
废弃水基钻井液低温干燥处理实验研究及经济性评价
2019-09-03 09:44李之军刘徐三
煤田地质与勘探 2019年4期
李之军,刘徐三,王 波,赵 威
废弃水基钻井液低温干燥处理实验研究及经济性评价
李之军1,刘徐三2,王 波1,赵 威1
(1. 成都理工大学环境与土木工程学院,四川 成都 610059;2. 中煤科工集团西安研究院有限公司,陕西 西安 710077)
废弃水基钻井液是石油钻井工程作业过程中的废弃物,若直接排放,不但会使钻井液成本居高不下,而且还会对环境造成极为不利的影响。对废弃水基钻井液进行低温干燥处理后再利用,是既经济又符合现代发展趋势的处理方法之一。通过对聚合物钻井液体系、磺化钻井液体系及四川2口页岩气井钻井液体系低温干燥技术实验研究及经济性评价,结果表明:聚合物钻井液体系在120℃条件下干燥处理后性能恶化严重,降低干燥温度能降低其恶化程度;磺化钻井液体系及四川2口页岩气井钻井液体系在120℃条件下干燥处理后性能基本保持不变。这说明低温干燥处理技术能够实现废弃水基钻井液回收再利用,且处理成本低,处理后固体物质便于储存与运输,能够大幅降低钻井液成本。同时,还能够减少废弃钻井液排放量,降低石油钻井工程污染环境的风险。
低温干燥技术;废弃水基钻井液;回收再利用;环境保护

石油钻井工程在作业过程中会产生大量的钻井废弃物[1],其中水基钻井液又是石油钻井中遗留下的量最大的废弃物[2-3],主要含有黏土、钻屑、加重材料、化学添加剂、无机盐、油等,具有高色度、高COD值、高碱度等特点[4-5]。随着环保要求越来越高,石油钻井行业以往粗排滥放的管理模式已逐渐被禁止并取缔[6]。国内外处理废弃钻井液的方式多种多样,包括直接排放法、固液分离法、固化法、废弃水基钻井液转换为水泥浆固井技术(MTC)、微生物处理法、回注法、回填法、循环使用法、分散处理法、回收再利用法、破乳法、机械脱水法、坑内密封法、焚烧回收法、运到指定地点集中处理法、填埋冷冻法、盐穴法、吸附技术、电化学技术等多种方法[7-12]。不同的处理技术,其适用范围、处理效果及处理成本具有很大的差异[1],其中回收再利用法是一项既经济又符合现代发展趋势的处理方法[8]。目前,应用最普遍的是将完成井的优质钻井液经过简单的处理,直接用于下一口井的施工[13-14]。此法需要建设大体积的液体储存罐(站),要不断地对钻井液进行处理(如搅拌、添加必要的处理剂等),且回收的钻井液不能长时间存放,容易滋生细菌,使钻井液变质、发臭。此外,大体积的钻井液非常不利于长距离运输。鉴于此,本文通过室内实验,探索利用低温干燥技术,处理废弃水基钻井液,实现再回收再利用,并进行经济性评价,为今后废弃水基钻井液处理提供有益借鉴。
1 废弃水基钻井液低温干燥处理实验
低温干燥技术是采用物理方法回收再利用废弃钻井液的一种新方法,是废弃水基钻井液回收再利用处理技术的关键。通过低温干燥,蒸发掉钻井液中的自由水,得到的干粉仍然保留钻井液中的有用成分,并且易于储存和运输。在下一口井中使用时,再加入相应的自由水,恢复原钻井液性能,满足钻井施工要求。从而实现了废弃钻井液处理的零排放并降低钻井液成本。
1.1 实验方法
分别取不同类型水基钻井液体系1 000 mL,置于恒温干燥箱中,在一定温度条件下干燥至恒重,将剩下的固体物质自然冷却后碾碎成粉末,再加适量的水恢复至干燥前的密度,充分搅拌,放置24 h,测试其性能,比较干燥前后钻井液性能变化。
1.2 废弃水基钻井液低温干燥处理实验
选择3种钻井液体系,分别是室内配制的聚合物钻井液体系、磺化钻井液体系及四川某两口页岩气井高密度聚磺钻井液体系。分别按照1.1节所述实验方法,进行实验处理。
1.2.1 聚合物钻井液体系低温干燥处理结果
室内配制聚合物钻井液体系,配方为:基浆+0.05%CMC-HV+0.05%GXS-1+0.05%PHP+重晶石,处理前后性能如表1所示。
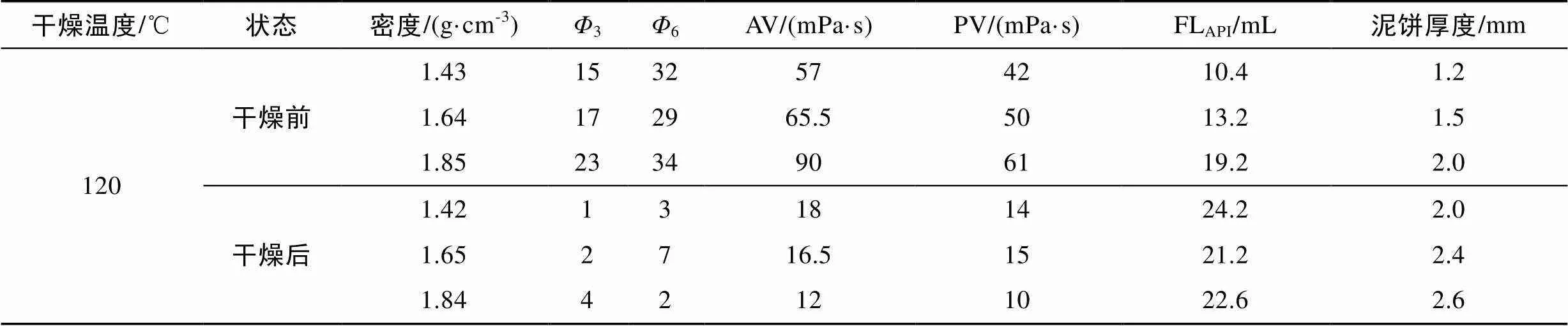
表1 聚合物钻井液体系低温干燥处理前后性能
注:基浆配方:水+4%膨润土+5%NaCO3(下同);3、6分别表示六速旋转黏度计在3 r/min、6 r/min时的读数;AV、PV分别表示钻井液表观黏度和塑性黏度;FLAPI表示钻井液中压滤失量。表1—表4中的性能参数均为室温条件下获取。
从表1中可以看出,聚合物钻井液体系经过120℃低温干燥处理后,流变性能与滤失造壁性能严重恶化。经分析认为,该聚合物钻井液体系中聚合物抗温能力较弱,在120℃干燥过程中,聚合物被破坏失效,从而导致该聚合物钻井液体系在干燥前后性能差异巨大。决定降低干燥温度,对该聚合物钻井液体系再次进行低温干燥处理,结果见表2。
从表2中可以看出,当干燥温度下降至105℃以后,该聚合物钻井液体系流变性能及滤失造壁性能在干燥后虽然仍然恶化严重,但其恶化程度已不及在120℃条件下干燥后的恶化程度,表明干燥温度是低温干燥处理技术的一个关键参数。
1.2.2 磺化钻井液体系低温干燥处理结果
室内配制磺化钻井液体系,配方为:基浆+0.05% CMC-HV+0.05%GXS-1+0.05%PHP+2~4%磺化剂+重晶石,磺化剂加量分别为2%和4%,密度均为1.8 g/cm3,处理前后性能见表3。

表2 聚合物钻井液体系低温干燥处理前后性能

表3 磺化钻井液体系低温干燥处理前后性能
由表3可以看出,经过120℃低温干燥处理后,磺化钻井液体系性能变化不大,基本维持了原来的性能,表明磺化剂的加入有助于提高聚合物处理剂的抗温能力。也证明了低温干燥技术处理具有一定抗温能力的废弃水基钻井液具有可行性。
1.2.3 页岩气井钻井液体系低温干燥处理结果
采自四川某两口页岩气井钻井液体系,分别为1号钻井液和2号钻井液。其中1号钻井液的配方为:淡水+(30%~50%)1.06 g/cm3的预水化膨润土浆+ (0.1%~0.3%)KOH(NaOH)+(0.05%~0.15%)KPAM+(0.05%~0.15%)FA367+(0.8%~1.5%)JSS-1(降滤失剂)+ (1%~1.5%)FDB-1(封堵剂)+加重剂,2号钻井液的配方为:淡水+(30%~50%)1.06 g/cm3的预水化膨润土浆+(0.1%~0.3%)KOH(NaOH)+(0.1%~0.3%)KPAM+(0.8%~ 1.2%)JSS-1(降滤失剂)+(2%~3%)FSD(刚性封堵剂)+ (1%~2%)KFD(柔性封堵剂)+(6%~8%)KCl+加重剂。处理前后性能见表4。

表4 页岩气井钻井液体系低温干燥处理前后性能
由表4可以看出,页岩气井钻井液体系在120℃条件下低温干燥处理后,性能变化不大,处理前后的各项指标十分接近。分析认为:1号和2号钻井液体系本身具有较高的抗温能力,其抗温能力达150~180℃。而低温干燥处理的温度为120℃,低于这两种钻井液体系能抵抗的最高温度。所以,在低温干燥过程中,由于体系中抑制剂的抑制作用,确保了造浆黏土在高温处理过程中不会发生进一步水化分散而增加了钻井液中的黏土粒子浓度,避免了钻井液体系再次恢复后其流变性发生恶化。此外,1号和2号钻井液体系中的聚合物处理剂,也具有较高的抗温能力。在120℃条件下低温干燥处理过程中,处理剂的主链不会发生断裂而降解,且主要的官能团(如亲水基团)不会从分子链上断裂而使得处理剂失效。加水重新充分搅拌后,处理剂又可以恢复其相应的功能。因此,一口井的废弃钻井液经过低温干燥处理后,可以实现钻井液的回收重复利用,对降低钻井液成本、减少钻井废弃物排放、保护环境等具有重要的意义。
2 废弃水基钻井液低温干燥处理经济性评价
2.1 低温干燥处理热交换计算
为保证废弃水基钻井液低温干燥处理后性能恢复良好,控制干燥温度非常重要。较高的温度能使钻井液更快干燥,但可能破坏钻井液处理剂,造成钻井液性能无法恢复。较低的温度能保证钻井液性能恢复良好,但干燥时间又会变长,耗时耗能。因此,应将干燥温度控制在合适的范围内,既节约成本又提高了效率。
混合物的比热容计算公式如下:

式中为混合物的比热容,J/(kg·℃);∑为各种物质的总质量,kg;∑为各种物质的总比热容,J/(kg·℃);1、2、3为各种物质的质量,kg;1、2、3为各种物质的比热容,J/(kg·℃)。
一般情况下,热容与比热容均为温度的函数,在温度变化不大时,可近似作为常量,那么:
=(1–2) (2)
式中为达到2温度时所需热量,kJ;1为起始温度,℃;2为结束温度,℃。
对前述几种钻井液体系进行热交换计算,膨润土与重晶石的比热容等于干泥土的比热容为0.84 kJ/(kg·℃),水的比热容为4.2 kJ/(kg·℃),钻井液中处理剂含量少,忽略不计,取1 L钻井液进行低温干燥处理热交换计算,假定初始温度为15℃,结束温度为105℃,结果见表5。
由表5可见,对于不同钻井液,低温干燥所需热量,与密度有关,整体上来看,密度高,所需热量低。即同体积钻井液,密度越高,所含自由水越少,故干燥所需的热量就少。

表5 钻井液低温干燥处理热交换计算结果
2.2 低温干燥技术经济性分析
根据热交换计算结果,并参考标准煤热值标准,1 kg标准煤的低位热值为29 307.6 kJ,考虑热传递效率为10%~20%,每吨煤炭平均价格为550元,由此计算每干燥一方废弃水基钻井液所消耗标准煤量及燃料成本,见表6。

表6 低温干燥1 m3废弃水基钻井液消耗的标准煤量及成本
由表6可见,低温干燥1 m3不同钻井液体系,燃料成本均不超过50元,考虑运输、储存等因素,1 m3钻井液的综合处理成本300~500元。通过低温干燥处理技术,可以较大幅度地降低钻井液的成本,而且能实现废弃钻井液少排放,减少废弃钻井液对环境的污染,具有较高的经济价值和社会价值。
3 结论
a. 聚磺钻井液低温干燥处理后,性能恶化严重,不再满足钻井要求,降低低温干燥处理温度,性能恶化程度降低。而磺化钻井液及四川页岩气井所用的钻井液体系,经过低温干燥处理后,性能基本维持不变。
b. 通过对废弃水基钻井液低温干燥处理实验研究及经济性分析,表明该技术能够实现废弃水基钻井液回收再利用,且处理成本低,处理后钻井液固体物质便于储存、运输,能大幅降低钻井液成本。
c. 低温干燥处理技术还能减少废弃钻井液排放,降低石油钻井工程污染环境的风险。
[1] 丁丹红,周英操,司光,等. 钻井废弃物不落地环保处理技术经济分析[J]. 天然气技术与经济,2017,11(4):33–36. DING Danhong,ZHOU Yingcao,SI Guang,et al. Economic analysis on drilling waste friendly treated by zero discharge[J]. Natural Gas Technology and Economy,2017,11(4):33–36.
[2] 何瑞兵. 水基废弃钻井液无害化处理研究[D]. 南充:西南石油学院,2002.
[3] 王以顺,王粲. 石油钻井废弃物无害化处理装置的研究与应用[C]//环保钻井液技术及废弃钻井液处理技术研讨会论文集,2014:173–180.
[4] 周迅. 废钻井液的处理技术综述[J]. 油气田环境保护,2001,11(4):10–12. ZHOU Xun. Overview of treatment technique of waste drilling fluid[J]. Oil and Gas Field Environmental Protection,2001,11(4):10–12.
[5] 刘光全,刘晓辉,卢欣,等. 微生物处理水基钻井废弃物的工程实践探索[C]//中国环境科学学会学术年会论文集(第三卷). 2016:3395–3399.
[6] 王超. 塔里木油田钻井废弃物不落地处理工艺研究[J]. 石油石化绿色低碳,2017,2(5):54–56. WANG Chao. Study on non-landing treatment of drilling waste in Tarim oilfield[J]. Green Petroleum & Petrochemicals,2017,2(5):54–56.
[7] 隋殿杰,孙玉学,孙伟,等. 废弃钻井液处理方法发展研究[J]. 环境科学与管理,2017,42(9):117–121. SUI Dianjie,SUN Yuxue,SUN Wei,et al. Development status of waste drilling fluid treatment[J]. Environmental Science and Management,2017,42(9):117–121.
[8] 王学川,胡艳鑫,郑书杰,等. 国内外废弃钻井液处理技术研究现状[J]. 陕西科技大学学报(自然科学版),2010,28(6):169–174.WANG Xuechuan,HU Yanxin,ZHENG Shujie,et al. Application status of waste drilling fluid treatment technology at home and abroad[J]. Journal of Shaanxi University of Science & Technology(Nature Science Edition),2010,28(6):169–174.
[9] 汤超,邓皓,王蓉沙,等. 废弃钻井液处理技术[J]. 石油化工腐蚀与防护,2010(2):21–24. TANG Chao,DENG Hao,WANG Rongsha,et al. Research on treatment technology of waste drilling fluid[J]. Corrosion & Protechtion in Petrochemical Industry,2010(2):21–24.
[10] 赵雄虎,王风春. 废弃钻井液处理研究进展[J]. 钻井液与完井液,2004,21(2):43–48. ZHAO Xionghu,WANG Fengchun. Research development of waste drilling fluids disposal[J]. Drilling Fluid & Completion Fluid,2004,21(2):43–48.
[11] 王眉山,郑毅. 中国废弃钻井液处理技术发展趋势[J]. 钻井液与完井液,2009,26(6):77–79. WANG Meishan,ZHENG Yi. The prospect of waste drilling fluid treatment technology in China[J]. Drilling Fluid & Completion Fluid,2009,26(6):77–79.
[12] 马骉,蒲晓林,张舒. 废弃钻井液处理技术研究进展及发展趋势[J]. 现代化工,2017,37(4):42–45. MA Biao,PU Xiaolin,ZHANG Shu. Research progress and development trend of drilling waste treatment technology[J]. Modern Chemical Industry,2017,37(4):42–45.
[13] 张祥,赵凤臣,曹晓晖,等. 苏里格气田钻井液回收再利用技术[J]. 钻井液与完井液,2015,32(3):99–102. ZHANG Xiang,ZHAO Fengchen,CAO Xiaohui,et al. Recycling of drilling fluids in Sulige gasfield[J]. Drilling Fluid & Completion Fluid,2015,32(3):99–102.
[14] 赵向阳,林海,张振活,等. 长北气田钻井液回收重复利用实践与认识[J]. 钻井液与完井液,2013,30(1):80–82. ZHAO Xiangyang,LIN Hai,ZHANG Zhenhuo,et al. Research on recycle of waste drilling fluid in Changbei gasfield[J]. Drilling Fluid & Completion Fluid,2013,30(1):80–82.
Experimental study and economic evaluation of low temperature drying treatment of abandoned water-based drilling fluid
LI Zhijun1, LIU Xusan2, WANG Bo1, ZHAO Wei1
(1. College of Environment and Civil Engineering, Chengdu University of Technology, Chengdu 610059, China; 2.Xi’an Research Institute Co. Ltd.,China Coal Technology and Engineering Group Corp., Xi’an 710077,China)
Abandoned water-based drilling fluids are the waste of oil drilling engineering operations. It will not only keep the cost of drilling fluid high, but also have a very adverse impact on the environment if it is directly discharged. Reusing of abandoned water-based drilling fluid after low-temperature drying treatment is one of treatment methods which is economic and conforms to the modern development trend. In this paper, the experimental study and economic evaluation of the low-temperature drying technology of polymer drilling fluid system, sulfonated drilling fluid system and Sichuan shale gas well drilling fluid system were conducted. The results show that the performance of polymer drilling fluid deteriorates seriously after being dried at 120℃, and decreasing the drying temperature can reduce the deterioration, but the performance of the sulfonated drilling fluid system and the drilling fluid system from 2 shale gas wells in Sichuan remained basically unchanged at 120℃. This shows that the low-temperature drying technology can recycle some abandoned water-based drilling fluid, and the processing cost is low, the solid matter after treatment is convenient for storage and transportation, and the drilling fluid cost can be greatly reduced. At the same time, it can also reduce the amount of waste drilling fluid emissions and reduce the risk of environmental pollution in oil drilling engineering.
low temperature drying technology; abandoned water-based drilling fluid; recycling and reusing; environmental protection
TE254.3
A
10.3969/j.issn.1001-1986.2019.04.030
1001-1986(2019)04-0201-05
2019-01-20
国家自然科学基金项目(41702388)
National Natural Science Foundation of China(41702388)
李之军,1984年生,男,四川阆中人,博士,从事井壁稳定与钻井液科研与教学工作. E-mail:lizhijun0613@126.com
李之军,刘徐三,王波,等. 废弃水基钻井液低温干燥处理实验研究及经济性评价[J]. 煤田地质与勘探,2019,47(4):201–205.
LI Zhijun,LIU Xusan,WANG Bo,et al. Experimental study and economic evaluation of low temperature drying treatment of abandoned water- based drilling fluid[J]. Coal Geology & Exploration,2019,47(4):201–205.
(责任编辑 聂爱兰)
猜你喜欢
河南科技(2022年8期)2022-05-31
科学与生活(2021年8期)2021-12-22
西南石油大学学报(自然科学版)(2021年3期)2021-07-16
西南石油大学学报(自然科学版)(2021年3期)2021-07-16
西南石油大学学报(自然科学版)(2021年3期)2021-07-16
水上消防(2020年2期)2020-11-30
水上消防(2020年3期)2020-07-25
科海故事博览·上旬刊(2020年4期)2020-04-16
电子制作(2018年9期)2018-08-04
电子制作(2018年2期)2018-04-18
