拉伸垫圈在柴油加氢装置法兰紧固上的应用
2019-08-21 02:25:34
石油化工腐蚀与防护 2019年3期
(中海油东方石化有限责任公司,海南 东方 572600)
1 装置所用法兰和螺栓概况
柴油加氢装置的高压部分包括上流式反应分离器、循环泵系统、高压换热器、反应进料系统及氢气压缩机系统等部分。高压部分采用环形法兰和金属垫片密封。高压法兰公称直径为150~300,特别是DN250和DN300法兰,所用螺栓尺寸大、数量多,其中DN300的法兰螺栓数量就有16条。高温高压法兰一旦泄漏,高温高压、易燃易爆的介质就会泄漏着火,严重时发生爆炸,危害极大。
2 法兰泄漏原因
法兰泄漏除了垫片选用不正确,法兰有缺陷或腐蚀,安装时垫片和环形法兰间有杂质等原因外,主要还有以下两个原因引起。
2.1 预紧力不正确
法兰连接系统主要由两边法兰、垫片、螺栓和螺母组成。螺栓将法兰和垫片紧紧的连接在一起,从而产生预紧力。施加在螺栓上的预紧力必须满足垫片密封所需要的比压力。预紧力过小,达不到密封效果,法兰处就会发生泄漏;预紧力过大,垫片失去弹性,法兰处也会发生泄漏。
2.2 预紧力不均匀
法兰是由多条螺栓紧固的,如果每条螺栓间施加的预紧力不均匀,法兰很难平行闭合。在装置开停工过程中螺栓发生了热膨胀从而降低了螺栓的拉紧力,这样预紧力大的螺栓还能照样保证此方位法兰不泄漏,预紧力小的螺栓在热胀冷缩后,拉紧力降低,法兰易泄漏。
3 螺栓的紧固方式
现代的石化企业有越来越多的紧固工具可供选择,如风动扳手、液压扳手、拉伸垫圈及其专用的液压定矩扳手等。但由于柴油加氢装置压力高、温度高、开停工时法兰温差变化大,风动扳手和液压扳手在柴油加氢装置高压法兰部位有其缺陷性,所以柴油加氢高温高压法兰部位的法兰选用拉伸垫圈及其特有的液压定矩扳手作为紧固工具。
3.1 风动扳手
风动扳手有以下优点:安全防爆、扭矩大、质量轻、体积小、效率高、结构简单及维修方便等。但风动扳手无法提供一个精确的扭矩,存在着预紧力过大或者过小的问题,且风动扳手只有一个扳头,无法实现同步紧固,只能一个螺栓一个螺栓地紧固,对于多螺栓的法兰,当一个螺栓紧完一圈时,原先开始紧固的螺栓又松开了,这样反复紧几轮才能把所有螺栓紧固,且每个螺栓施加的扭矩不一样,无法实现均匀紧固。
3.2 液压扳手
优点:机具体积小、出力大,可精确设定施加的扭矩。对大规格螺栓、狭小空间螺栓等应用优势明显,理论上可精确控制扭矩,得到精确的螺栓预紧力。
缺点:容易偏载,摩擦力不可控。
六角套筒与螺母相结合,在液压扳手的驱动下,克服螺纹副及螺母转动面的摩擦力,使螺母沿着螺旋线向下不停地转动,从而拉伸螺栓产生预紧力。但是在紧固过程中必须将液压扳手固定在一个支点上,这样不仅会产生偏载,且紧固过程中产生偏载时螺栓的运动方向不是相对竖直向上,而是带有一定角度的倾斜,由此造成的摩擦力变化未知,这样表面上每根螺栓都施加固定的预紧力,但由于偏载原因每条螺栓的预紧力会变得不一样,法兰就不会平行贴合。同时偏载还会使螺栓发生咬牙现象。偏载时螺母和螺牙的咬合情况见图1。
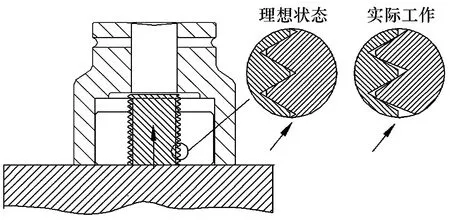
图1 偏载时螺母和螺牙的咬合情况
3.3 拉伸垫圈
3.3.1 拉伸垫圈结构
拉伸垫圈由外圈和内圈组成,内圈的螺牙规格和被紧固的螺栓螺牙规格一致,内圈采用过盈配合液压挤压进去,不会和外圈发生环向位移。在螺栓紧固过程中内圈的作用是紧紧和螺杆啮合咬住,防止螺杆在向上拉长过程中发生偏移,保证法兰在紧固过程中螺杆只作竖直的拉长,不会发生偏移,从而不会产生偏载。外圈朝向法兰一面上刻有许多长条状条纹,作用是在紧固过程中不发生周向移动,紧固完成后承受螺栓预紧力。拉伸垫圈结构见图2。

图2 拉伸垫圈结构
3.3.2 拉伸垫圈的特点
(1)在紧固过程中,内圈死死地和螺杆咬合,螺栓不会发生摆动,只作竖直向上运动,使得拉伸垫圈工具施加的扭矩力更加精确地作用在螺杆上。
(2)拉伸垫圈在紧固过程中使用专用的扳手,不需要额外的支点,依靠独特设计的双层套筒和拉伸垫圈外圈专有的设计就能实现紧固,紧固过程不会产生偏载。紧固过程示意见图3。
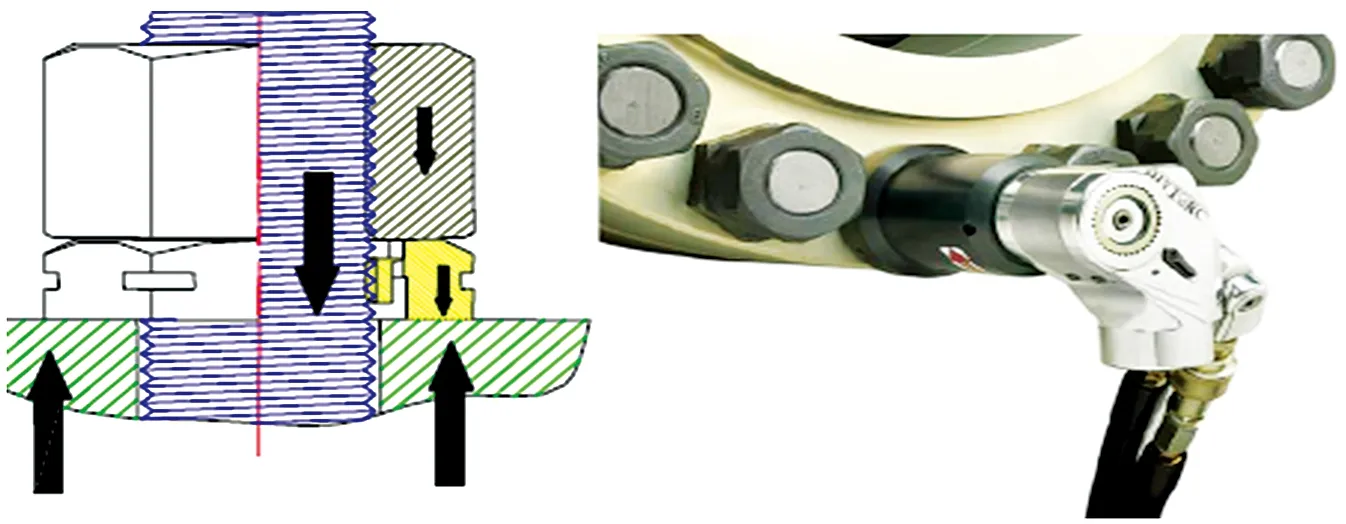
图3 拉伸垫圈紧固过程示意
(3)由于没有偏载,紧固时每条螺栓均能获得精确的扭矩值,实现法兰平行紧固。
(4)紧固过程可以用两个扳手或者四个扳手同时紧固,实现同步紧固。
4 拉伸垫圈紧固过程
4.1 确认螺栓预紧力
以M52的螺栓为例,其工作参数如下:法兰上有M52×3的双头螺栓40条,有效长度约580 mm,螺母厚度34 mm,螺栓材料35CrMoA(10.9级强度等级);法兰密封面外径1 127 mm,八角垫片,密封面宽度32 mm,法兰总厚度546 mm;封头工作压力6 MPa,试压压力10 MPa,工作温度160 ℃,安装温度25 ℃。
4.1.1 计算螺栓紧固所需的预紧力
预紧力F=F1+F2+F3
(1)
式中:F1为补偿温差所需的预紧力;F2为克服内压所需的预紧力;F3为设备工作时保证密封垫正常工作所需的预紧力。
利用文献[1]查找计算公式,利用文献[2]和文献[3]查找相关参数,计算可得:F1=39.059 kN,F2=221.868 kN,F3=116.961 kN。所需预紧力F=39.059+221.868+116.961=377.888 kN。
4.1.2 密封垫最小预紧力比压校核
查看垫片系数参考值,密封垫为八角垫,密封面宽度为32 mm,则垫片系数m=4.25,预紧比压y=70 MPa。
保证不泄漏每个螺栓需要的预紧力为F0。
F0=yA/X=192.54 kN
F>F0,按F预紧力紧固后,比压校核通过。
4.1.3 螺栓强度校核
螺栓材料35CrMoA(10.9级强度等级),螺栓规格M52×3,查文献[2]可知,材料的屈服强度σs=930 MPa。
计算所得螺栓预紧力产生的螺栓应力为:
σ=F/A1=198.879 MPa
σ/σs=21.38%
计算结果表明,螺栓处于屈服强度的21.38%,紧固完成后螺栓仍然非常安全。
4.1.4 紧固螺栓需要的扭矩
采用HYTORC拉伸的载荷技术无侧向偏载紧固螺栓,螺栓预紧力对应的扭矩可计算得出:
扭矩T=2fr=(F×螺母系数)K·2r
=3 144.028 Nm
式中:r为螺栓的半径;K为螺栓与螺母间摩擦系数。
4.2 确认液压定矩扳手油泵压力
上述计算出来的M52螺母的扭矩为T=3 144.028 Nm,根据凯特克液压扭力扳手型号,查找扳手液压扭矩对照表,可以查出液压扭矩扳手油泵压力设定值。
4.3 紧固注意事项
(1)准备好螺栓。由于额外安装拉伸垫圈在螺杆上,所以螺杆的长度要比正常的长约30 mm。
(2)准备高温防咬合剂。将每条螺栓两端都抹上高温防咬合剂,防止拆卸困难。
(3)准备好合格的垫片。拉伸垫圈的垫片最好选用新垫片,检查环形法兰有没有受损,检查并清理环形圈里的杂质。
(4)将垫片装在法兰间,穿好螺栓,用手动扳手将螺母对称均匀拧上。检查法兰四个方向间隙是否均匀。
(5)拉伸垫圈紧贴着法兰,普通螺母安装在拉伸垫圈上。首先用手动梅花扳手将普通螺母对称均匀拧紧,保证法兰间的间隙均匀,其次用手动扳手初步紧固,最后再用拉伸垫圈液压扳手分步紧固到位。
5 结 语
拉伸垫圈在柴油加氢高温高压法兰紧固上的应用是可行的。它不仅能使高温高压法兰在正常生产时保持不泄漏,还能在装置开停工、法兰温度剧烈波动下使高温高压法兰不泄漏,保障了装置的安全、环保及长周期运行。
猜你喜欢
青少年科技博览(中学版)(2023年9期)2023-11-30 03:42:26
岷峨诗稿(2022年4期)2022-09-02 22:10:28
——海南热带海洋学院附属中学砥砺奋进中
新教育(2022年1期)2022-02-23 01:33:16
设备管理与维修(2019年12期)2019-02-18 00:51:40
化肥设计(2018年2期)2018-05-18 12:23:17
凿岩机械气动工具(2017年3期)2017-11-22 07:21:50
军营文化天地(2017年7期)2017-09-25 07:43:48
防爆电机(2016年5期)2016-11-19 05:10:22
军事文摘(2016年16期)2016-09-13 06:02:51
河南科技(2014年23期)2014-02-27 14:18:56