TRIP/TWIP异种钢激光偏束焊接接头的显微组织与力学性能
2019-08-16 09:10刘仁东吴文恒
上海金属 2019年4期
王 涛 张 梅 刘仁东 卢 林 张 亮 吴文恒
(1.上海材料研究所上海3D打印材料工程技术研究中心,上海 200437; 2.上海大学材料科学与工程学院,上海 200444; 3.鞍钢技术中心,辽宁 鞍山 114001)
轻量化是汽车产业的重要发展方向,将高强度钢板应用于汽车制造是实现轻量化的有效手段[1]。相变诱发塑性(transformation induced plasticity, TRIP)钢和孪晶诱发塑性(twinning induced plasticity, TWIP)钢因具有良好的强塑性匹配及成型性能受到汽车行业的持续关注,并逐步应用于汽车重要结构件的制造[2- 3]。激光焊接是汽车制造中的关键工艺之一,具有焊缝强度高、宽深比低、焊接热变形小等诸多优点,现已在规模化工业生产中广泛应用。因此,TRIP钢和TWIP钢的激光焊接性能研究对于扩展其工业化应用具有重要意义,而异种钢的焊接研究也成为实现差异化结构性能零部件的有效连接和车身结构一体化的关键技术途径[4]。
针对TRIP钢和TWIP钢的异种钢焊接,国内外学者研究表明,TRIP钢与TWIP钢中锰含量的差异会导致激光焊接熔池中发生Mn元素的稀释,使焊接接头的脆性明显增加[5- 6]。添加焊丝能够改善TWIP钢熔化对焊缝成分的影响,并获得近似TWIP钢焊接形成的奥氏体焊缝[7- 8],但焊接接头的力学性能提升有限[9- 10]。不添加焊丝的情况下,合理控制焊接工艺窗口也能改善焊缝内合金成分分布,获得高质量的焊缝[11]。此外,焊缝中锰元素的不均匀分布还会显著影响焊缝中凝固组织形态、退火孪晶界比例以及晶粒的细化程度,从而影响焊接接头的力学性能和断裂位置[12]。
目前对于TRIP钢和TWIP钢在异种钢焊接时光束偏移量的优化问题几乎未见报道。因此,本文采用光纤激光器,通过偏移激光束对TRIP钢与TWIP钢进行焊接,研究激光束偏移量对焊接接头的显微组织和力学性能的影响,旨在为TRIP钢和TWIP钢的异种钢激光焊接工艺及性能研究提供技术参考。
1 试验材料与方法
试验母材为鞍钢提供的1.5 mm厚1 000 MPa级TRIP钢板及1 200 MPa级TWIP钢板,两者的化学成分与力学性能分别见表1和表2。
焊接设备为IPG- YLS6000型光纤激光器,待焊接试样尺寸为100 mm×80 mm,采用对接形式进行焊接,焊接方向垂直于轧制方向,激光功率、焊接速度和保护气体流量分别设定为3.5 kW、4.8 m/min和20 L/min,光束偏移量分别为-0.5、0、+0.5 mm(规定激光束向TWIP钢侧偏移为正)。
焊后截取小块焊接接头试样,经机械抛光后使用体积分数为4%的硝酸酒精溶液侵蚀,然后采用VHX- 600超景深光学显微镜(OM)观察焊接接头截面的宏观形貌,并使用Appollo300场发射扫描电子显微镜(FG- SEM)搭载OXFORD- INCA能谱仪对焊接接头的显微组织进行表征。
使用MH- 3维氏硬度计测试TRIP/TWIP焊接接头的显微硬度,试验力为200 g,加载时间为15 s,沿钢板1/3及1/2厚度处测量,测点间距为100 μm。
依据GB/T 228.1—2010加工焊接接头的标准拉伸试样,平行标距端的长度和宽度分别为30和6.4 mm。焊接接头的拉伸试验在CMT 5105型微机控制电子万能试验机上进行,垂直于焊缝及平行于焊缝方向拉伸,拉伸速率为3 mm/min。

表1 试验用TRIP钢的化学成分(质量分数)及力学性能Table 1 Chemical composition (mass fraction, %) and mechanical properties of the tested TRIP steel

表2 试验用TWIP钢的化学成分(质量分数)及力学性能Table 2 Chemical composition (mass fraction, %) and mechanical properties of the tested TWIP steel
2 试验结果与分析
2.1 焊接接头的宏观形貌
图1为不同光束偏移量下,TRIP钢与TWIP钢的异种钢焊接接头截面的宏观形貌。由图1可知,采用试验焊接工艺可获得完全焊透的焊接接头。焊接接头TWIP钢侧的热影响区较窄,而TRIP钢侧的热影响区较宽,且热影响区内的组织形貌变化明显。其原因在于,TWIP钢为单相奥氏体钢,热影响区仅发生晶粒粗化,而TRIP钢的复相组织在焊接热循环中较宽的温度区间内均可发生组织转变,因此热影响区内的组织形貌差异显著[13]。
此外,偏移量为-0.5和0 mm时获得的焊缝内部组织不均匀(见图1(a)和图1(b)),可观察到不连续分布的树枝晶,并且当激光束由TRIP钢侧向TWIP钢侧偏移时,焊缝截面中的树枝晶数量明显增多,当偏移量为+0.5 mm时,整个焊缝由树枝晶组成,组织形态均匀(见图1(c))。
2.2 焊接接头的微观形貌
使用FG- SEM进一步观察TRIP/TWIP焊接接头的显微组织,如图2所示。激光束偏移量为-0.5和0 mm时形成的焊缝主要由奥氏体与马氏体组成(见图2(a)和图2(b)),而偏移量为+0.5 mm时形成的焊缝为全奥氏体组织(见图2(c))。此外, 组织不均匀的焊缝中(见图2(a)和图2(b))局部区域的树枝晶在生长方向上被马氏体分隔,使用EDS线扫描对奥氏体和马氏体区域进行Mn、Si和Al元素含量分析,结果表明,奥氏体与马氏体中Mn含量差异最为明显(见图2(b))。由此可见,激光束偏移量为-0.5和0 mm时,焊缝组织的不均匀归因于局部Mn含量的分布差异;而偏移量为+0.5 mm时,熔化的TRIP钢稀释了熔池中的Mn,但熔池中的Mn含量仍足以使凝固形成的全奥氏体组织稳定至室温。

图1 不同偏移量下TRIP/TWIP激光焊接接头截面的宏观形貌Fig.1 Cross- sections of laser welded TRIP/TWIP dissimilar joints formed using beam- offset welding procedure
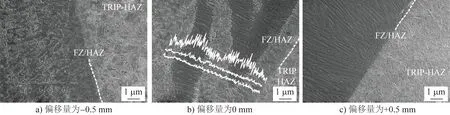
图2 不同偏移量下TRIP/TWIP激光焊接接头截面的SEM形貌Fig.2 SEM morphologies of laser welded TRIP/TWIP dissimilar joints formed using beam- offset welding procedure
激光焊接过程中, 激光束形成的Marangoni流会促使熔池内金属液的搅动和合金元素的混合稀释[14]。在激光焊接TRIP钢和TWIP钢时,焊接位置的TRIP钢与TWIP钢熔化后随Marangoni流在熔池中流动,但快速冷却使熔池迅速凝固从而显著缩短溶质元素的混合时间,树枝晶从熔池边缘向熔合线生长,导致熔池内合金元素的分布状态在短时间内被冻结,因此在单一树枝晶晶内即可导致合金元素明显的不均匀分布。Mn是稳定奥氏体元素,当熔池中Mn含量不足以将整个熔池凝固后形成的奥氏体稳定至室温时,Mn含量较高的区域冷却后仍为奥氏体,从而使树枝晶的形态得以保留;Mn含量较低的区域则会在冷却过程中发生马氏体转变,因此在焊缝局部区域形成奥氏体与马氏体间隔分布的显微组织形态,而焊缝的宏观组织形态在一定程度上可以表征熔池中的Marangoni流。
3 焊接接头的力学性能
3.1 显微硬度
不同光束偏移量焊接获得的TRIP/TWIP焊接接头的显微硬度分布如图3所示。其中,TRIP钢和TWIP钢母材的平均显微硬度分别为295和300 HV0.2。焊接接头中TWIP钢侧的热影响区由于晶粒粗化,显微硬度略低于TWIP钢母材,而TRIP钢侧热影响区的显微硬度从母材到焊缝边缘逐渐上升,并且在靠近母材的区域没有出现明显的局部软化现象。
光束偏移量为-0.5和0 mm时的焊缝内硬度分布波动较大,邻近区域的最高硬度差大于200 HV0.2(如图3(a)和图3(b)中虚线框所示),焊缝内明显的硬度差异归因于局部区域奥氏体与马氏体的间隔分布。偏移量为+0.5 mm焊接获得的全奥氏体焊缝由粗大的树枝晶组成,因此其硬度明显低于两侧母材及热影响区。
3.2 拉伸性能
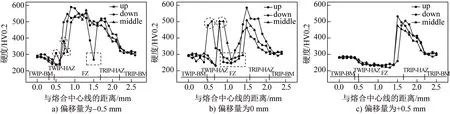
图3 不同偏移量下TRIP/TWIP激光焊接接头的显微硬度分布Fig.3 Microhardness profiles across the whole laser welded TRIP/TWIP dissimilar joints formed using beam- offset welding procedure
垂直于焊缝方向拉伸的TRIP/TWIP焊接接头试样的工程应力- 工程应变曲线如图4所示。可见拉伸曲线未出现明显的屈服平台, 焊接试样均断裂在焊缝。光束偏移量为-0.5和0 mm时焊接试样的断后伸长率均低于4%,由此判断,焊缝发生了脆性断裂。偏移量为+0.5 mm时焊接试样的抗拉强度和断后伸长率均明显改善,抗拉强度高于850 MPa,断后伸长率达到9.8%,但仍低于TRIP钢和TWIP钢母材。

图4 垂直于焊缝方向拉伸的激光焊接接头试样的工程应力- 工程应变曲线Fig.4 Engineering stress- engineering strain curves for the laser welded joint samples during the tensile testing in direction perpendicular to the weld line
图5为垂直于焊缝方向拉伸的TRIP/TWIP焊缝的断口形貌。由图可知,激光束由TRIP钢侧向TWIP钢侧偏移,TRIP/TWIP焊缝的主要断裂方式由脆性断裂(见图5(a))向脆性断裂和塑性断裂的混合型断裂(见图5(b))再向塑性断裂转变(见图5(c))。此外,根据焊缝的断口形貌判断,激光束偏移量为-0.5和0 mm焊接获得的焊缝,其断裂并非源于焊缝中的低硬度区,而是源于硬度较高的马氏体。
图6为平行于焊缝方向拉伸的TRIP/TWIP焊接接头试样的工程应力- 工程应变曲线。 可见拉伸试样均出现了二次断裂,第一次断裂在焊缝,裂纹扩展导致第二次断裂在TRIP钢侧。光束偏移量为-0.5和0 mm时焊缝的断后伸长率均小于5%,仍呈现出明显脆性断裂特征。而光束偏移量为+0.5 mm时焊缝的塑性较好,断后伸长率达到20%以上,同时抗拉强度达到1 039 MPa,力学性能接近TRIP钢母材。由此可见,激光束向TWIP钢侧偏移形成全奥氏体焊缝有助于提升焊接接头平行于焊缝拉伸时的力学性能。

图5 垂直于焊缝拉伸的TRIP/TWIP焊缝的断口照片Fig.5 Fracture morphologies of the TRIP/TWIP weld after the tensile testing in direction perpendicular to the weld line
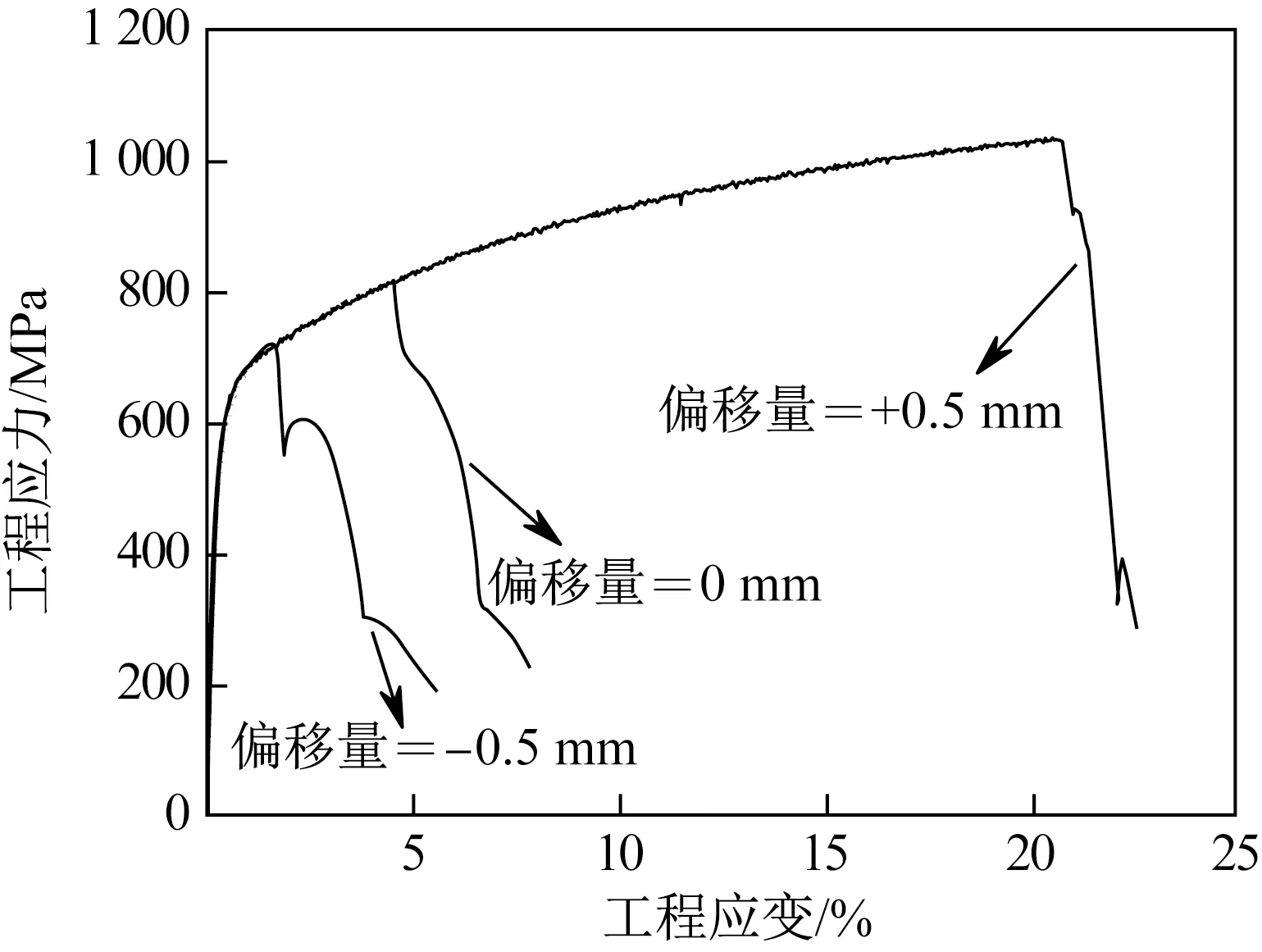
图6 平行于焊缝方向拉伸的激光焊接接头试样的工程应力- 工程应变曲线Fig.6 Engineering stress- engineering strain curves for the laser welded joint samples during the tensile testing in direction parallel to the weld line
图7为平行于焊缝方向拉伸的TRIP/TWIP焊缝的断口形貌。激光束由TRIP钢侧向TWIP钢侧偏移,其焊缝断裂形式的变化规律与垂直于焊缝拉伸时一致。结合图5和图7分析可知,TRIP/TWIP焊缝中发生锰元素的稀释从而形成奥氏体与马氏体的双相组织时,马氏体是焊缝发生脆性断裂的源头。然而,TRIP钢激光焊接形成的焊缝并未出现明显的脆性[13]。考虑到本文中TRIP钢与TWIP钢的合金成分差异,判断除Mn元素的稀释外,熔池中碳含量的变化也可能是导致焊缝中马氏体发生脆断的原因之一。当光束偏移量为-0.5和0 mm时,由于TRIP钢碳当量较高,而且TWIP钢熔化会增加熔池中的碳含量,熔池凝固后锰含量较低区域的碳含量和碳当量均会高于TRIP钢母材,引起焊缝局部区域的马氏体转变温度上升,并形成较高碳含量的马氏体,因此显著增加了焊缝的冷裂倾向。
当激光束向TWIP钢侧偏移形成全奥氏体焊缝时,焊缝可凭借TWIP效应进行强化[15],从而使TRIP/TWIP焊接接头的力学性能得到提升。但TRIP/TWIP焊缝中粗大的树枝晶以及不利于形成形变孪晶的丝织构导致焊缝力学性能的提升有限。

图7 平行于焊缝拉伸的TRIP/TWIP焊缝的断口照片Fig.7 Fracture morphologies of the TRIP/TWIP weld after the tensile testing in direction parallel to the weld line
4 结论
(1)光束偏移对TRIP/TWIP异种钢焊接接头的显微组织有明显影响,激光束由TRIP钢侧向TWIP钢侧偏移,焊缝的显微组织由奥氏体与马氏体的双相组织向全奥氏体组织转变。
(2)在激光束向TRIP钢侧偏移和无偏移的条件下,激光焊接过程中熔池内的搅动以及锰元素稀释和不均匀分布共同导致了TRIP/TWIP焊缝组织及硬度分布的显著差异。
(3)TRIP/TWIP异种钢焊接接头的抗拉强度及断后伸长率均低于TRIP钢和TWIP钢母材。在激光束向TRIP钢侧偏移和无偏移的条件下,熔池中碳和锰元素的稀释与含量变化是导致焊缝中马氏体发生脆性断裂的主要原因。激光束向TWIP钢侧偏移形成的全奥氏体焊缝有助于TRIP钢和TWIP钢异种钢焊接接头力学性能的提升。
猜你喜欢
上海金属(2022年3期)2022-06-01
地理空间信息(2022年3期)2022-04-01
新一代信息技术(2021年9期)2021-07-30
东北大学学报(自然科学版)(2020年10期)2020-10-19
物理学报(2019年4期)2019-03-16
计算机辅助工程(2018年4期)2018-10-09
自然资源遥感(2018年3期)2018-09-04
科技风(2018年19期)2018-05-14
制造技术与机床(2017年7期)2018-01-19
科技创新与应用(2017年11期)2017-04-27