基于PLC控制的自动下箱机设计
2019-09-05 01:26文韬陈怡馨张兵杜雨
科技风 2019年22期
关键词:设计
文韬 陈怡馨 张兵 杜雨
摘要:文章设计一种以PLC为核心控制器的自动下箱机系统,利用光电开关、接近开关和电机等设备,对输送链道进行控制,将成品包装箱(中小型箱体)从上一层楼连续自动输送到下一层楼,解决自动传送过程中出现送箱超限、出箱堵箱和送箱不到位等问题,实现高效、精准、对位送箱,提高工作效率。
关键词:PLC;下箱机;设计
在酒类、饮料类等产品的生产过程中,通常需要将成品包装箱从生产车间的上一楼层通过链道输送到下一楼层以便进行存储或转运。在成品包装箱的连续自动输送过程中,往往会出现送箱超限、出箱堵箱或不能对位送箱等问题,造成成品包装箱损坏、甚至破碎,使生产遭受损失,耽误生产。
本设计采用可编程控制器(PLC)、光电开关、接近开关和电机等设备,对输送链道进行控制,实现成品包装箱从上一层楼到下一层楼连续自动输送,避免容器箱遭遇挤压而受损,实现对位送箱,提高工作效率。设计采用手-自动主令开关实现手动-自动转换,自动时设有启动、停止、复位和保护急停开关等,通过光电开关和接近开关检测实现对位送箱,通过光电开关和接近开关检测是否送箱超限和出箱堵箱,如果发生此类故障则停止主机运行,故障排除复位后才可继续运行。
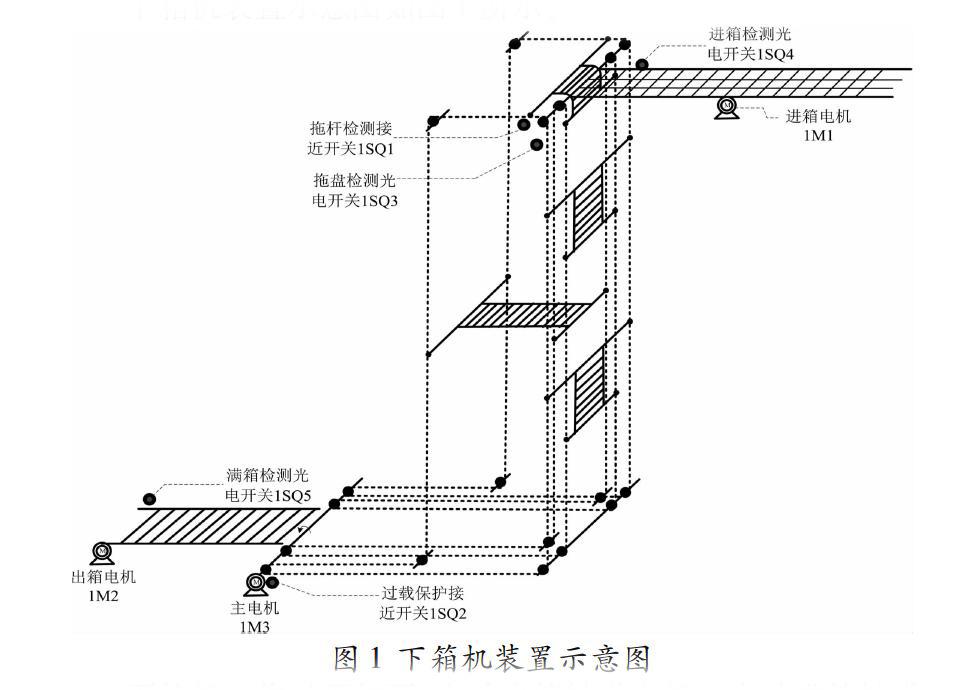
1 系统工作过程
下箱机装置示意图如图1所示。
下箱机工作过程如下:
启动出箱链道电机→启动进箱链道电机→启动主电机→当进箱检测光電1SQ4检测到有箱时进箱链道停止等待→当托盘检测光电开关1SQ3检测到有托盘且拖杆检测接近开关1SQ1检测到拖杆→进箱链道电机启动,箱进入托盘向下输送到出箱链道。
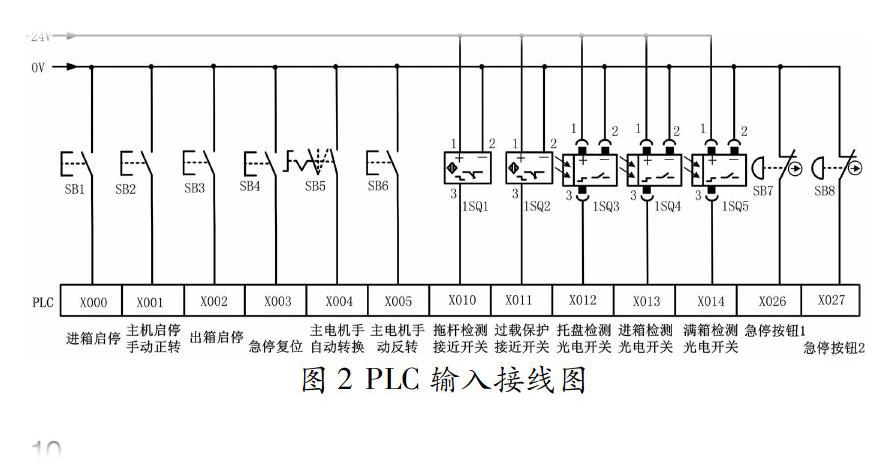
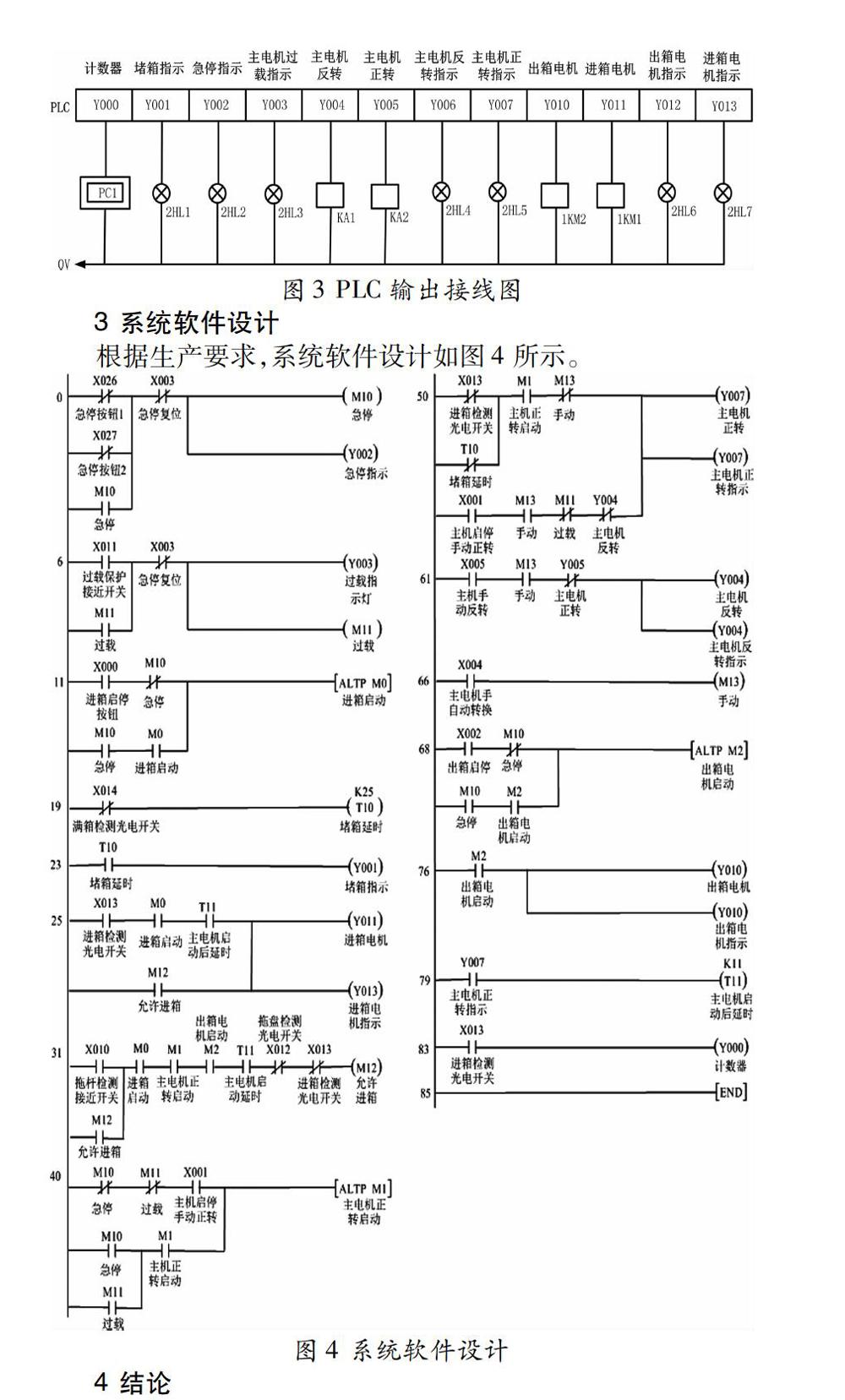
2 控制系统硬件组成
系统采用三菱FX1N-40MR可编程控制器、三菱FR-E540-2.2K变频器、lj18a3-8-z/ex接近开关、ELCO OS80-RPVN6Q1光电开关对输送链道进行控制,实现包装箱从一层楼到下一层楼连续自动输送,采用欧姆龙h7ec-n计数器对向下输送的包装箱进行计数。控制系统FX1N-40MR的I/O接线图如图2、图3所示。
3 系统软件设计
根据生产要求,系统软件设计如图4所示。
4 结论
利用PLC为核心控制器,对输送链道进行控制,解决了自动传送过程中出现的送箱超限、出箱堵箱和送箱不到位等问题,实现高效、精准、对位送箱,大大提高了工作效率。
参考文献:
[1]周丽芳,李伟生,杨美美,岂兴明.三菱PLC从入门到精通(第2版)[M].北京:人民邮电出版社,2018.
[2]向晓汉.三菱FX系列PLC完全精通教程[M].北京:化学工业出版社,2012.
[3]许连阁,石敬波,马宏骞. 三菱FX3u PLC应用实例教程[M].北京:电子工业出版社,2018.
猜你喜欢
中国品牌(2020年11期)2020-12-23
Coco薇(2017年5期)2017-06-05
艺术评论(2016年10期)2016-11-28
Coco薇(2015年12期)2015-12-10
体育教学(2009年11期)2009-07-14
舒适广告(2008年9期)2008-09-22