纺织品耐光色牢度色差值曝晒过程能力分析
2019-08-19 01:37相立群
染整技术 2019年5期
黄 松,相立群
(1.江苏省纺织产品质量监督检验研究院,江苏南京 210007;2.上海罗中科技发展有限公司,上海 201800)
耐光色牢度是纺织品的重要检测项目之一。在测试过程中,测试数据受到不同因素的影响,如辐照度、温度、湿度、灯管、滤光片、距离、均匀性等[1-5]。日晒试验机是纺织品耐光测试结果是否准确可靠的决定性设备,但是同设备不同批次、设备间性能各有差异,检测机构目前需要一种行之有效的综合评估数理统计方法。过程能力指数(CPK)从数值上能反映对过程的控制能力在哪个水平上,需不需要改进;当需要改进时,计算过程能力指数得到的偏移量和标准差能告诉我们是偏移大了导致,还是离散大了导致,有时也可能是两者共同作用造成的。本课题拟从生产控制的角度来探讨,将4 级蓝色羊毛标样一阶段在不同Q-Sun设备上得到的色差值借助统计软件Minitab进行过程能力分析,选出最佳耐光色牢度测试的设备,缩小设备间差距。检测机构开展过程能力分析不仅是提高耐光试验质量的重要途径,也是提高技术管理水平的重要手段。
1 实验
1.1 仪器与材料
仪器:Datacolor 800台式分光光度仪[德塔颜色商贸(中国)有限公司],Q-Sun B02、Q-Sun Xe-2(美国Q-Lab公司)。材料:蓝色羊毛标样4级(SDC Enterprises Limited),ISO 105 A02—1993 CIELAB色差值为1.7±0.3。
1.2 测试
测色孔径SAV(10 mm照明,6.5 mm测量);D65光源/10°,照明/观测条件:0/d,100%UV(滤镜off)。4级蓝色羊毛标样一阶段按GB/T 8427—2008方法3进行曝晒20 h,制样尺寸:45 mm×10 mm。
2 结果与讨论
2.1 色差值测量系统分析
在分析每台Q-Sun日晒试验机的过程能力之前,需要确认现有的Datacolor 800 色差测量是有效可控的。校准后,选择盲测法,安排3位操作员分别测量了10个具有代表性的、不同批次的4级蓝色羊毛标样一阶段色差值,每个样品测量3次,测试结果分析见表1、2。
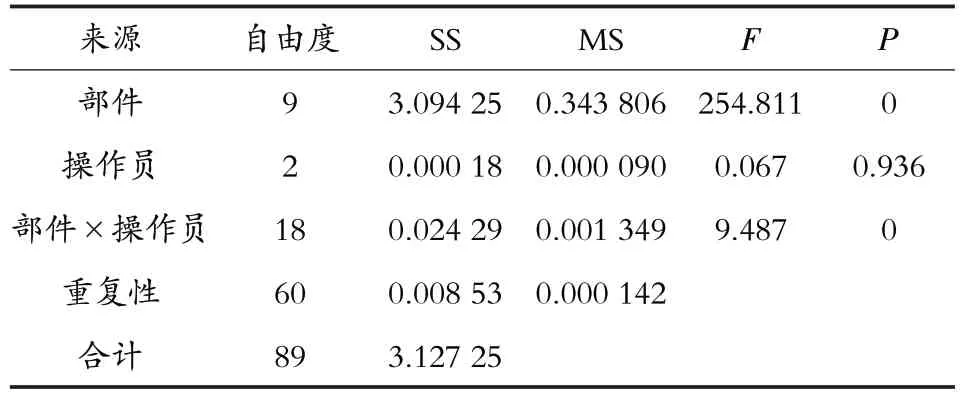
表1 测试结果(DE)的量具R&R(交叉)方差分析
由表1可知,操作员P值=0.936,说明测量变异不取决于执行测量的操作员。

表2 量具R&R的方差分析
由表2 可知,合计量具R&R 在方差分量中的贡献百分数为1.41%,远小于部件间在方差分量中的贡献百分数(98.59%)。这说明所有色差测量值中的波动基本上都是部件间引起的,测量系统误差造成的波动非常小。可区分的类别数=11,远大于5。合计量具R&R 在%研究变异中为11.88%,低于30%,说明测量系统是可以接受的。
色差值的量具R&R见图1。

图1 色差值的量具R&R(方差分析报告)
由图1a 变异分量图可以看出,再现性大于重复性,且图1e部件×操作员图中显示操作员2、3的均值略有上扬,表明操作员之间略有差异;图1b R控制图显示每个操作员测量的同一个部件的极差形成的控制图数据点均落在控制限内,极差无特异,重复性较好;图1c Xbar控制图中22个点在控制限外,说明测量系统能够提供用于该过程的有用数据。综上所述,现有的色差值测量系统是可控的。
2.2 耐光曝晒过程能力分析
利用Minitab的Capability analysis 统计功能,得到No.1 Q-Sun B02 的能力过程报告如图2 所示。由图2a I 图可知,过程受控制,可以进行过程能力分析;由图2c 最后25 个观测值可知,标绘点围绕着过程均值随机分布;由图2d 能力柱状图可知,测量值都位于规格区间1.4~2.0 内;由图2e 正态概率图可知,P值0.523>α=0.05,符合正态分布;由图2f 能力图可知,Cpk 为1.64,1.64>Cpk≥1.33,属于2 级,过程能力充足,技术管理能力很好,应继续保持。Pp=1.73,Ppk=1.70,两者约等于Cp 和Cpk,这表明当前的过程能力非常接近过程固有的能力,过程中不存在组件差异过大的特殊因素,应当从寻找随机因素入手提高过程能力。
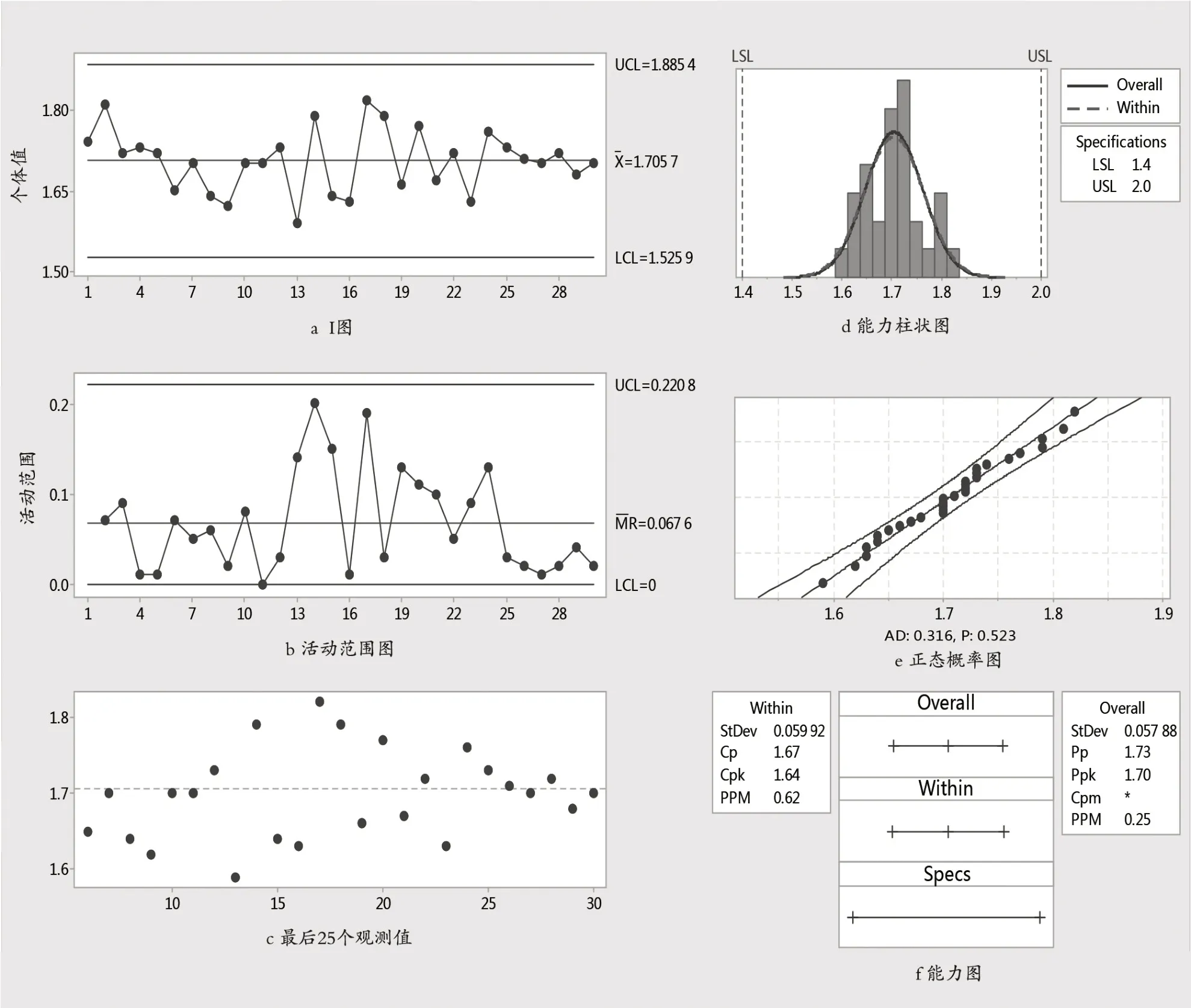
图2 No.1耐光机4级蓝色羊毛标样一阶段的曝晒过程能力报告图
以No.2 Q-Sun Xe-2h的能力过程报告图为例,举例具体分析过程能力。由图3a I 图可知,过程受控制,可以进行过程能力分析;由图3c最后25个观测值可知,标绘点围绕着过程均值随机分布;由图3d 能力柱状图可知,测量值都位于规格区间1.4~2.0 内;由图3e 整体概率图可知,P值0.366>α=0.05,符合正态分布;由图3f能力图可知,Cpk为1.10,1.33>Cpk≥1.00,属于3级,过程能力正常,技术管理能力较好,还有提升的空间。
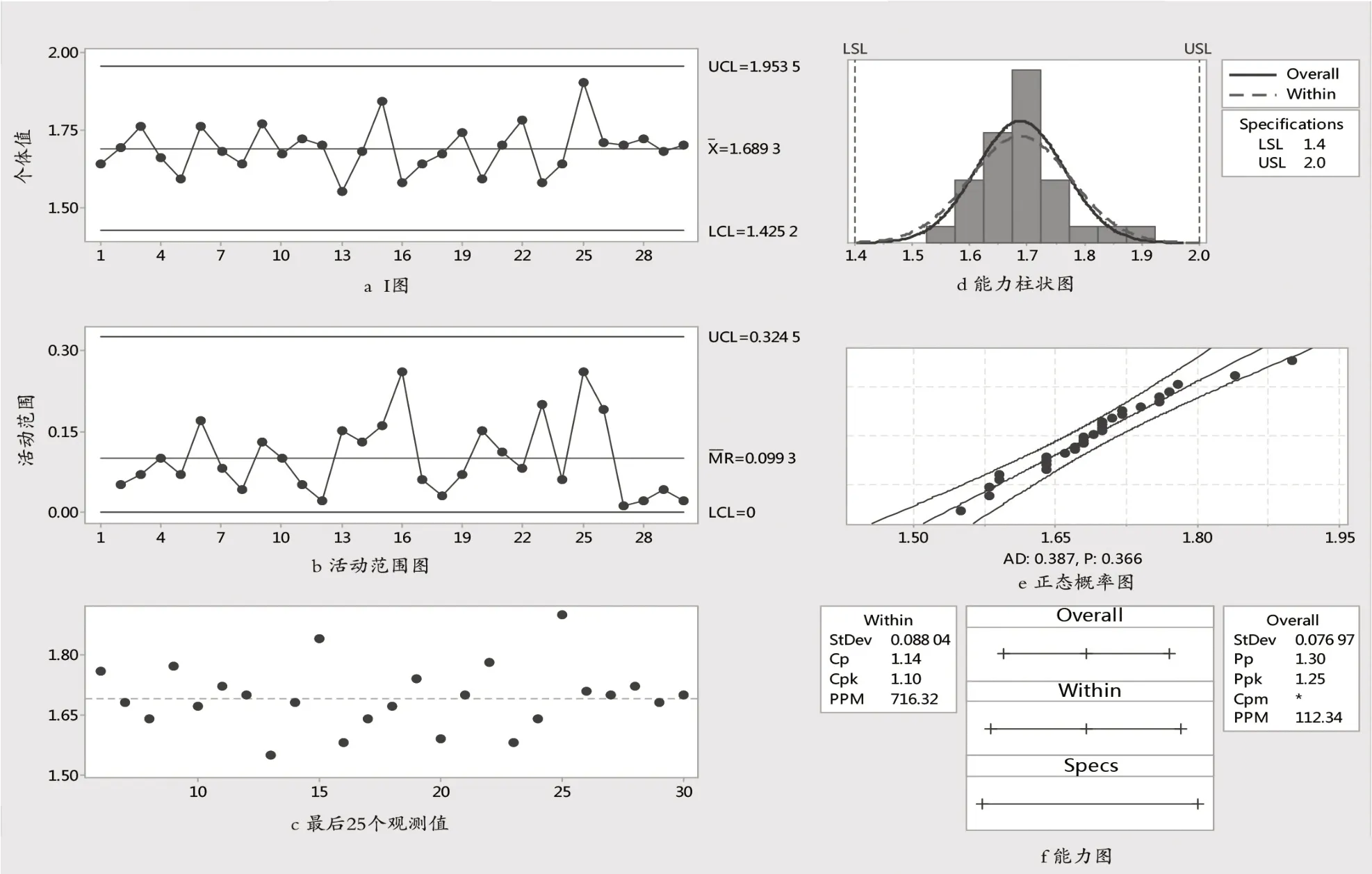
图3 No.2耐光机4级蓝色羊毛标样一阶段的曝晒过程能力报告图
No.3耐光机4级蓝色羊毛标样一阶段的曝晒过程能力报告图见图4。
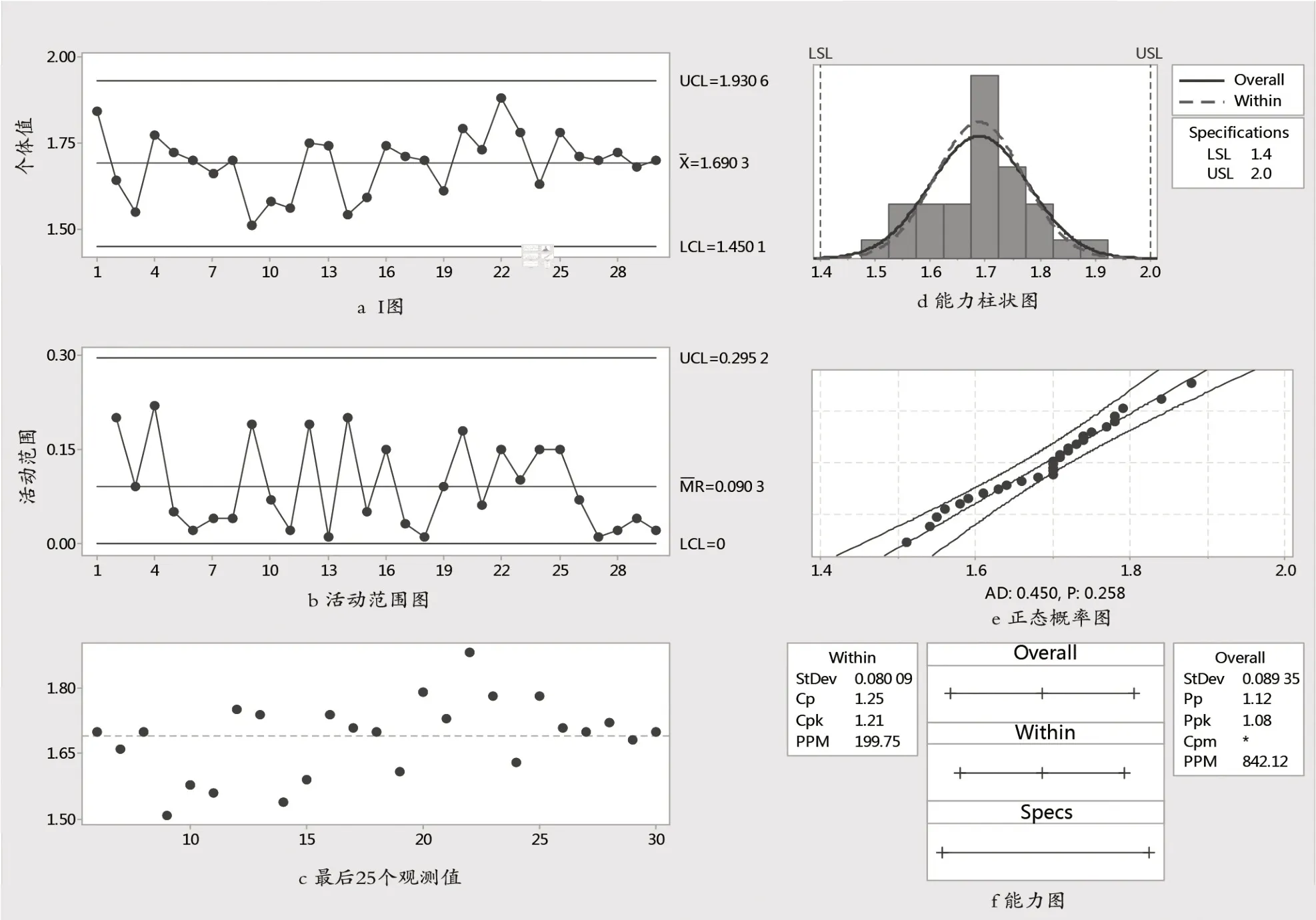
图4 No.3耐光机4级蓝色羊毛标样一阶段的曝晒过程能力报告图
以No.3 Q-Sun Xe-2h的能力过程报告图为例,举例分析过程能力。由图4a I图可知,过程受控制,可以进行过程能力分析;由图4c最后25个观测值可知,标绘点围绕着过程均值随机分布;由图4d能力柱状图可知,测量值都位于规格区间1.4~2.0内;由图4e正态概率图可知,P值0.258>α=0.05,符合正态分布;由图4f 能力图可知,Cpk 为1.21,1.33>Cpk≥1.00,属于3级,过程能力正常,技术管理能力较好,还有提升空间。
3 结论
(1)通过4 级蓝色羊毛标样的一阶段耐光色牢度色差值曝晒过程能力分析,得出No.1耐光机的Cpk=1.64(级别2)>No.3 耐光机的Cpk=1.21(级别3)>No.2耐光机的Cpk=1.10(级别3)。
(2)纺织品耐光色牢度最合适在No.1机上曝晒,No.2 机和No.3 机的过程能力正常,应采取改善措施,还有提升空间。
(3)过程能力分析可以数值化,清晰地呈现不同耐光机台之间的差异,为提高耐光技术管理水平提供了新思路。
猜你喜欢
军事文摘(2022年13期)2022-08-27
农药科学与管理(2022年6期)2022-08-03
昆明医科大学学报(2021年5期)2021-07-22
中国食品(2020年16期)2020-08-31
——第二部分:原棉短纤维率标样的验证试验分析
中国纤检(2020年7期)2020-07-22
中国电气工程学报(2020年1期)2020-06-08
当代旅游(2019年3期)2019-09-19
高中时代(2017年7期)2018-02-24
南方农业·下旬(2017年8期)2017-10-23
科学与财富(2017年24期)2017-09-06