
某车型前门焊接工装控制气路设计
2019-09-05 02:37代巍郑武
大众汽车 2019年4期
代巍 郑武
上汽通用五菱汽车股份有限公司 广西 柳州 545000
我国汽车产业快速发展,汽车制造业水平有了很大的提升。车门是汽车的组成部分,因此其焊接工装设备是汽车制造中的关键设备,在汽车生产制造起着至关重要的作用。其中,气路控制系统是焊接工装的重要组成部分,它通过一定的控制元器件组成的逻辑控制系统来实现焊接工装各执行机构的工艺动作,从而实现对车体零部件的定位、夹紧以及传输。本文以某公司开发的某种车型前门焊接工装为例,设计其气动控制系统,为焊接工装控制系统设计提供参考[1-3]。
1 焊接工装系统
1.1 夹具结构
焊接工装系统由两部分组成:机械结构部分及气路控制部分,其机械结构部分见图1,机械部分实现对零件进行定位和夹紧,而气路部分是机械部分实现功能的控制载体,本拼台需要焊接的零件:前门内板、前门铰链加强板总成、前门内板窗台加强板、前门密封条导槽、前门锁加强板、前门铰链加强板总成。

图1 焊接工装结构平面图
1.2 夹具工艺动作
根据图1工装结构,给出焊接工装的气缸定位夹紧功能:气缸09、12、13为滑移,气缸01、02、03、08、10、14夹紧内板,气缸07作为定位销,气缸04、05、06定位夹紧门锁加强板、窗框后加强板,气缸16、17、18、19、20、21定位夹紧放铰链加强板总成,气缸11、15定位夹紧放内板窗台加强板,检测开关A10、A20、A30、A40、A50、A60用于检测零件,其要求的动作顺序见表1。

表1 动作顺序
2 气动控制系统设计
汽车焊接工装的气动控制系统一般分三种:纯气控、电气控制以及PLC控制系统。纯气控制系统是利用气源(压缩空气)作为工作介质,通过使用气管将气控阀及相关控制逻辑元件连接,组成具有相互逻辑关联的控制系统;电气控制系统主系统是通过气源作为工作介质来驱动执行机构动作,而控制部分由电器开关元件与电磁阀的线圈组成,通过电器组成的逻辑电路来控制电磁阀的换向,实现执行机构动作;PLC控制系统的主系统是利用气源作为介质驱动执行机构动作,而控制系统是通过PLC来控制。前两种适用于小规模控制系统,PLC控制系统适用于中、大规模控制系统。本文采用纯气动控制形式,此种控制系统在一些特殊环境下,如高温、易燃易爆、对电气设备易造成损坏的潮湿、腐蚀等环境,应用优势较为明显[4-6]。
2.1 零件漏装控制设计
焊接夹具要求焊接的内板有铆钉,在装件过程中,经常出现漏装的情况,且铆钉零件体积较小,员工在取件时不易发现。因此在控制中必须设计防漏装,以避免员工在操作的过程中,拿错零件焊接,造成损失情况。
根据零件特征及夹具结构,运用带常开功能行程检测开关实现零件防错,此种检测开关为滚轮杠杆式机械接触检测,见图2,它具有安全可靠、易维护特点。文中所焊内板有6个铆钉需要检测,因此采用6个检测开关A10、A20、A30、A40、A50、A60串接,通过此6个检测开关,控制系统如未检测到铆钉,即使完成零件安装,按开始工作按钮,夹紧内板的焊接夹具不会有任何动作,从而可达到防漏装的要求。
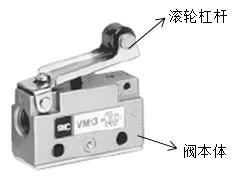
图2 机械式检测开关
2.2 气缸信号输出处理
为了实现焊装夹具的闭环控制,必对夹具的关夹或气缸的伸缩状态进行信号输出处理。本设计中夹紧气缸采用的是UNIVERS品牌气缸,此类型夹紧气缸为一体式夹紧器,自身带有气动式检测开关,见图3,其中,1A口为夹紧检测进气口,当夹紧器夹紧到位时,2A 口输出气信号,1B为打开检测进气口,当夹紧器打开到位时,1B 口输出气信号;伸缩销机构驱动气缸为普通导向杆方形气缸,采用图2类型机械式检测开关。

图3 机械式检测开关
2.3 气缸速度控制
一般焊接车间使用的气源压力在0.5-0.65MPa,焊接夹具在动作的过程中,产生的动能较大,会对气缸形成冲击,因此为减小夹具动作过程对气缸本体的冲击,延长其使用寿命,需在气缸进出气口安装单向节流阀,本设计中采用排气节流式的单向节流阀来调节气缸的速度,见图4。
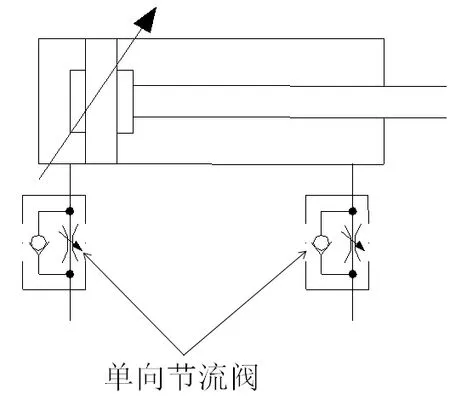
图4 气缸速度调节
2.4 控制回路设计
根据表1,焊接工装执行机构的动作是严格遵循焊接工艺流程顺序动作,其动作间不能存在相互的干扰信号,而且必须有互锁条件,设计其控制回路图见图5,其工作原理如下。
2.4.1 工作开始
(1)按PB01、PB02按钮,气源控制信号传输到气控阀MV1A处,使之处于左位,A组推进;
(2)安装内板零件,夹具检测到铆钉,开关A10、A20、A30、A40、A50、A60检测到位,按PB01、PB03;PB06、PB07 ;PB10、PB11按钮,气源控制信号通过逻辑阀ZK01、ZK06、ZK08传输到气控阀MV2A,使之处于左位,B组气缸夹紧,同时推动处于左位;
(3)B组气缸夹紧到位,01气缸夹紧到位,控制气源通过逻辑阀ZK02与MV7阀,将信号传输到MV3A处,使之处于左位状态,C组气缸夹紧;
(4)B组气缸夹紧到位,D组04、06两个气缸出气口处于断 气状态,安装窗台加强板,并手动关夹此两个气缸,使之夹紧到位信号接通,按PB01、PB04按钮,控制信号通过逻辑阀ZK03传输到MV4A处,并使之处于左位状态,D组气缸夹紧;
(5)B组气缸夹紧到位,E组18、20两个气缸出气口处于断气状态,安装铰链加强板,并手动关夹此两个气缸,使之夹紧到位信号C11、C21接通,按PB06、PB08按钮,控制信号通过逻辑阀ZK04传输到MV5A处,并使之处于左位状态,E组气缸夹紧;
(6)B组气缸夹紧到位,F组11、15两个气缸出气口处于断气状态,安装门锁、窗框后加强板,并手动关夹此两个气缸,使之夹紧到位信号接通,按PB10、PB12按钮,控制信号通过逻辑阀ZK05传输到MV6A处,并使之处于左位状态,F组气缸夹紧;
2.4.2 焊接完成
按PB01、PB05;PB06、PB09 ;PB10、PB13按钮,控制信号通过逻辑阀ZK07、ZK09传输到MV7B处,并使之处于右位状态,并使得A、B、C、D、E、F组气缸全部打开,完成一个工作循环。
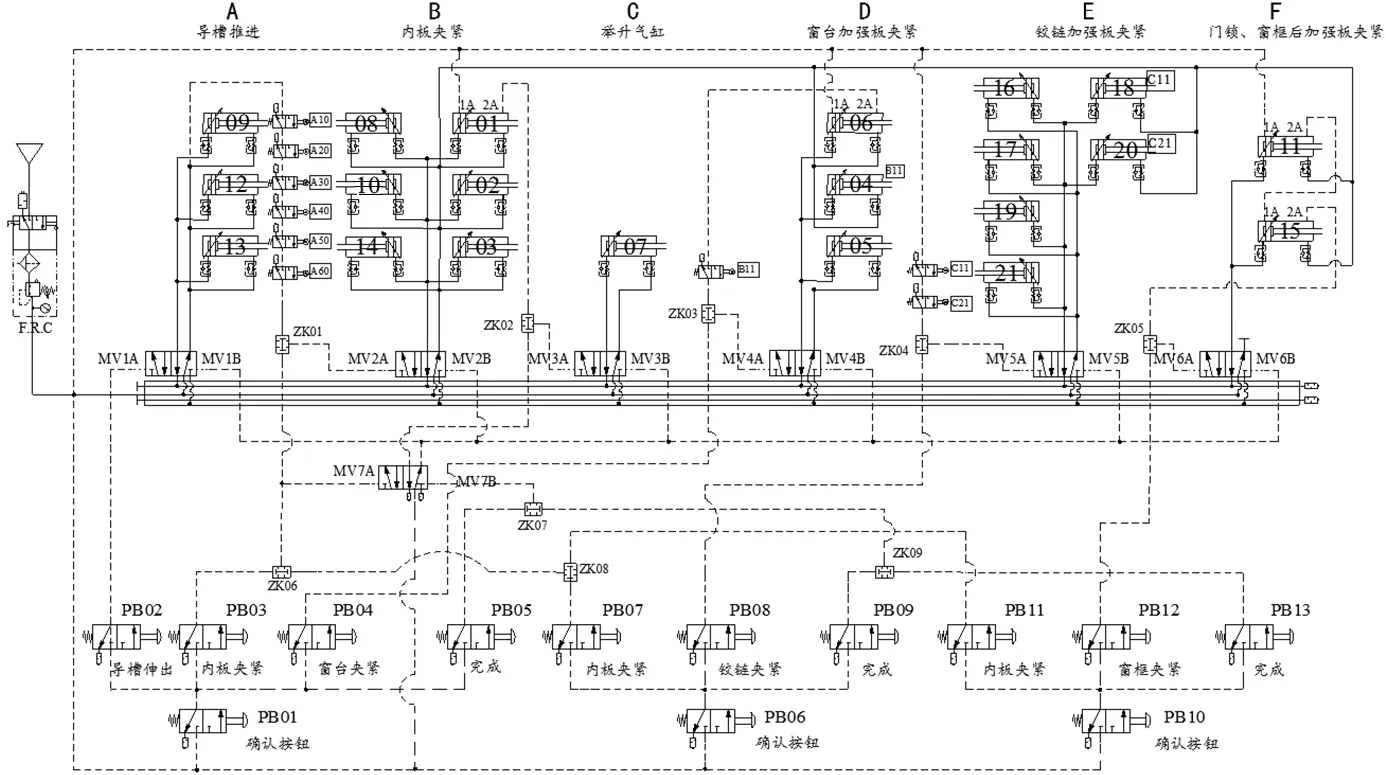
图5 控制回路图
3 结语
针对某车型前门盖焊接工装的焊接工艺要求,设计了其控制系统,并给出了其控制回路图,其系统具备控制层次分明,焊接夹具各执行机构顺序动作准确的特点,完全满足现场需求。此类型控制系统,在汽车单体焊装工装上应用较为广泛。
猜你喜欢
汽车实用技术(2022年9期)2022-05-20
汽车维护与修理(2020年9期)2020-11-04
汽车维护与修理(2020年7期)2020-10-15
河南科技(2020年36期)2020-06-10
汽车维护与修理(2019年1期)2019-07-09
少年文艺·我爱写作文(2017年6期)2017-06-12
科技创新导报(2016年9期)2016-05-14
卷宗(2016年1期)2016-03-21
商业评论(2014年9期)2015-02-28
