矫直机的设计与结构分析
2019-08-08 01:37:22岳海波
中国重型装备 2019年3期
宋 磊 岳海波
(北方重工集团有限公司,辽宁110027)
卷材在不锈钢连续退火酸洗生产线机组中经开头导板开头后,需通过夹送辊与矫直机完成粗矫直后送入后续设备中进行下一步工作,因为现场基础设施对设备有高度方面限制,所以该矫直设备不能应用原结构设计,而是创造性的改进了矫直机全行程压下结构,改为全开口式机架结构,满足夹送辊和矫直辊的大行程要求,通过升降机对上矫直辊进行微调。
1 矫直机参数
此次设计的矫直机设备专为某厂1450 mm不锈钢连续退火酸洗机组使用,生产线基本参数如下:
钢板来料厚度:2.0 mm~5.0 mm;
钢板宽度:≤1450 mm;
机组工作速度:180 m/min;
机组甩尾速度:75 m/min;
机组穿带速度:30 m/min。
2 矫直机结构
矫直机主要由机架装配、夹送辊、辊系装配、辊缝调整、换辊装置和传动部分等组成,矫直机共5根矫直辊,其中2根矫直辊固定在上机架上,由电机控制升降机实现升降动作,另3根矫直辊固定在下机架上。矫直机设备总图如图1所示。
2.1 机架装配
矫直机机架装配由下机架、上机架、液压缸、导轨、托板等组成,其中除液压缸外均采用了焊接结构。下机架与上机架一端由液压缸连接,一端用绞轴连接,使矫直机架体具有较高强度和刚度,通过液压缸的抬起,上机架绕绞轴抬起,实现上机架与下机架的快速分离,以便料头快速通过。
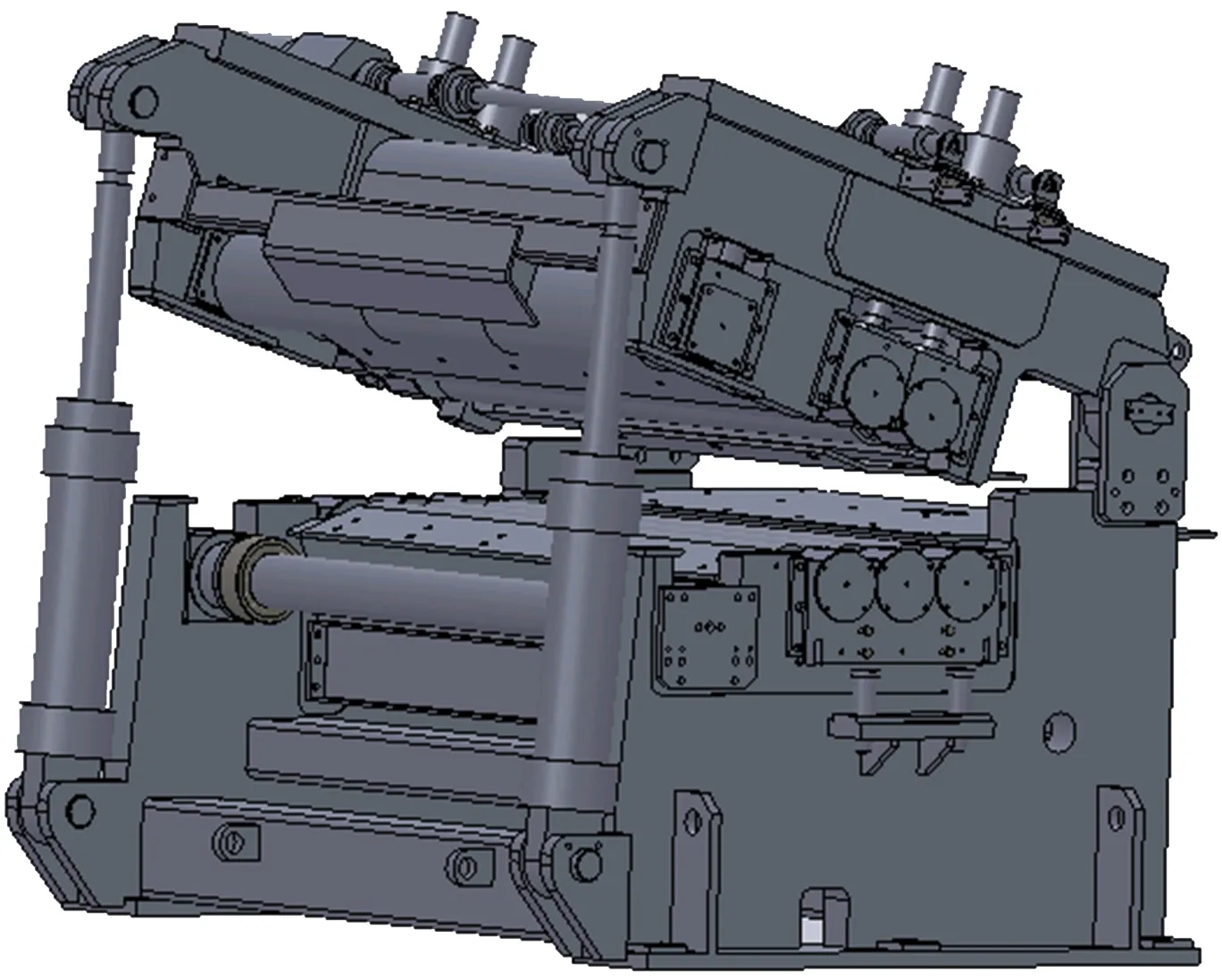
图 1 矫直机设备总图Figure 1 General drawing of straightener equipment
2.2 夹送辊
夹送辊位于矫直辊前,用于将来料送入矫直辊,机前开头导板安装在夹送辊下辊上,夹送辊共两根,上夹送辊为传动实心挂胶锥形辊,通过万象联轴器与减速齿轮马达连接,固定安装在上机架上;下辊为被动空心锥形辊,安装在下机架上。夹送辊装配图如图2所示。
上夹送辊轴承座受柱塞缸作用,上下夹送辊辊面在工作状态时贴紧,在上下机架不分离而有来料要进入矫直机时,可使柱塞缸泄压,此时上夹送辊仅受重力作用,以方便钢板进入。上夹送
辊轴承座上下两侧均有垫片,当上夹送辊辊面产生定量磨损而使上下夹送辊辊面离缝时,可通过垫片位置的调整使辊面始终保持贴紧状态。
根据已有液压缸尺寸及夹送辊直径尺寸为250 mm可计算出电机功率及电机减速比。
电机功率:P=FVi≈6 kW
式中,F为来料所要克服的阻力,F=60.324 kN;V为机组穿带速度,V=30 m/min;i为滑动摩擦系数,取0.2。
为满足电机过载要求,选用11 kW电机。
根据公式及已知穿带速度,选用转速为39 r/min的电机。
2.3 辊系装配
辊系装配为矫直机的核心部分,钢板的矫直是通过辊系装配来实现的,由上、下5个矫直辊装配(呈上2下3布置)组成。矫直辊装配见图3。
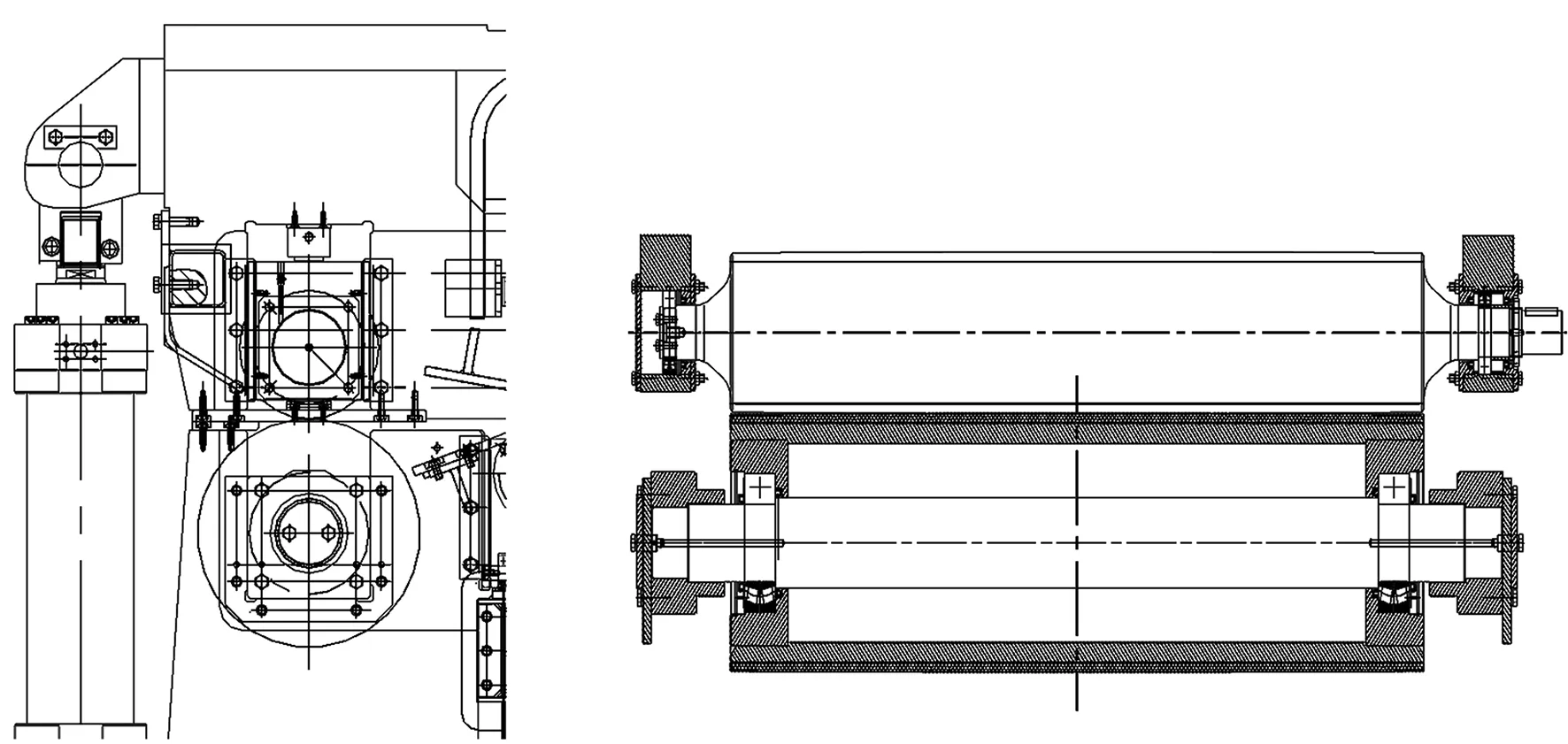
图 2 夹送辊装配图Figure 2 Assembly drawing of pinch roller

图 3 矫直辊装配图
Figure 3 Assembly drawing of straightening roller
矫直辊的材质选用GCr15,是经过严格热处理及理化检验的高强度合金钢。矫直辊轴承座采用了锻钢,两个上矫直辊两侧轴承座都是单独的,两侧装有滑板,在上机架内滑动,其升降由电机直连的升降机控制,下辊安装在下轴承座内,轴承座固定在下机架上,下轴承座两端装有滚轮,当需要换辊时滚轮可沿钢轨将下轴承座抽出下机架。
已知矫直机辊距及所矫直材料参数的情况下,计算矫直机的矫直力及电机功率。
计算出各矫直辊的弯曲力矩:
M1=M5=0
M2=Ms=σsbh2/4=4950 N·m
M3=(Ms+Mw)/2=4125 N·m
M4=Mw=σsbh2/6=3300 N·m
各矫直辊矫直力为:
P1=2Ms/t=52105 N
P2=(5Ms+Mw)/t=147632 N
P3=4(Ms+Mw)/t=434211 N
P4=(5Mw+Ms)/t=112895 N
P5=2Mw/t=34737 N
从以上参数可以看出,在所有矫直辊中第三辊所受的矫直力最大,在已知参数的基础上分别计算出弯曲变形所需力矩Mu、来料与辊子间滚动摩擦所需力矩Mk、克服辊子轴承的摩擦力矩Mb,这样总力矩M=Mk+Mu+Mb=5268 N·m。
经以上计算可得电机功率为:
N=M×2V/Dη≈86.1 kW
结合现场已使用矫直机的电机功率及计算结果,综合选取电机功率为90 kW。
2.4 辊缝调整
矫直机辊缝调整靠减速齿轮马达直联长轴同步带动两侧升降机升降,两个上辊既可以联动,也可以单独调整,调整范围为0~15 mm,其调整尺寸由编码器控制。
2.5 换辊装置
换辊架体为焊接结构,一端用销轴联接在矫直机下机架上,一端固定在地脚上,换辊时将换辊小车平移到下机架处。用螺栓将换辊小车与下矫直辊轴承座把和,通过手动转动升降机将整套辊系抽出。矫直辊下轴承座处装有滚轮,可沿换辊架体轨道移动。
2.6 传动部分
传动装置由主电机、制动器、减速机、联轴器、分配箱、万向接轴组成。由1台变频调速电机(用户自备)通过减速机、分配箱、万向接轴传动矫直机的上下矫直辊。单备1台减速齿轮马达通过万向接轴驱动夹送辊上辊。主电机与减速机之间由带制动盘的鼓形安全联轴器连接,通过气动盘式制动器控制,当主电机断电时,制动钳随即将主传动制动。
分配箱由可分的上、中、下箱体、齿轮轴等组成。箱体采用焊接结构,齿轮采用6级精度硬齿面,齿轮材料采用优质合金钢制作,所有齿轮采用齿面渗碳淬火,保证齿面硬度。各齿轮支承轴承均采用调心滚子轴承。分配箱采用油池润滑方式,对齿面进行飞溅润滑。

图4 两种矫直机对比Figure 4 Comparison of two kinds of straighteners
3 技术创新及特点
传统的矫直机压下系统通常是在需要大行程压下时使用液压缸直接推动上矫直辊轴承座,使上、下矫直辊快速靠近,在达到预定行程后再通过电机带动涡轮蜗杆对矫直辊间辊缝进行微调,其行程由电机尾端所带的编码器进行控制,压下杆上带齿,与一对齿轮配合,实现压下过程中的机械同步,这种结构在上矫直辊压下过程中轨迹较为精准,但是结构比较复杂,无法满足对设备高度有限制的现场。某厂1450 mm不锈钢连续退火酸洗机组有严格要求,因此无法采用此种压下形式。两种矫直机对比如图4所示。
与传统矫直机相比,为了满足现场使用情况,降低设备整体高度,所以将矫直机辊缝调整装置由垂直调整更改为上下机架开口模式,上机架使用两个液压缸推动,绕上下机架绞合点进行转动。矫直辊不工作状态时,可将上机架推离下机架,在使用时利用液压缸将上机架迅速拉回,再利用电机对上下辊缝进行微调。
猜你喜欢
锻压装备与制造技术(2023年5期)2023-11-22 03:51:04
山东冶金(2022年1期)2022-04-19 13:40:32
钢管(2021年2期)2021-12-15 03:05:48
冶金设备(2021年1期)2021-06-09 09:35:16
重型机械(2021年2期)2021-05-06 09:29:38
中国重型装备(2020年1期)2020-01-15 05:54:02
金属世界(2019年1期)2019-03-12 06:38:28
工业设计(2016年7期)2016-05-04 04:02:46
中国机械工程(2015年13期)2015-12-16 12:25:36
山东冶金(2014年3期)2014-04-08 22:20:38