升降横移式包装箱码垛机的设计
2019-09-04 01:34:20钱振华陈晓东
物流技术 2019年8期
陆 波,钱振华,陈晓东
(1.湖州职业技术学院 机电与汽车工程学院,浙江 湖州 313000;2.湖州锐格物流科技有限公司,浙江 湖州 313000)
1 引言
在日用品、食品等轻工行业的产品物流和运输过程中,往往需要对产品的包装箱进行码垛,以便叉车搬运。常见的码垛机结构有关节机器人式[1]、桥式[2~3]、龙门式[4]等。关节机器人式码垛机一般为四轴结构,且均由交流伺服电机驱动,能适应多种物料的搬运码垛,但一般一次只能抓取一件物料,效率较低。桥式和龙门式码垛机结构上相类似,均采用起重桥结构,活动范围大,承载能力强,但结构较笨重,占地面积大,不太适用于轻工行业。本文采用机械式升降横移式结构,设计了一种新型码垛机。该码垛机具有占地面积小、码垛效率高的特点,非常适用于轻工行业产品包装箱的搬运码垛。
2 码垛机的结构和工作原理
包装箱码垛机结构图如图1所示。图中1为升降电机,通过链条传动驱动升降架的上下移动;2 为横移电机,用于驱动气爪机械结构的横向移动;3 为框架,对整个码垛机起支撑作用;4为升降架,上面安装有横移电机和机械手气爪机构,实现对包装箱的抓取和搬运;5 为输送线,用于将打包好的包装箱输送到码垛机;6 为包装箱;7 为整形台,用于对包装箱进行规则排列和整理;8 为托盘,用于叉车叉取和搬运;9为气爪,用于抓取包装箱。
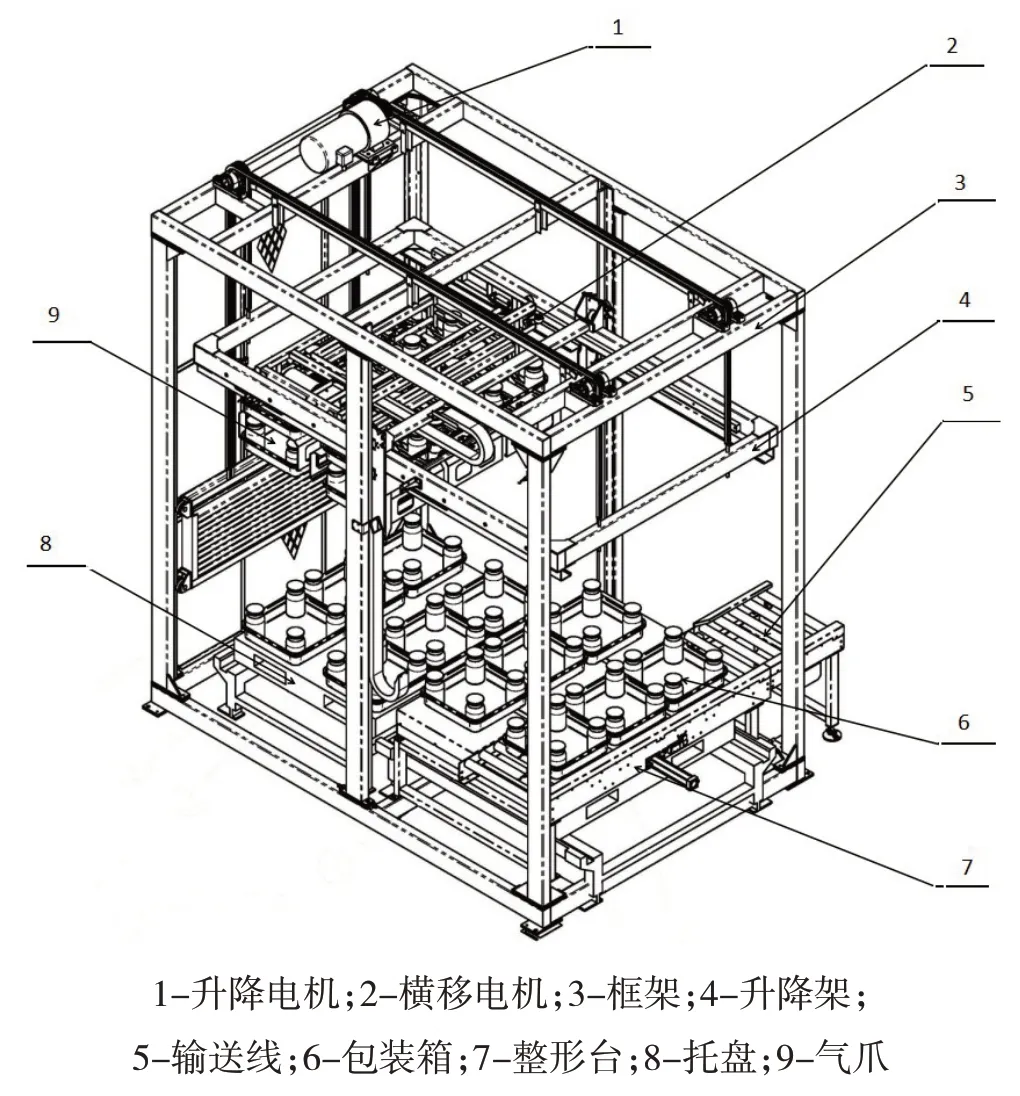
图1 码垛机结构图
该码垛机的工作原理如下:
(1)通过辊子输送机将包装箱输送至码垛机整形台,对包装箱进行整齐排列,三箱为一列,共排两列;
(2)包装箱整形完成后,横移电机反转,驱动升降架移动至整形台正上方;
(3)升降电机反转,驱动升降架下降,到达抓取位置后气爪动作,同时抓取6只包装箱;
(4)待气爪抓取包装箱后升降电机正转,驱动升降架上升;
(5)上升到位后横移电机正转,驱动升降架横向移动到托盘上方;
(6)横向移动到位后,升降电机反转驱动升降架下降,下降到位后气爪释放包装箱;
(7)升降电机正转驱动升降架上升,到位后横移电机反转,驱动升降架回到整形台上方,等待下次抓取;
(8)一个托盘的堆垛为9层,每层6只包装箱,共计54只包装箱。
3 码垛机主要工作参数设计计算
码垛机的升降采用了链条传动,链条的平均线速度[5]v1:

式中:
p—传动链轮的节距,mm;
z1—主动链轮的齿数;
z2—从动链轮的齿数;
n1—主动链轮的转速,r/min;
n2—从动链轮的转速,r/min。
升降电机选用了城邦CH3700型减速电机,功率为3.7KW,额定转速1 400r/min,减速比为10:1。主动链轮齿数z1为14,从动链轮齿数z2为18,链条节距p为19.05mm。码垛机的提升速度等于链条的平均线速度,因此,可根据式(1)计算出码垛机的提升速度v1:

码垛机气爪结构的横向移动采用齿轮齿条的传动方式,横移电机轴上装有齿轮,升降架上装有齿条。横移时,横移电机驱动齿轮作回转运动,齿条可以看作一个齿数无穷多的齿轮的一部分,这时齿轮的各圆均变为直线,作为齿廓曲线的渐开线也变为直线。码垛机气爪结构的横向移动速度v2与齿轮分度圆直径d、转速n之间的关系为:

式中:
m—齿轮模数,mm;
z—齿轮齿数;
n—齿轮转速,r/min。
横移电机选用了台邦6IK200A 型减速电机,功率为400W,额定转速1 400r/min,减速比为10:1。由于选用的齿轮模数m 为3mm,齿数z 为25,则可根据式(3)计算出横移速度v2:

4 码垛机的控制系统
根据包装箱码垛机机械结构和组成,设计的码垛机控制系统原理如图2所示。
系统选用西门子CPU226 PLC作为控制核心,并采用EM223模块作为外部输入输出信号的扩展。该型PLC 技术成熟、可靠性高、价格适中,且具有一定的扩展能力,主要用于控制升降电机变频器、横移电机变频器、气动电磁阀组、升降电机编码器信号的处理及其它外部I/O数字量的处理等任务[6]。
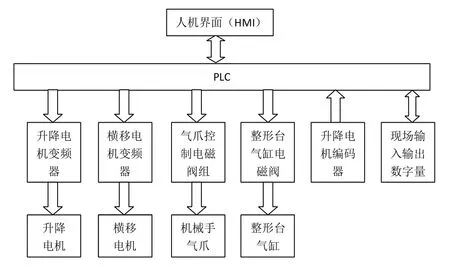
图2 码垛机控制系统原理图
提升电机采用西门子MM440 变频器控制,功率为4KW;横移电机同样采用西门子MM440 变频器控制,功率为0.55KW。西门子MM440变频器是专门针对需要更加广泛的功能和更高动态响应的应用而设计的。这些高级矢量控制系统可确保一致的高驱动性能,即使发生突然负载变化时也是如此。该变频器带有一个集成制动斩波器,即使在制动和短减速斜坡期间,也能以较高的精度工作,在升降电机编码器的配合下,完全能满足堆垛高度的位置控制。
人机界面(HMI)选用了步科(Kinco)MT4414TE触摸屏,可供操作人员对码垛机进行实时操作控制和监控。该控制系统具有运行稳定性好、成本相对低廉、易于操作和维护的特点。
码垛机控制系统的PLC 程序采用模块式编写,设计了系统主程序和多个子程序。子程序有:升降控制子程序、横移控制子程序、整形台控制子程序、气爪抓箱控制子程序、报警和安全处理子程序等。码垛机控制系统工作流程图如图3所示。
系统主程序主要负责码垛机控制程序启动和控制参数初始化,并根据不同的工作模式调用各个子程序。
各个子程序的功能如下:
(1)升降控制子程序:对升降电机变频器进行控制,并对升降电机编码器反馈信号进行处理,精确控制机械手气爪的上下位置;
(2)横移控制子程序:负责横移电机变频器的控制,并通过检测左、右减速和极限限位开关信号来控制机械手气爪的左右位置;
(3)整形台控制子程序:负责对输送线送来的包装箱进行规则排列,形成3´2 结构,以便机械手气爪的抓取;
(4)气爪抓放控制子程序:负责对气爪电磁阀组进行控制,控制机械手气爪对包装箱的抓、放;
(5)报警和安全处理子程序:负责电机故障、气爪故障、编码器信号故障、超程故障等的判断和处理。

图3 码垛机控制系统工作流程图
5 码垛机的保养与维护
该码垛机机械结构简单、传动稳定性较高,因此保养与维护较为方便,主要涉及以下几个方面:
(1)做好码垛机保养与维护的记录和归档,将技术保养的项目内容规范化。码垛机设备的保养规范是指对机械技术保养要求的规定。包括定期检查传动链条和齿轮齿条的润滑状态,并根据需要添加润滑油/脂;定期检查机械手气爪机构的工作状态,防止异物、水等进入气动回路等。并根据不同保养项目内容和要求进行保养并做好记录,建立相应的设备档案,为今后保养和判断机械状况以及维修提供可靠的依据。
(2)对操作人员及保养维护人员进行培训,确保各项工作能按操作规程进行。码垛机的操作人员及保养维护人员应当经过严格操作培训,持证上岗,熟悉码垛机的构造、原理、性能等,按码垛机操作规程进行操作、保养和维护。
(3)由于码垛机采用了多种精密传感器以及控制设备,工作环境需确保干燥。如运行过程中发现机器电气设备部分有水渍,应立即停机并切断电源,及时将水渍清理干净,清理完成后方可重新启动码垛机。
6 结论
本文设计了一种机械式升降横移式结构的码垛机。该机的升降机构采用了链条传动形式,升降速度可达0.62m/s;横移机构采用了齿轮齿条传动形式,横移速度达0.55m/s。码垛机控制系统由触摸屏、PLC、变频器、气动电磁阀组、编码器等组成,并采用模块化方式编写了系统控制程序。在实际使用中,该码垛机工作稳定性高,操作与维护方便,工作效率较高,广受企业好评。
猜你喜欢
作文大王·低年级(2023年6期)2023-06-07 14:06:31
舰船科学技术(2021年5期)2021-07-03 07:26:04
小学生学习指导(高年级)(2021年3期)2021-04-06 08:49:42
装备制造技术(2020年3期)2020-12-25 05:22:06
重型机械(2020年3期)2020-08-24 08:31:48
装备制造技术(2019年10期)2020-01-01 01:15:44
电子制作(2019年20期)2019-12-04 03:51:36
当代陕西(2019年14期)2019-08-26 09:42:02
中国测试(2018年10期)2018-11-17 01:59:02
压缩机技术(2014年5期)2014-02-28 21:28:19