01
石材(2022年3期)2022-06-01
石材(2022年3期)2022-06-01
机械管理开发(2022年1期)2022-03-24
建材发展导向(2021年6期)2021-06-09
矿山机械(2021年3期)2021-03-25
山东煤炭科技(2020年1期)2020-03-06
中国材料进展(2019年5期)2019-07-20
能源(2018年8期)2018-09-21
中国卫生(2016年4期)2016-11-12