浅谈水电站钢岔管消应处理方法
2019-08-07 10:15马小艳
陕西水利 2019年12期
马小艳,王 丽
(1.扶风县水土保持工作站,陕西 宝鸡 722299;2.扶风县防汛抗旱指挥部办公室,陕西 宝鸡 722299)
1 工程概况
某水电站机组采用一管两机联合供水方式,由地下压力钢管、钢岔管及两条支管组成。压力钢管主管直径7 m,长194 m,上下平段高差60.423 m,采用斜井连接,斜井角度45°,圆形断面。支管直径4.5 m,支管长30.71 m,圆形断面。
岔管的材料为Q345R,板厚为46 mm,月牙肋钢板厚度为80 mm,材料为CSG610D。钢岔管是钢管直径由7 m 变为4.5 m,岔管制作过程中采用的焊接方法是二氧化碳气体保护焊,焊丝型号为H08MnA 埋弧焊丝,月牙肋焊接采用的是607 焊条进行的焊接[1]。钢岔管共由10 大块组成见图1。为满足岔管的制作及安装的要求,每一大块又分成不等的小块,本岔管共由41 小块拼装组成。

图1 钢岔管平面简图
2 焊接残余应力
钢岔管是钢管直径由7 m 变为4.5 m,共由41 小块拼装组成,采用焊接的方法进行拼装。焊接采用二氧化碳气体保护焊,焊接量大且焊接环境差,焊接过程中会释放大量的热,焊缝周围温度发生急剧变化,产生不均匀的温度场进而引起钢岔管的塑性变形,因此焊接过程中会产生较大且不均匀的焊接残余应力。工作应力和焊接残余应力迭加后的复杂应力状态如果不进行处理,则会引起岔管的焊接变形及裂缝等,影响岔管的使用寿命,不仅会给电站带来经济损失,还会给水电站的安全运行埋下隐患。
3 残余应力处理方法
目前常用的焊接残余应力消除方法有退火法、锤击法、爆炸法等。退火法是焊后消除残余应力常用的方法,但是退火法不适合用于大型构件;锤击法操作较简单,施工比较方便,但是,锤击的力度较难控制,力度过大过小都不利于应力的消除及焊缝的质量;爆炸法消除焊接残余应力是近年来出现的消除应力新方法,其工艺主要是通过在焊缝及其近区表面粘贴的炸药经过爆轰造成的冲击波和残余应力的交互作用,使金属内部产生微观的塑形变形,从而达到降低残余应力的目的,他不仅可以降低焊接接头表层附近的残余拉伸应力,甚至可以造成压缩应力,还可以在钢板整个厚度方向均匀消应。
4 爆炸消应处理
4.1 爆炸消应准备工作
在进行爆炸处理前,应首先进行爆炸试验,采用购买的炸药在现场使用的结构形式进行。经业主等有关单位同意,爆炸试验在34 mm 厚的Q345R 焊接试板上进行。爆炸试验效果确认后(不低于GB/T 26078 中的要求)方可进行现场爆炸处理。
联系当地公安机关购买炸药,按照规定办理炸药的购买、存放和施工的所有相关手续。进入现场实施爆炸处理前,详细勘察爆炸区周围的地形环境,做到心中有数,避免发生不必要的事故。爆炸处理前通知并警示现场附近的生产和施工单位做好防护措施,特别注意附近的一些非固定物件在多次冲击波作用下可能出现松动和脱落。
爆炸消除应力处理和一般的热处理有所不同,由于钢岔管焊缝较多,所以需要分段、多次爆炸。爆炸时产生的冲击波力量很大,可能对周围的人员和设备产生一定的影响,因此在实际爆炸处理过程中,焊缝布药时现场附近的各类人员停止焊接等作业,在引爆瞬间洞内及厂房内的一切人员必须撤离现场[2]。
爆炸消应的施工进度主要受现场条件限制。一般情况下,每个小时可以对焊缝进行20m 左右的消应处理,考虑到炸药的运输、存放、领用等以及现场的交叉作业等因素,爆炸作业一般安排在中午休息或晚上进行。
4.2 试板工艺试验
首先在试板上进行布药工艺确定,对外形尺寸为450 mm×500 mm×32 mm 且材质为Q345R 的试板进行原始残余应力和爆炸消应后残余应力的检测,见图1~图2。测试位置的数据见表1。

图2 试板残余应力检测

图3 试板炸药布置
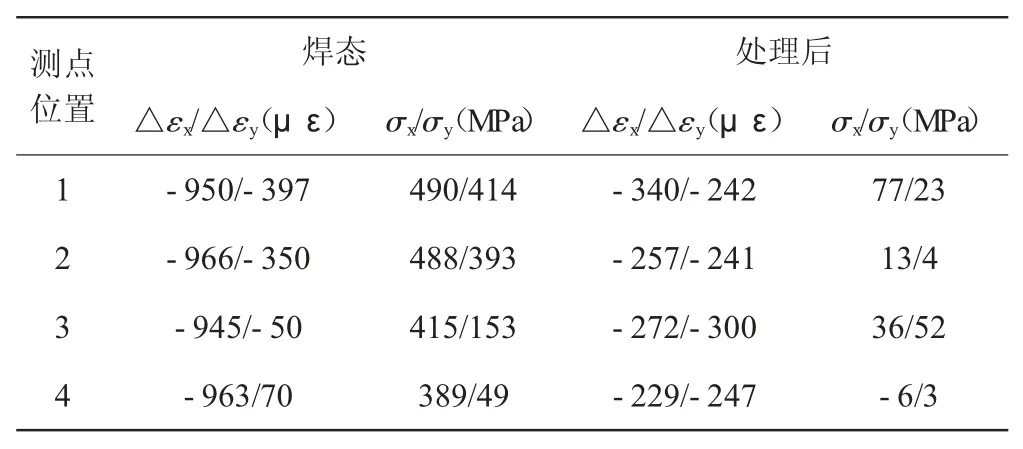
表1 残余应力测试数据
通过专业检测工具对试板的原始残余应力和爆炸消应后的残余应力进行检测并记录数据,根据检测数据可以得知,处理后的残余应力较处理前得残余应力大幅度下降,并且消应后残余应力数值满足设计要求。由此可以进行岔管消应的相关工作。
4.3 岔管消应
参照工艺试验结果确定现场爆炸处理方案。
1)确定测点分布及数量的要求:每条环缝不少于一个点,纵缝不少于一个点;靠近裤衩部位焊缝部位适当增加;月牙板不低于6 个。
2)依据(GB/T 26078-2010)中的爆炸处理效果的评价要求,按10%~20%的数量抽检,测试结果作为此类构件爆炸处理的验收依据,爆炸处理前后应在相似的典型部位进行应力测试,典型的部位包括处理表面的对接焊缝、安装焊缝等,依据现场的具体情况适当调整测点位置。
3)测点位置见表2。
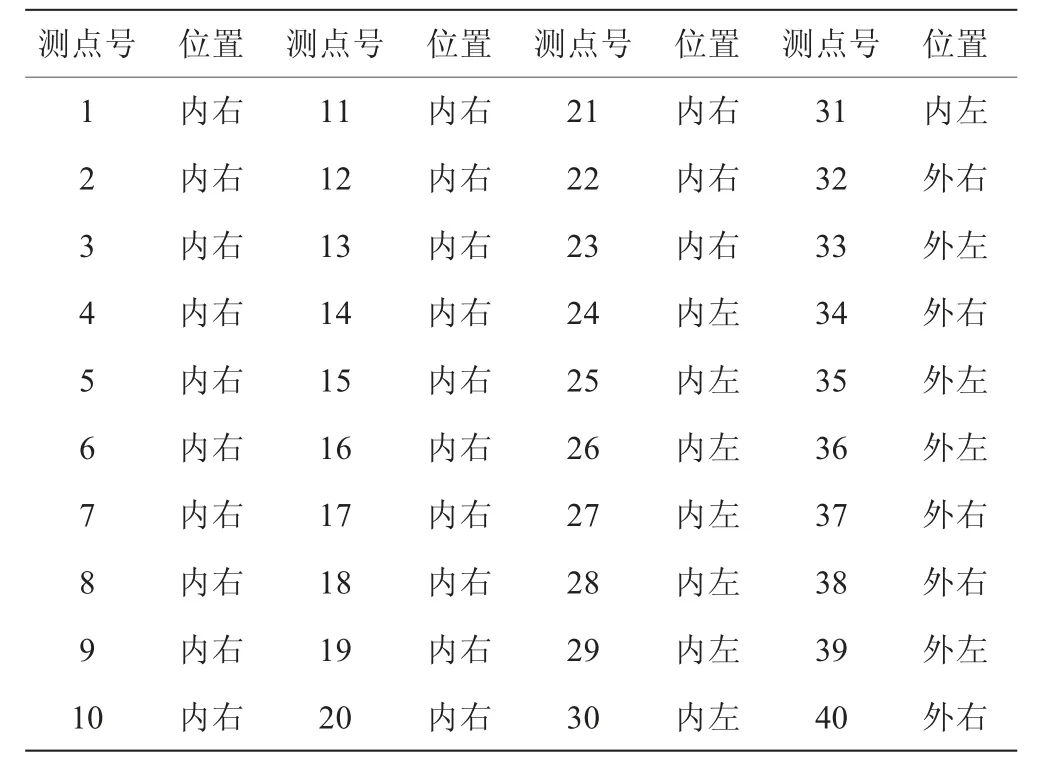
表2 岔管消应点布置

图4 岔管焊缝消应点布置图
4)消应结果
钢岔管的最大原始焊接残余应力可以达到或超过母材的屈服强度。实施爆炸消应工作之后,焊缝的残余应力明显下降,平均剩余残余应力低于母材屈服强度的50%,通过消应处理,焊接残余应力的消除率可达到60%以上,并且爆炸处理后钢岔管没有受到损伤,爆炸处理结果可以满足规范和设计使用要求。钢岔管内外表面焊缝爆炸前后应力测试结果见表3。

表3 钢岔管内外表面焊缝爆炸前后应力测试结果
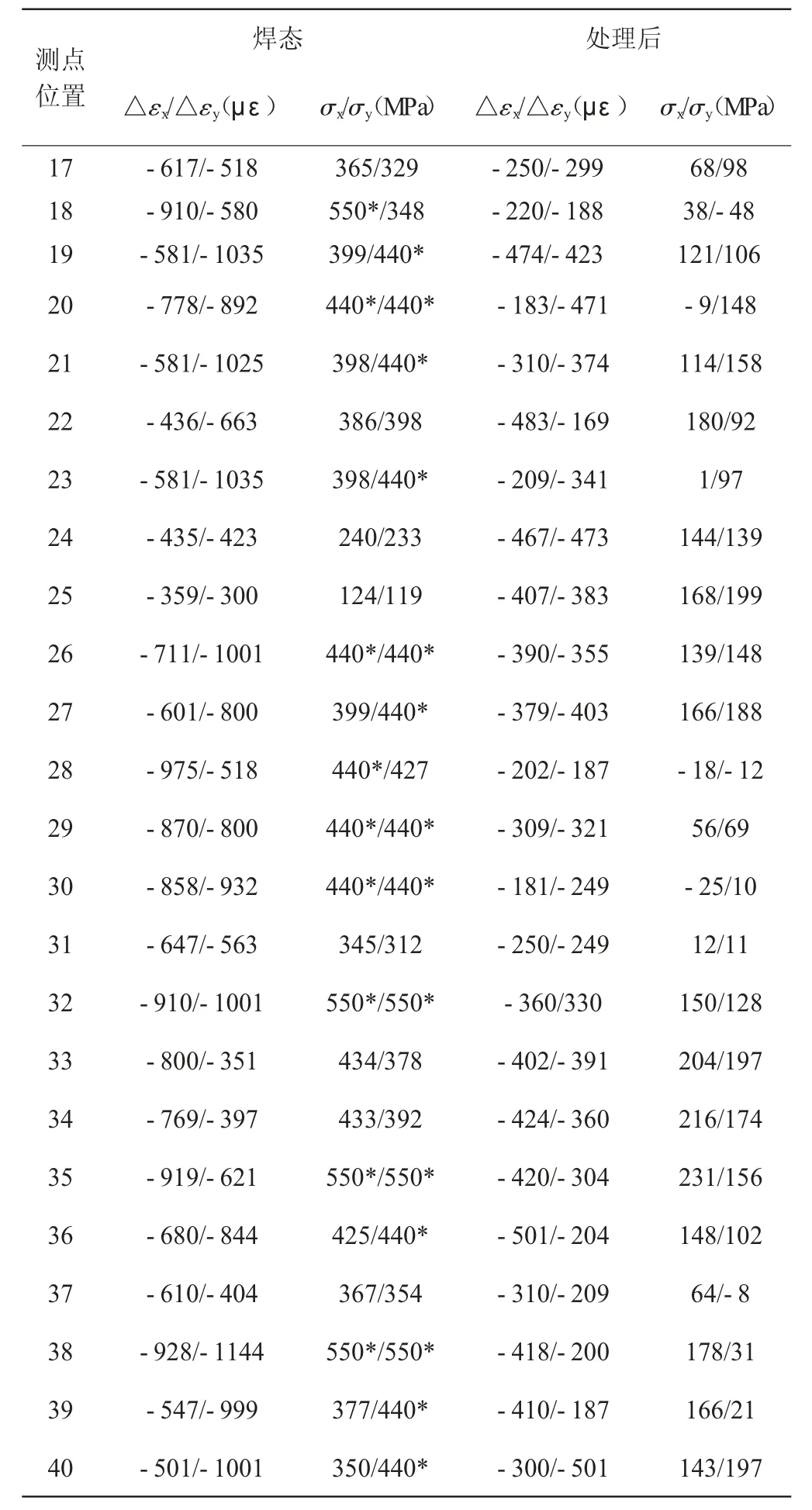
续表3
5 结论
如果不及时对焊接残余应力进行处理,将会对钢岔管造成焊接变形及裂缝等严重的质量问题。分析水电站钢岔管焊接过程中产生的焊接残余应力,以及焊接残余应力对钢岔管产生的危害,提出可采取爆炸法消应处理。从现场采集的消应前后数据可以得出,焊缝残余应力明显降低,效果良好。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25
理化检验(物理分册)(2022年3期)2022-03-31
火炸药学报(2022年1期)2022-03-18
建材发展导向(2021年22期)2022-01-18
建材发展导向(2021年10期)2021-07-16
铀矿冶(2021年2期)2021-05-24
石油化工腐蚀与防护(2021年2期)2021-04-27
电子制作(2018年10期)2018-08-04
火炸药学报(2014年5期)2014-03-20
火炸药学报(2014年5期)2014-03-20