
谐波减速机刚轮加工工艺研究
2019-09-03 01:33周丹
日用电器 2019年8期
周 丹
(空调设备及系统运行节能国家重点实验室 珠海 519070)
引言
谐波减速器是一种靠波发生器装配上柔性轴承使柔轮产生可控弹性变形,并与刚轮啮合传递运动和动力的齿轮传动机构,其减速比大、精度高、效率高、重量轻,广泛应用于工业机器人、航空航天等行业。刚轮是谐波减速机的直接啮合传动部件,是带有内齿圈的小模数、多齿数、高精度,刚性齿轮[1]。其常规量产加工方案为车削—插齿方案,该方案对于材料、齿轮加工刀具等要求较高,且不可变更齿形。针对刚轮试制,我司采用了精度更高调整性更好的慢直丝线切割工艺方案,进行了多款刚轮的试制,取得了很好的试制效果。
本实施例中慢走丝线割设备使用的是阿奇夏米尔慢走丝cut2000,设备精度可达到0.001 mm,齿部测量使用的设备是克林贝格齿轮测量中心P40,可测量渐开线齿轮、非标准齿轮等。这里以某款谐波减速机的刚轮为例,阐述刚轮慢丝线割方案,并对该工艺方案的控制要点进行分析。
1 谐波减速机刚轮的结构
我司某款谐波减速机刚轮结构如图1所示。该刚轮是一种带有内齿圈的刚性齿轮,材料为合金钢,其包含固定孔、环形槽、台阶端面和齿廓等多个结构,其端面、内外圆是配合安装位精度要求高,而齿廓是直接啮合位精度要求达到μ级精度,属于高精度齿形零件。
2 刚轮加工工艺方案
刚轮为内齿刚性齿轮结构,其试制难点在于内部齿廓小模数多齿数齿形加工,齿廓偏差要求达到μ级精度,常规的量产插齿工艺其齿加工精度等级仅能达到GB/T 5级齿轮精度[2],而且受到插齿刀的精度和磨损等因素制约。我司对于谐波减速机刚轮的加工,采用了精度更高稳定性更好的线切割加工工艺方案。其加工工艺流程:车削端面钻固定孔——铣削柔性槽——磨削端面和内外圆——线切割刚轮齿形。

图1 刚轮结构示意图
上述工艺方案通过车钻铣工序来去除余量完成基本结构,通过磨削端面来提供后续工序的平面基准,然后磨削内外圆保证内外圆的同轴度以及其与端面的垂直度,最后通过高精度慢走丝进行内侧齿部加工。该工艺方案将各重难点加工项进行工序分离,降低了单工序的难度,保证了刚轮的试制质量。
3 加工过程异常分析与处理
我司使用上述工艺方案进行了多批次的加工,当然也遇到了各种难点和异常,这里就试制过程中的两种典型异常情况进行分析,并给出相应的解决方案。
3.1 慢走丝线割齿廓程序过切异常的分析与处理
在进行刚轮慢走丝线切割齿廓加工过程中,运行程序遇到了设备报错程序过切异常的情况,导致设备无法正常加工。
针对该异常情况进行分析,慢走丝线切割加工时采用的是慢走丝线径补偿贴近工件理论轮廓线的加工方式,过切异常出现在最大线径补偿半径rmax大于了工件理论轮廓最小Rmin该种情况的存在导致慢走丝无法通过齿廓最小结构而出现过切报警的情况。据此分析,刚轮是小模数齿轮结构其模数小于0.4 mm,齿廓结构非常小,其最小圆弧的半径Rmin仅比慢走丝的线径r略大。由于慢走丝线切割加工特性,为保证质量采用了割一修多的方式,如图2所示采用的是割一修二共计三刀的加工方式。第一刀L1是高电压大电流放电模式用于粗割去除材料,第二刀L2第三刀L3是半精割和精修,用于提高尺寸精度和表面粗糙度,其相应的程序线径半径补偿存在以下关系r1>r2>r3,r1即是该程序条件下的最大线径补偿半径rmax,进一步地分析发现第一刀线径补偿r1以及后续刀路与理论轮廓最小Rmin的大小关系为发现r1>Rmin,同时其它刀路正常,即该情况导致过切异常。
根据上述异常我们针对性地解决,受限于当前设备硬件条件首先从程序方面进行了优化,调整线径补偿rmax使其小于工件理论轮廓Rmin,同等火花放电条件下线径补偿缩小侵蚀了后序刀路的余量,为了保证齿廓质量必须同步增大后续半径补偿r2即火花放电条件不变时增大放电距离并适当降低放电电压和电流以及调整脉宽。特别地对于最后一刀或者两刀精修程序尽量保证放电加工余量和放电工况的稳定性,以保证齿廓的尺寸和表面粗糙度。经过多次参数调整,齿廓轮廓度可达到0.005 mm以内,表面粗糙度Ra0.4以内。
另一种理论上更方便可行的解决方案是换用更小半径的电极丝。当电极丝半径r远小于轮廓最小Rmin,相应的程序半径rmax也将小于Rmin,该异常会自动消失。当然该解决方案需配置更小线径的电极丝和设备相应的眼模,同时对于更小线径慢走丝设备精度也提出了一定的挑战。
3.2 齿廓周向计量不一致异常的分析与处理
采用克林贝格齿轮测量中心测量刚轮齿廓如图3所示,从周向众多齿廓中均布挑选出N个齿进行测量,对于单个齿廓进行研究如图4所示出现部分单个齿廓全部正向偏,部分单个齿廓全部负向偏,且正偏和负偏的齿数在齿圈上分布在大致180 °对向位置上,而部分齿廓又出现正负向轮廓波动,如图5所示。
针对该异常情况进行分析,首先用测试加工法排除设备加工工况不稳定导致在一个齿圈内实际加工出不同齿廓的情况,接下来可以假设齿圈内所有的齿廓实际加工质量是高度一致的。然后将刚轮上的齿在周向上均匀分布挑选出数个齿进行分析,这里以5个齿为例,如上图5所示将刚轮理论齿廓置于笛卡尔坐标系中其齿圈圆心即为坐标圆心,1号齿与80号齿在X轴附近且大致相差180 °,而40号齿与120号齿在Y 轴附件也大致相差 180 °。
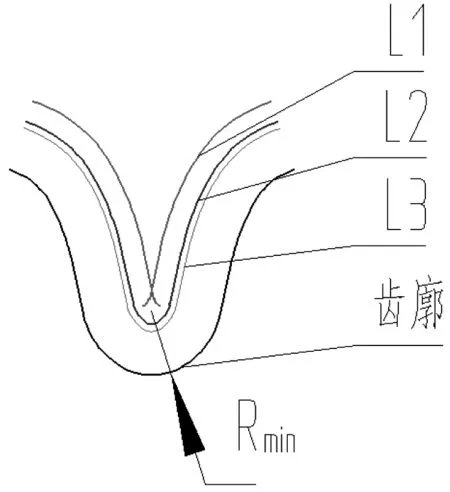
图2 慢走丝线割齿廓示意图
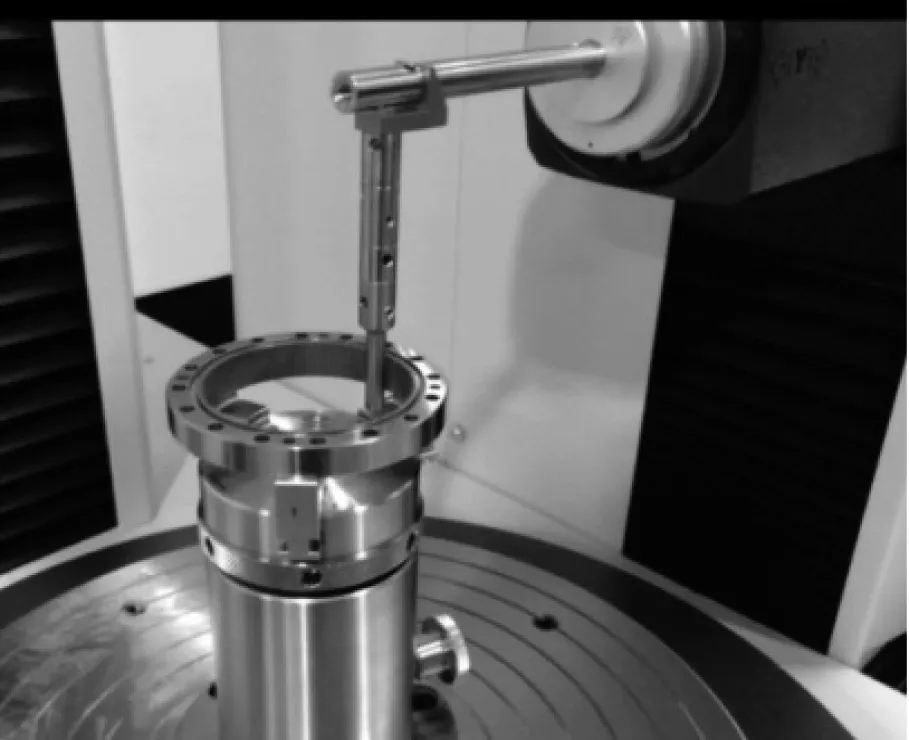
图3 克林贝格齿轮测量中心计量刚轮齿廓
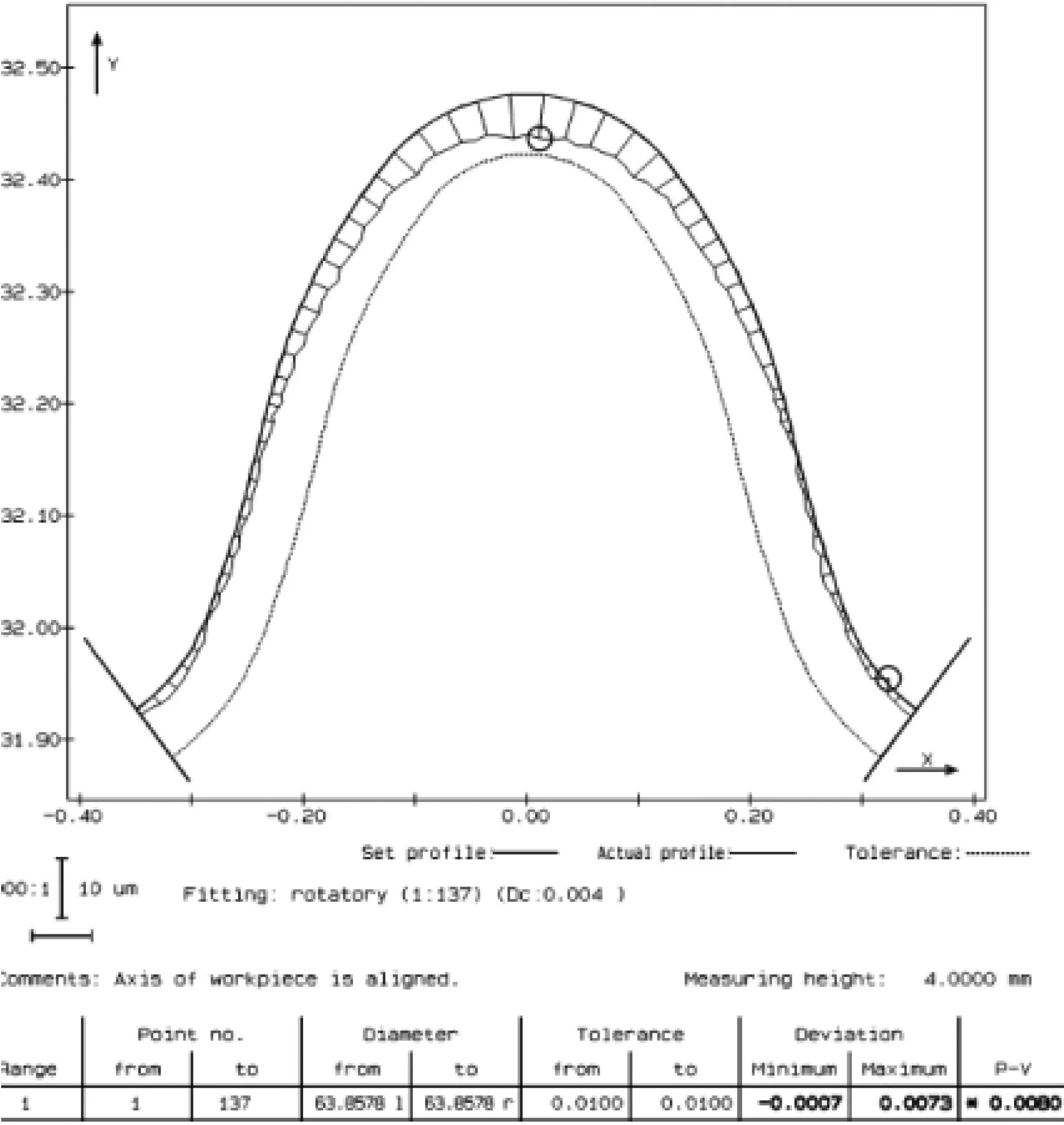
图4 单个齿廓偏差
对于单个齿廓进行研究,其最大齿廓和最小齿廓代表单个齿与理论齿相比的最内侧偏差和最外侧齿廓,近似地将两齿廓偏差代数相加,得出单个齿的偏差正负值,以1号齿为例ΔX1的正负值即代表1号齿齿廓的偏移方向,同理ΔY40即代表40号齿齿廓的偏移方向,综合处理齿圈上的齿用(ΔX1+ΔX80),(ΔY40+ΔY120)分别表示整个齿圈在X向和Y向的偏移,近似地坐标(ΔX1+ΔX80,ΔY40+ΔY120)即为偏移后的齿圈圆心坐标。将偏移后的齿圈与理论齿圈进行对比会有两处相交位置,可以预判在两处相交位置的齿廓偏差最小。然后计量两处相交位的齿廓,并用逼近法多检几个齿廓,证实了在两处相交齿廓质量最好。根据全有或者全无原则有一个齿廓较好则假设所有齿廓都是好的。据此暂时给出结论该异常原因是齿圈齿廓发生了偏移,导致该异常的原因可能是线割齿廓前内外圆不同轴,或者线割时未对内圆准确分中等原因。
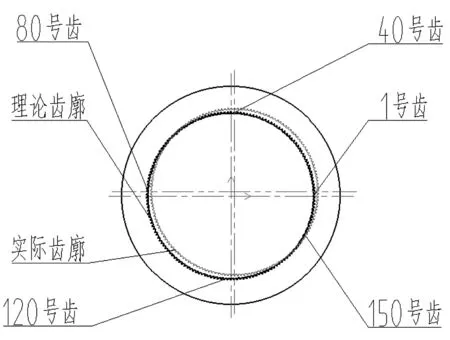
图5 齿圈齿廓偏移分析
根据上述异常及原因分析针对性地进行质量控制,首先在一次装夹时完成内外圆磨削工序,并进行计量记录和跟踪,保证内外圆同轴度及其与端面垂直度,线割加工时以圆为基准进行分中必要时多次分中校核圆心,最后加工出的刚轮进行齿廓计量,发现在整个齿圈内齿廓质量均较好且一致性也较好,均可以控制在0.005 mm以内,该异常得到了很好的解决。
4 结语
我司按照上述工艺方案已加工出多批次合格的谐波减速机刚轮,而且慢走丝线切割方案可以方便地切换不同齿形的刚轮,相较于插齿方案该方案精度更高且能保持很好的稳定性,具有明显的优势。
随着慢走丝线切割设备、插齿等加工设备以及配套刀具的高速发展,谐波减速机核心零部件也涌现出多种多样的加工方案,但更高精度、更稳定的工艺方案仍需设备开发人员、工艺研究人员等工程技术人员持续不懈的共同努力。
猜你喜欢
少儿科学周刊·少年版(2020年9期)2020-03-04
少儿科学周刊·少年版(2020年9期)2020-03-04
商品与质量(2019年28期)2019-11-28
疯狂英语·读写版(2019年5期)2019-09-10
汽车实用技术(2019年3期)2019-03-05
时代汽车(2018年12期)2018-06-18
科技与创新(2017年1期)2017-02-16
山东工业技术(2016年15期)2016-12-01
人间(2015年23期)2016-01-04
筑路机械与施工机械化(2015年11期)2015-07-01
