
三锥角水介质旋流器在化工用煤分选工艺中的应用研究
2019-08-13 00:44马佳伟崔广文隋文浩
煤炭加工与综合利用 2019年7期
马佳伟,崔广文,隋文浩
(山东科技大学 化工与环境工程学院,山东 青岛 266590)
随着现代煤化工产业的升级,我国正在实现传统煤化工向现代煤化工产业的转化,尤其是煤直接液化技术、煤间接液化技术、煤制烯烃技术、煤制乙二醇技术、煤制天然气技术和煤制芳烃等技术相继获得突破[1],在推动国民经济增长的同时,大幅度提升了化工用煤的需求量。同时,由于我国焦煤和肥煤资源比例逐年下降,可用于钢铁企业的原煤越来越少,而且我国原煤可选性较差,中间密度物含量高,致使许多选煤厂将此类炼焦煤以中煤或洗混煤的形式作为动力煤燃用。因此,对中煤的解离破碎再选以提高洗选精煤产率,是我国炼焦煤选煤厂的迫切需求[2]。
三产品重介旋流器分选流程是目前选煤厂采用较多的重选流程,具有分选效率高、精煤产率大等优点[3]。但由于重介旋流器直径大、细粒煤与粗粒煤分选密度差异较大等因素影响,导致三产品重介旋流器分选的中煤灰分大约在30%~40%。而化工用煤的煤质灰分要求小于20%,因此利用传统重选方法分选的中煤质量已无法有效适应煤化工企业的用煤需求。另外我国正处于压缩原煤产能的环境中,部分选煤厂原煤产量不足,单独洗选加工生产化工用煤,势必影响稀缺的焦化用煤需求量。因此有必要开发一种在线生产现代化工用煤的分选工艺。本文介绍的工艺就是在不影响炼焦煤正常生产条件下,将中煤破碎解离后进入三锥角水介旋流器再次分选,生产出化工用煤和高灰中煤两种产品。这不仅利于发展新型煤化工企业,促进煤炭产业升级,降低能耗和培育新的经济增长点,而且对保护环境和提高煤炭综合利用效率具有重要的现实意义[4]。
1 化工用煤的现状
化工用煤是除了动力用煤和炼焦用煤之外选煤产品的第三个重要应用方向,主要用于煤化工领域,包括高炉炼铁、高炉喷吹、煤炭直接液化和煤炭间接液化,是以煤作为原料,生产固体产品、液体产品、气体产品和其他化工产品。目前,我国化工用煤的产区主要分布在以产无烟煤为主的山西晋城和以产烟煤为主的陕西神木等地,其次还分布于山西阳泉、潞安,河南焦作、永城和宁夏汝箕沟等矿区;主要消费地在山东和河南等地区,运输以铁路和公路互补运输为主[5]。据《煤化工产业煤炭消费量控制及其政策研究执行报告》称[6],随着现代煤化工技术的突破,我国煤化工产业规模不断扩大,已成为世界上现代煤化工生产量最大的国家。化工用煤的消耗量整体呈增长态势,占总煤炭的比例和利用率不断提高,预计到2020年,化工用煤将比2015增长20%左右。以下是预计后期化工用煤呈现的特征:
(1)煤炭主产地自产自转化率提高,将导致内陆化工用煤愈发紧张。
(2)煤炭主产地洗选设施建设滞后、工艺流程不当和优质运输资源有限均影响化工用煤的生产量。
(3)化工用煤的原料煤种类单一是影响煤化工发展需求的主要因素。
(4)化工用煤的多元化也将利于控制原煤价格,对煤化工行业的健康持续发展起到重要作用。
2 三锥角旋流器应用于某选煤厂的试验研究
2.1 中煤粒度组成实验分析
根据某选煤厂工艺流程的优化,进行中煤解离再选生产化工用煤的试验。实验煤样取自某选煤厂中煤脱介筛筛上物料。为了解该煤样粒度组成,根据《煤炭筛分试验方法》对煤样进行筛分试验,得到其粒度组成见表1和表2。
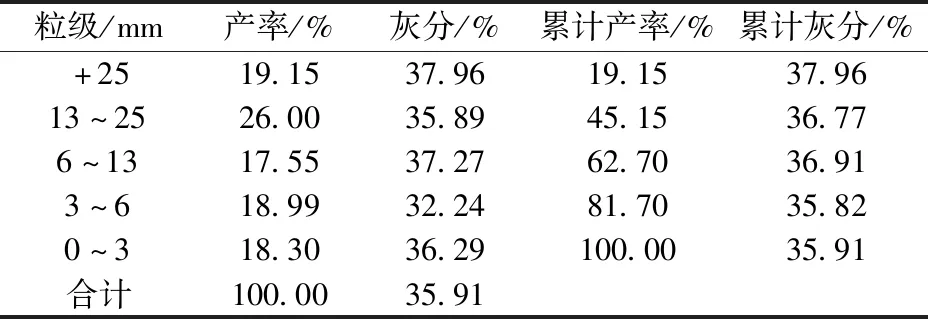
表1 煤样筛分试验结果

表2 煤样中小于3 mm粒级筛分结果
从表1可以看出,煤样各粒级分布较均匀,除13~25 mm粒级产率为26%以外,其余各粒级组成约为19%左右。另外,各粒级灰分也较接近,通过分级的方法很难从煤样中分离出灰分为20%以下的化工用煤。
从表2可以看出,小于3 mm粒级中大于0.15 mm粒级的累计产率为86.56%,累计灰分为34.55%;小于0.15 mm粒级的物料仅占13.44%;极细粒级中小于0.074 mm粒级占比较少,仅为1.47%。细粒级灰分相对较高,符合中煤脱介筛上物料性质。
2.2 煤样密度组成分析
为了解煤样密度组成情况,根据《煤炭浮沉试验方法》对破碎前煤样进行各粒级浮沉试验,结果见表3。
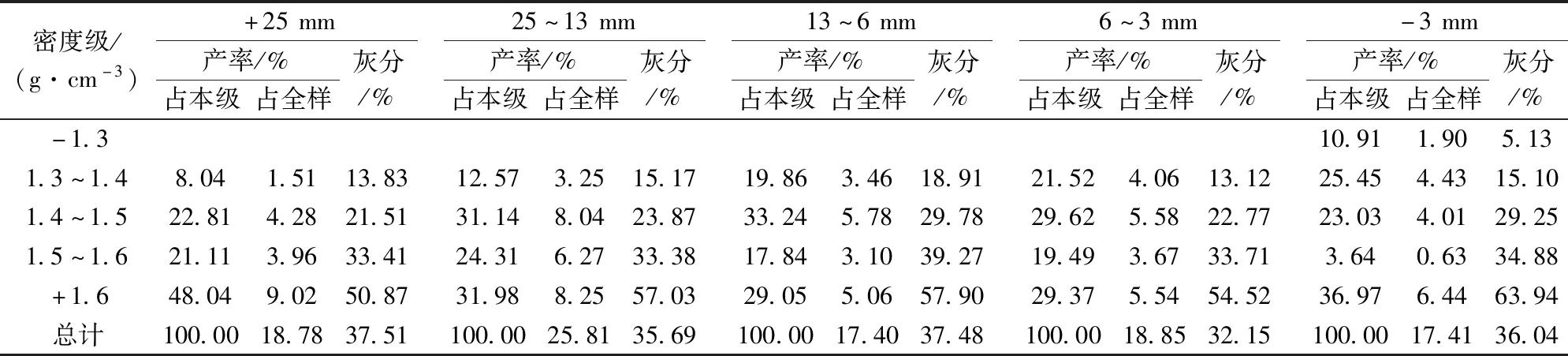
表3 破碎前煤样筛分浮沉试验综合表
由表3可以看出,各粒级的密度组成变化较大,各粒级灰分随密度的增大而增大,其中小于3 mm和3~6 mm粒级中灰分小于20%时,理论产率约占本级60%,而其他粒级灰分小于20%时,理论产率约占本级40%左右。从表3可以看出,解离前煤样灰分小于20%时,理论产率为45%,而且该密度δ±0.1(临近密度物)含量约为60%,根据《煤炭可选性评定方法》,此煤属于难选煤[7]。
2.3 解离后小于3 mm煤样性质分析
将原样中大于3 mm粒级煤样破碎至小于3 mm后,与原样中小于3 mm粒级混匀后进行筛分和浮沉试验,结果分别见表4和表5。为了考查三锥角水介旋流器的分选效果,对破碎后大于0.2 mm粒级进行浮沉试验,结果见表6。
从表4可以看出,破碎后筛分的各粒级灰分相差不大,均为33%左右,可见通过筛分方法难以得到灰分20%以下的化工用煤产品。从表5可以看出,通过破碎解离可以得到低灰精煤(化工用煤),其中20%以下灰分的煤约占本级60%。此时分选密度δ±0.1含量为45%,尽管也属于极难选煤,但与解离前60%的含量相比还是易选些。

表4 破碎后煤样小筛分试验结果

表5 破碎后小于3 mm粒级浮沉试验结果 %

表6 煤样破碎后大于0.2 mm粒级小浮沉试验结果
从表6可以看出,当灰分小于20%时,精煤主要集中在小于1.5 g/cm3的密度级中,此时理论产率占本级约为61%。若分选效率为70%,此时灰分小于20%的化工用煤产率占本级约为42.7%。
3 粗煤泥分选设备及工艺流程
3.1 试验设备
根据选煤厂提供的煤样及其解离后煤质分析,本试验采用山东科技大学自主研发的三锥角水介旋流器进行分选试验,其结构见图1。该旋流器是利用离心力场及重力场实现分选的设备,本身没有运动部件,结构简单。该设备具有特殊的结构参数,使用水作为分选介质,有别于传统的粗煤泥重介分选旋流器和分级旋流器,也叫自生介质旋流器。该设备可对0.3~3 mm的粗煤泥按密度进行有效分选,得到底流和溢流,对溢流进行脱水、脱泥可以获得合格的精煤产品(灰分小于6%~20%)。此外,该设备对入料粒度组成要求不严格,入料煤泥粒度可以是0~3 mm(直径500 mm旋流器入料粒度上限可以达到6 mm)[8-9]。
该设备可以用于原煤分级入洗工艺中细粒煤部分的分选,也可以用于煤泥水系统中粗煤泥的分选回收。该设备可利用原有分级旋流器入料泵,使技术改造更加简便,易于实现,在新建或老选煤厂煤泥水系统工艺改造中可以广泛应用。

图1 三锥旋流器结构示意
3.2 试验过程
针对选煤厂提供的粗煤泥,设计使用实验室直径为100 mm的三锥角水介旋流器对该煤泥进行如下分选试验:将粗煤泥煤样配制到160 g/L浓度,设定好初始结构参数;开动矿浆泵,调整旋流器入料压力;物料循环5 min后,对溢流、底流、入料分别采样;改变旋流器结构参数及操作参数,即锥体型号、溢流管直径、溢流管插入深度等,重复上述试验。考虑到目前选煤厂设备对细粒煤分级状况,将获得的样品进行湿式筛分,分出大于0.2 mm和小于0.2 mm粒级,分别测定灰分和质量,再利用灰分平衡法计算精煤产率及综合产率。
3.3 试验结果
根据煤质资料,应用三锥角水介旋流器对该煤样进行了探索性分选试验。试验过程中通过改变锥体型号、入料压力、溢流管插入深度等参数,得到了大量的数据,从中选出分选效果最好的试验,结果列于表7。试验得知:不同结构参数与操作参数下的三锥角水介旋流器对该煤泥具有不同的分选效果,且三锥角水介旋流器对该煤样具有较好的分选效果,可以得到不同要求的产品灰分。

表7 三锥角旋流器分选试验结果
注:大于0.20 mm粒级综合产率为精煤占旋流器入料比率。
从表7看出,溢流中大于0.2 mm粒级灰分为19.06%,产率达到了37.20%,产率相对较高。此时,根据可选性曲线得知,大于0.2 mm粒级产品理论产率(占煤泥总样)为45.01%,数量效率为82.65%。可以确定在此试验参数下,三锥角水介旋流器的分选效果最好,且分选效率较高,满足了煤化工用煤要求。
3.4 生产化工用煤工艺流程设计
基于三锥角水介旋流器的特点,根据化工用煤指标要求和实验结果分析,结合选煤厂施工图纸和现场管道布置情况[10],设计如下生产工艺流程:三产品重介质旋流器分选出的中煤经弧形筛脱水处理得到筛上物和合格介质;筛上物经脱介筛脱介处理后得到中煤稀介质和中间产物;中煤稀介质经磁选机磁选得到中煤磁尾和合格介质;中间产物经破碎机破碎至粒径6 mm以下,得到破碎中间产物;破碎中间产物和中煤磁尾按照质量比4∶1在混合桶中混合形成浓度为160 g/L的入料,然后进入三锥角水介旋流器分选得到溢流和底流;溢流经弧形筛进行一次脱泥,得到一次煤泥和一次煤泥水;一次煤泥经离心机脱水处理得到化工用煤和二次煤泥水;一次煤泥水和二次煤泥水混合,进入煤泥水系统;底流经弧形筛二次脱泥得到二次煤泥和三次煤泥水;二次煤泥经离心机脱水处理得到高灰中煤(最终中煤)和四次煤泥水;三次煤泥水和四次煤泥水混合,进入煤泥水系统。具体工艺流程如图2所示。

图2 化工用煤生产工艺流程示意
该工艺流程的特点:① 充分利用三锥角旋流器的特殊结构,在不需要添加介质的条件下,能够提高重介分选设备的入料粒度下限,从而提高重介设备的分选精度,增加精煤产率,实现煤炭资源合理利用;② 具有结构简单、占用空间小、入料粒度范围宽等优点的三锥角水介旋流器不仅简化了选煤工艺流程,而且弥补了其他粗煤泥分选设备投资和运行成本高等不足之处;③ 此流程可以降低重介质旋流器入料压力,减小设备磨损和能耗,提高脱介筛处理能力和脱介效率,降低介耗,减少浮选入浮量,提高企业效益;④ 一定程度上解决了化工用煤生产量不足的问题,对于发展现代煤化工产业及煤炭产业升级具有重要意义。
4 结 论
通过一系列试验研究和流程设计,对中煤解离再选试验可得到如下结论:
(1)该中煤在解离到小于3 mm条件下,其中灰分小于20%的物料含量相对较多,通过分选可以得到灰分小于20%的化工煤产品。中煤约占原煤25%,改造后化工用煤产率可达9.3%(占原煤),若每年处理1/3焦煤120万t,则每年可生产化工用煤10.84万t,具有良好的经济效益。
(2)通过试验结果分析可以看出,使用实验室三锥角旋流器能够取得较理想的分选效果,且可以选出不同灰分的产品。在产品灰分为19.06%时,大于0.20 mm粒级综合产率(占入料)为37.2%,数量效率为82.65%。
(3)将中煤破碎解离,配合使用新型三锥角水介旋流器分选设备,通过工艺技术创新改造,简化分选工艺,可有效提高化工用煤的产量,更加有效的合理利用煤炭资源,促进煤炭产业升级。
(4)用三锥角水介旋流器分选煤泥,易于实现技术改造,且改造周期短,投资少,改造过程中不影响正常生产。可进一步完善选煤厂工艺体系,为选煤厂中煤再选提供了一种新的技术选择。
猜你喜欢
煤炭加工与综合利用(2022年3期)2022-06-08
燃料化学学报(2022年5期)2022-05-30
选煤技术(2022年1期)2022-04-19
科学技术创新(2021年22期)2021-08-16
煤炭加工与综合利用(2021年5期)2021-06-10
安徽化工(2021年3期)2021-05-29
航空发动机(2021年1期)2021-05-22
科学家(2021年24期)2021-04-25
矿冶(2021年1期)2021-04-22
新疆有色金属(2020年1期)2020-06-08
