炼制海洋高酸原油常压炉管泄漏原因分析及应对措施
2019-08-21 02:25:36
石油化工腐蚀与防护 2019年3期
(1.中石化销售有限公司山东淄博石油分公司,山东 淄博 255434;2.中海油东方石化有限责任公司,海南 东方 572600;3.中海油沥青股份有限公司,山东 滨州 256600)
1 腐蚀泄漏情况
某常压蒸馏装置加工海洋高酸原油。在2012年2月正常生产期间,常压炉炉管弯头发生泄漏(见图1和图2)。泄漏发生在辐射室炉管出口倒数第2根和第3根炉管之间的弯头上,泄漏部位均为弯头外部弓背的介质冲刷部位。其腐蚀形貌分别为椭圆形、长条形,尺寸分别为:φ35 mm×8 mm(直径×深),65 mm×13 mm×10 mm(长×宽×深)。两处泄漏点有椭圆形和长条形腐蚀坑。另外在泄漏弯头附近的直管(倒数第2根)也有2处沟壑状腐蚀坑(见图3和图4),但未腐蚀穿孔,其他炉管弯头也存在冲刷腐蚀坑点,形同沟壑状。弯头泄漏位置示意见图5。发生事故的炉管自2003年启用,材质为Cr5Mo,规格为φ219 mm×10 mm,工作温度为350~370 ℃。

图1 弯头1腐蚀形貌
2 泄漏原因分析
2.1 原油酸值高
该常减压蒸馏装置所加工的原油为海洋高酸原油,以SZ36-1原油为主,其酸值在3 mgKOH/g以上,盐质量浓度10.2~18.5 mg/L(见表1)。该加热炉炉管弯头所处的位置在加热炉出口的倒数第3根,工作温度为350~370 ℃,是环烷酸腐蚀最严重的温度区域。根据McMonomy曲线得出的“典型材料的硫化物与环烷酸联合查表” 所提供的数据,对5%Cr钢的腐蚀速率进行估算,当硫质量分数为0.2%~0.6%,酸值为2.1~4.0 mgKOH/g,温度在350~370 ℃时,腐蚀速率为0.508~0.762 mm/a。该泄漏炉管自2003年启用,如果按照上述腐蚀速率估算,炉管已经腐蚀减薄约4.5 mm,再加上弯头部位流体冲刷,腐蚀减薄会更严重,由此导致弯头的腐蚀穿孔和泄漏。
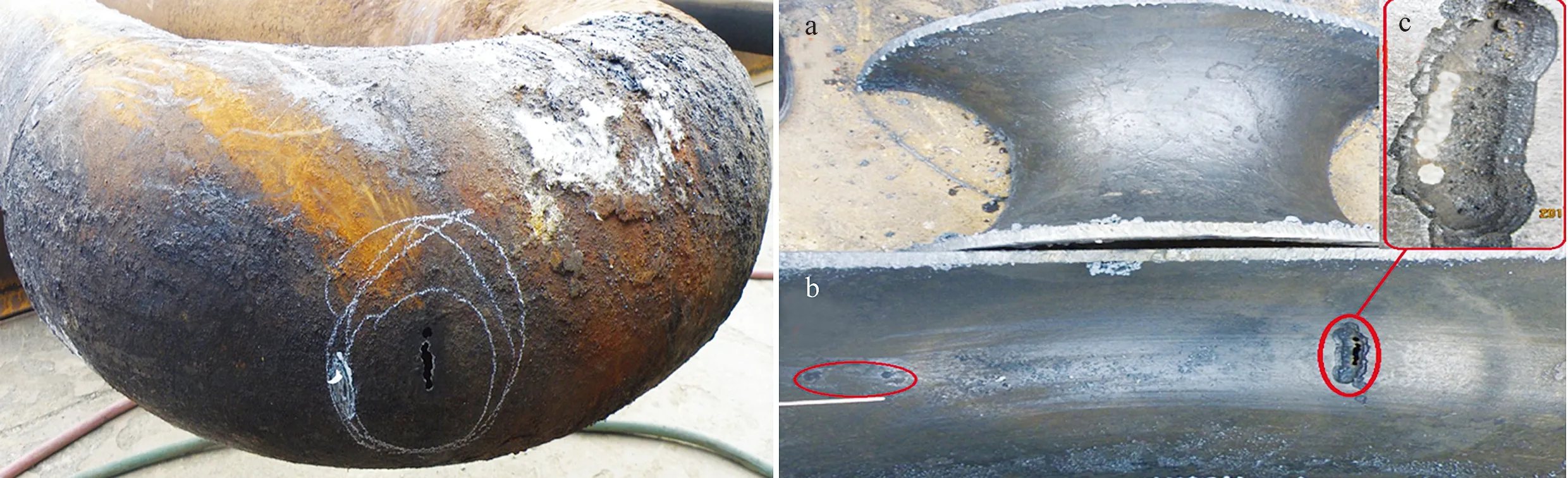
图2 弯头2腐蚀形貌

图3 直管1焊道附近腐蚀形貌

图4 直管2焊道附近腐蚀形貌

图5 弯头泄漏位置示意
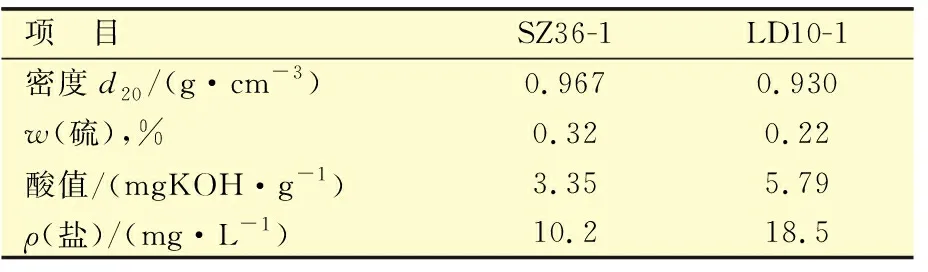
项 目SZ36-1LD10-1密度d20/(g·cm-3)0.9670.930w(硫),%0.320.22酸值/(mgKOH·g-1)3.355.79ρ(盐)/(mg·L-1)10.218.5
2.2 相变的影响
发生泄漏的炉管是辐射室出口倒数第3根炉管,工作温度为350~370 ℃,正好处在流体气化段。流体在炉管内不断被加热,随着被加热流体在炉管内气化,使得流体的体积急剧膨胀,流体流速达到最大,对炉管的冲刷作用急剧增大,炉管的腐蚀速率也相应增大[4]。
2.3 湍流区域
从现场的调查可知,流体介质在弯头部位发生流向改变(见图5),处于流速最高的湍流区域,流体在该部位产生涡流,造成该部位腐蚀速率急剧上升,直至出现圆形或椭圆形腐蚀坑甚至穿孔。图3和图4中的直管冲刷腐蚀处在弯头与直管焊缝的临近部位,焊接时未按规范要求采用氩弧焊打底,焊肉突出,流体易产生涡流,这是造成炉管该部位冲刷腐蚀的重要原因。
2.4 超负荷运行
按照加热炉炉管的设计要求,加热炉辐射管的设计流速小于30 m/s,如果加工量超出设计负荷,炉管内介质流速将会超过30 m/s 。根据“典型材料的硫化物与环烷酸联合查表”给出的腐蚀速率数据,介质流速超过30 m/s,腐蚀速率会增加5倍。照此计算腐蚀速率会达到2.54~3.81 mm/a,如此高的腐蚀速率很快就会造成炉管弯头的局部腐蚀穿孔和泄漏。
2.5 采油助剂影响
SZ36-1采油区属于老油田采油区,为提高采油率,在采油过程中通常采用AP-P4聚合物采油助剂(以下简称聚合物)。该聚合物属于改性聚丙烯酰胺,是在部分水解聚丙烯酰胺分子链上引入了少量的疏水基团而形成,既亲油又亲水。由于静电氢键和范德华力作用, 在分子间产生具有一定强度的物理缔合作用, 使得原来分子量较低的聚合物分子形成巨大的三维立体网状结构。在适当的温度、流速以及作为媒介的金属离子促进下,AP-P4聚合物凝胶聚集到一起,吸附包裹原油中的重组分及沙土类物质,随原油进入生产系统,容易堵塞电脱盐前换热器(见图6)、电脱盐罐及附属电极吊挂(见图7),导致电脱盐温度大幅下降,电脱盐效果变差。随着盐类、泥沙等颗粒物进入加热炉,加剧了炉管冲刷腐蚀[5-9]。

图6 电脱盐前换热器堵塞

图7 电脱盐罐内聚合物
2.6 材质偏低
SZ36-1原油的酸值在3.0 mgKOH/g以上,环烷酸在高温下的腐蚀性很强。按照新的设计选材导则[10],加工高酸原油,加热炉辐射室炉管应该选用316L不锈钢材质,而该炉管及弯头材质为Cr5Mo,材质明显偏低,不耐环烷酸腐蚀,这是造成炉管弯头腐蚀穿孔的材质因素。
3 处理措施及应用效果
3.1 处理措施
(1)提高辐射炉管材质。建议将气化段后5根炉管及所有辐射室弯头换成316L不锈钢材质,炉管弯头应进行固溶热处理。下次检修时将辐射室炉管全部更换为316L不锈钢材质。
(2)严格按施工规范施工。炉管与弯头焊接应采用氩弧焊打底以减少焊缝焊肉突出,减轻对介质流动的影响。
(3)通过增加原油罐容,原油在罐区24 h静置脱水。电脱盐罐定期切换出系统,清理AP-P4聚合物,提高电脱盐效率。
(4)严格控制加热炉运行负荷,不超负荷运行。严格执行工艺指标,防止单分支偏量。
3.2 应用效果
采用以上措施后,保障了常压炉安全运行。检修时检测炉管易腐蚀部位,未发现弯头壁厚明显减薄,防腐蚀效果良好。
4 结 语
原油酸值高、腐蚀部位存在流体相变、加热炉超负荷、炉管材质不符合选材导则要求及原油中携带采油助剂等是炉管腐蚀泄漏的主要原因。采取炉管材质升级、氩弧焊打底焊接炉管、加强原油静置脱水、电脱盐罐定期清理、优化操作条件和稳定运行负荷等措施以控制腐蚀。采取以上措施后,保障了常压炉炉管的安全运行,防腐蚀效果良好。
猜你喜欢
辽宁化工(2022年4期)2022-04-28 06:56:22
石油化工腐蚀与防护(2022年1期)2022-03-07 07:35:16
云南化工(2020年11期)2021-01-14 00:50:56
中国特种设备安全(2020年11期)2020-06-09 09:15:12
祝您健康·文摘版(2019年10期)2019-10-14 02:07:23
设备管理与维修(2016年7期)2016-04-23 06:51:54
石油化工建设(2016年4期)2016-02-27 15:03:17
石油化工建设(2015年1期)2015-12-01 04:16:36
应用化工(2014年9期)2014-08-10 14:05:08
经济林研究(2013年2期)2013-04-04 05:43:52