结构胶的使用对汽车维修质量的影响
2019-08-16 08:45李超江婷
时代汽车 2019年11期
李超 江婷
汉高股份有限公司 上海市 201203
1 汽车生产过程概述
一般来讲,汽车的生产过程分五个步骤,即钢板冲压成型,焊接(连接),涂装,总装,验车。随着胶黏剂技术的发展,整车使用胶黏剂的技术也越来越成熟,包括密封胶,减震胶,折边胶,结构胶等。而结构胶能够提高车身刚度、耐久性能,降低结构应力集中,而且能够进行不同材料的连接(钢质和铝质等),对汽车轻量化的研究也有着重要的意义,车身轻量化设计,而胶粘特别适合薄壁板(<0,5mm)的粘接,如图1,产线上车身连接会用到大量的结构胶。

图1 产线上车身连接会用到大量的结构胶
2 常见维修连接方式
对于事故车,根据受损情况分为两种形式:轻微损伤(即小事故车)和严重损伤(大事故车),如图2。轻微损伤的车辆,主要对外板或外部安装件进行整形。而严重损坏的车辆,除了车身的外部板件的变形外,车身的结构件也发生了弯曲、扭曲等变形,一般需要上矫正平台,才能完成修理工作。
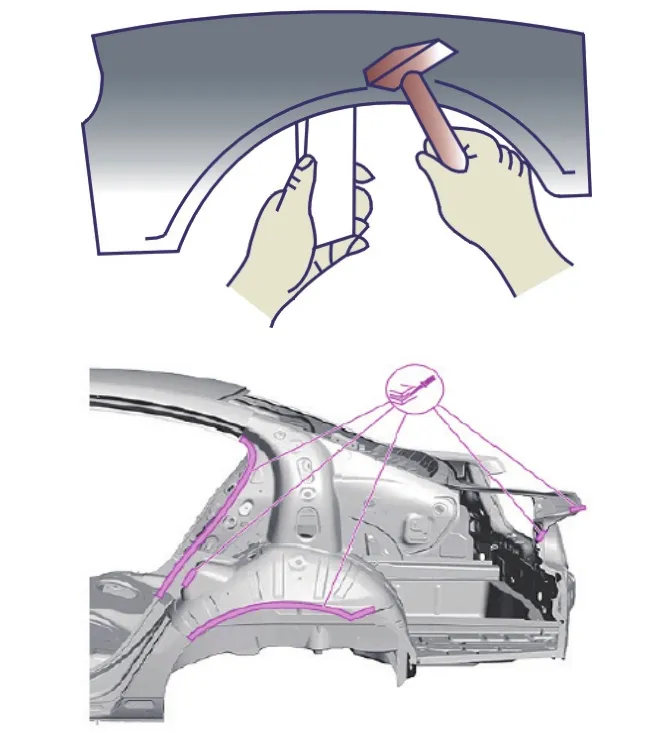
图2 车身维修方式
车身是由许多块板件所组成,主要是用机械紧固,焊接配合结构粘接将构成车身的为数众多的板件连接在一起,图3。必须将车辆的品质和功能恢复至事故前的状态,这就要求必须选择合适的车身连接方式进行维修,常见的车身连接方式包括焊接,点焊配合结构粘接,铆接配合结构粘接,直接粘接等。
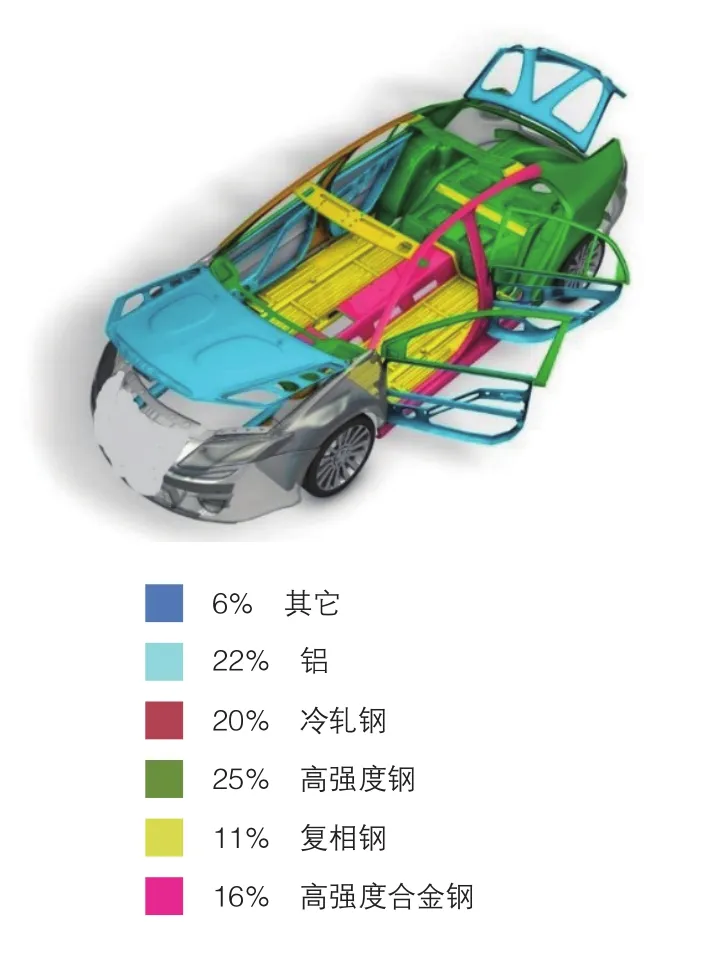
图3 车身由很多板件连接而成
3 结构胶黏剂介绍
常见的维修市场结构胶是双组份的环氧树脂,比如德国汉高的Teroson EP 5045,5055,5065等,3M,陶氏也有类似的结构胶。这种双组份高强度结构粘接剂可应用于车顶粘接,粘接+点焊,粘接+铆接。湿态下可以点焊;固化后硬而不脆;适用多种金属基材粘接,可用于包括钢制车身及全铝车身在内的车身结构部件的粘接。
双组分环氧胶的两个组分混合发生化学反应而固化,如图4,一般来讲,加热到100℃,只需要半个小时就可达到完全固化,不影响下一道工序。
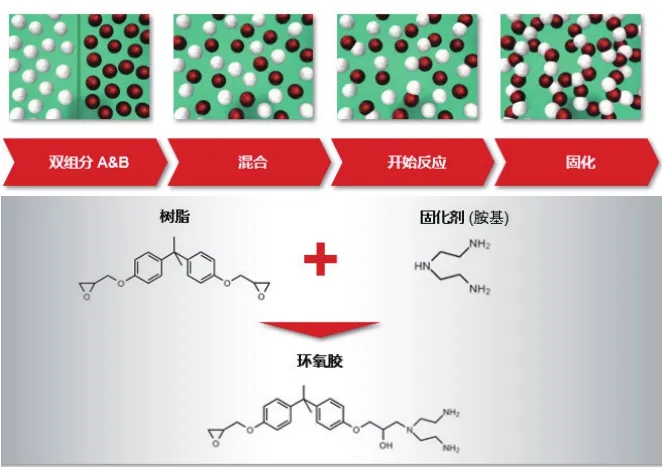
图4 双组份混合固化
4 结构胶应用位置
采用胶粘的方式参与车身部件的连接以起到加强,密封,防腐的作用。粘接在车身上既可以单独采用,也可以同铆接、螺栓连接及点焊配合采用,如图5,汽车车身上使用结构胶的位置众多。具体应用包括:

图5 汽车使用结构胶的位置
5 使用结构胶的优势
增加整车的刚性及韧性,提升抗冲击及抗扭曲性能,减少车辆的二次损伤;配合焊接,可有效在保持强度情况下减少焊点的数量,可以实现不同金属件的连接,有效防止结合面锈蚀,提升整车的承载能力,降低振动及噪音,提升整车舒适性。

图6 车身变形方向
如图7,点焊连接的H型结构受到冲击,点焊部位开始裂开,进而整个部件被完全损坏。如图8,采用胶粘连接,当受到冲击的时候,结构粘合剂会吸收一部分能量,其余的能量被H型部件抵消掉,这就增加了乘客在事故中的安全性。

图7 点焊连接的H型结构受到冲击破坏较大
图8 结构胶粘有效抵消了部分冲撞能量
6 售后市场结构胶的应用工艺
6.1 前处理
对于任何一种胶的施工,粘接面的前处理尤为重要。结构胶施工前,要对粘接面进行打磨,至裸露金属,然后清洁除油脂,等待干燥后,进行下一步施工,图9。
6.2 施胶
将双组份的结构胶黏剂装入胶枪,如图10,先打出一截摒弃不要,直至双组份同时出胶,再安装混合胶嘴,先打出的5厘米摒弃不要。因为双组份结构胶的固化是靠A,B组分混合发生化学反应,如果双组份出胶不均匀,会影响结构胶的固化和最终强度。然后打胶至待粘接金属板件上,压合,焊接,等待胶的固化,移至下一道工序。

图9 前处理

图10 结构胶施工
7 结语
采用胶粘的方式参与车身部件的连接以起到加强,密封,防腐的作用。结构胶粘接在车身上既可以单独采用,也可以同铆接、螺栓连接及点焊配合采用。使用结构胶的维修方法克提高车身部件连接强度,提供更好的抗撞击性能,可增加 10~20% 的车体刚性,减低振动与噪音,提高车辆舒适性,连接部位良好密封,防止腐蚀。
猜你喜欢
城市轨道交通研究(2022年2期)2022-11-18
机床与液压(2022年8期)2022-09-19
煤炭与化工(2022年3期)2022-04-08
汽车实用技术(2022年5期)2022-04-02
包装工程(2022年5期)2022-03-21
内燃机与配件(2022年2期)2022-01-17
航天制造技术(2020年1期)2020-03-28
计算机辅助工程(2019年4期)2019-12-20
汽车维护与修理(2018年18期)2018-10-10
印刷技术·数字印艺(2016年11期)2016-12-06